


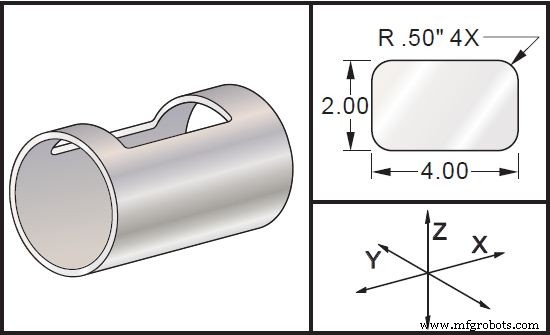
Haas Mill G107 円筒マッピング プログラムの例
提出者:機械工
描画/画像
CNC プログラム
(G170 parameters) (X X-axis command) (Y Y-axis command) (Z Z-axis command) (A A-axis command) (Q Diameter of cylindrical surface) (R Radius of rotary axis) % O0079 (G107 TEST) T1 M06 (.625 DIA. 2FL E.M.) G00 G40 G49 G80 G90 G28 G91 A0 G90 G00 G54 X1.5 Y0 S5000 M03 G107 A0 Y0 R2. (IF NO R OR Q VALUE, MACHINE WILL USE VALUE IN SETTING 34) G43 H01 Z0.25 G01 Z-0.25 F25. G41 D01 X2. Y0.5 G03 X1.5 Y1. R0.5 G01 X-1.5 G03 X-2. Y0.5 R0.5 G01 Y-0.5 G03 X-1.5 Y-1. R0.5 G01 X1.5 G03 X2. Y-0.5 R0.5 G01 Y0. G40 X1.5 G00 Z0.25 M09 M05 G91 G28 Z0. G28 Y0. G90 G107 M30 %
CNCマシン
- ファナック CNC プログラム例
- Haas G71 サンプル プログラム
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- 基本的なサンプル コードを使用した Haas M98 サブプログラムの呼び出し
- CNC プログラム例による Haas CNC M97 ローカル サブプログラム呼び出し
- フル サークル CNC プログラム サンプル コードのミル方法
- G Code Example Mill – 初心者向けのサンプル G コード プログラム
- Haas Mill マニュアル – オペレーターとプログラミング
- Haas Mill M コード
- Sinumerik 810 CNC ミル半径/面取りプログラムの例
- G41 G40 カッター半径補正 CNC ミル プログラムの例