


印刷用のデザインパート2:3Dプリントパーツが歪む理由とそれを止める方法
Designing for 3D Printing(DF3DP)は、3Dプリンターを使用する際に従うべき、3D印刷のヒントとコツを紹介するブログシリーズで、コスト、印刷時間、素材の削減をガイドすると同時に、パーツの入手方法も示しています。最初に試してみたい方法です。
FFF 3Dプリンターを使用したことがある場合は、大きな部品、長い部品、または奇妙な形状の部品の部品の反りを経験したことがあるでしょう。通常、これは、それらを再び平らにするために後処理を行う必要があるか、またはおそらく平らに印刷されると想定した凹凸のある底面の処理を受け入れる必要があることを意味します。
3D印刷された部品の反りは、回避するのが難しい問題です。 3Dプリンターが信頼できるからといって、この問題が発生しないというわけではありません。 3D印刷された部品は、熱変形のために反ります。プラスチックが熱くなると、膨張します。冷えると縮みます。 FFF 3D印刷にはほとんどの場合熱可塑性プラスチックが含まれるため、これはほとんどすべてのFFF3Dプリンターで発生します。プリンター側では、反りを修正する2つのものがあります。加熱されたビルドプレート、または加熱されたエンクロージャーです。これらの2つのソリューションは、部品を温度に保つため、冷却されないため、反りが発生しません。単純!他の3Dプリンターには、熱を保持するエンクロージャー、および/またはビルドプレート(私たちのような)に塗布する接着剤があり、通常は反りも減らすのに役立ちます。さらに、パーツを取り外す前に室温まで冷却すると、ビルドプレートに付着したままパーツが冷却されるため、反りが減少します。
しかし実際には、それはシステムではなく、部品の設計に関係しています。 3Dプリンターには他の製造方法と同じくらい多くの制限と設計ガイドラインがあることが多いため、「3Dプリンターは何でも印刷できる」という概念は正しくありません(これについては今後のブログ投稿で詳しく説明します)。例を挙げると、FFF 3Dプリンターが作成できる最小のフィーチャーサイズは、ノズルの直径とガントリーの精度に依存します。とにかく、多くの部品は、3D印刷用に最適化されていない部品設計と組み合わされたFFF3Dプリンターの材料制限のために歪んでいます。
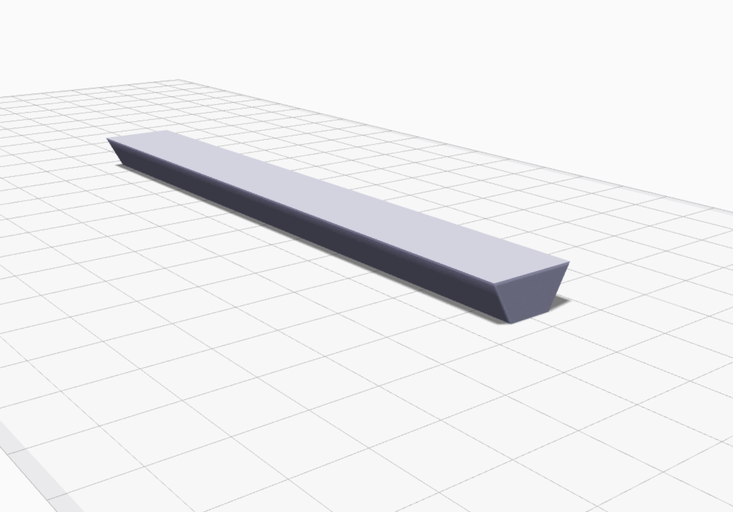
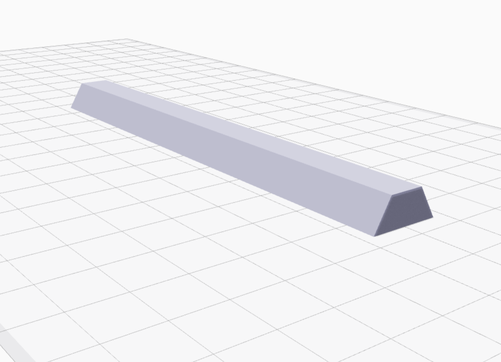
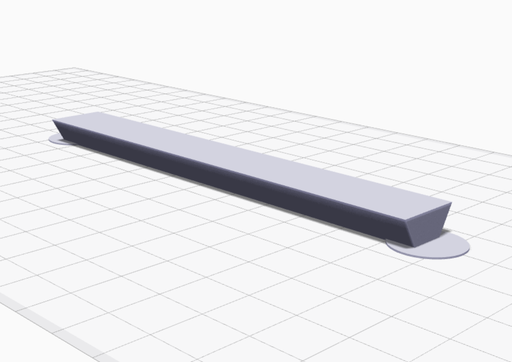
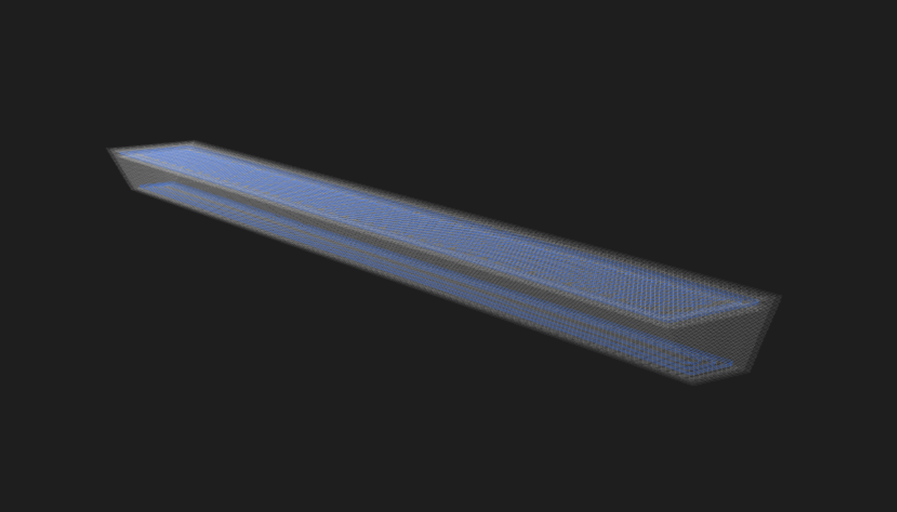
私は、片方のエッジがかなりゆがみやすい単純な三角柱を設計しました(理由はすぐにわかります)。アイガーの3Dモデルは次のとおりです。
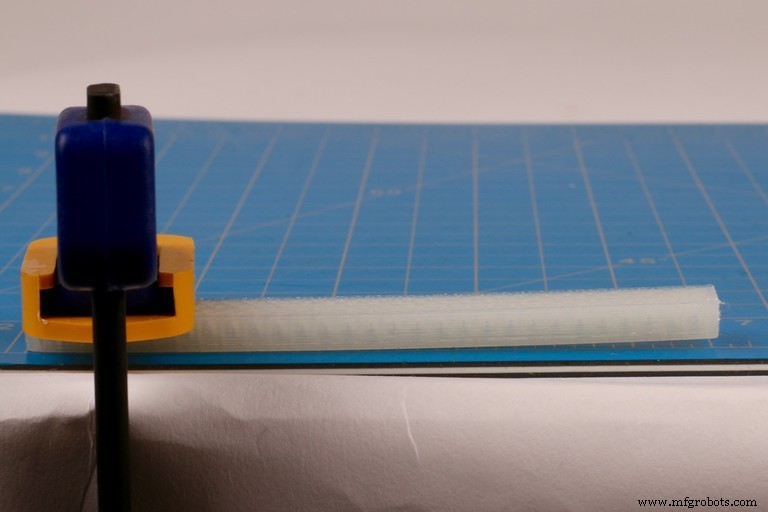
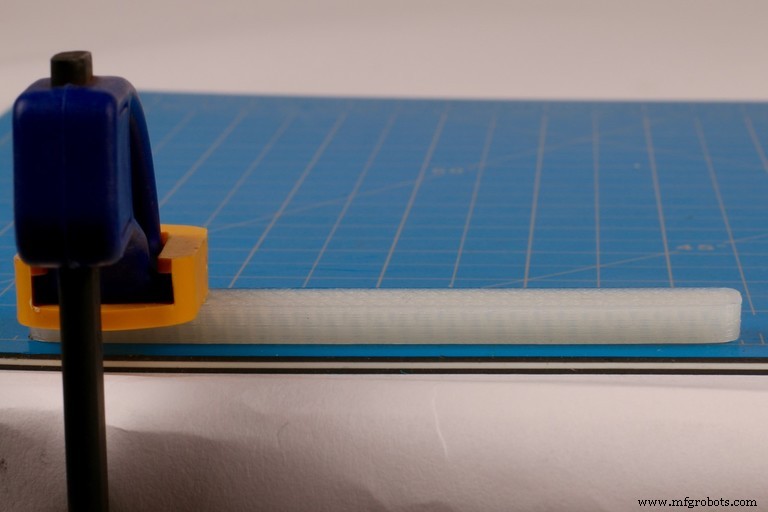
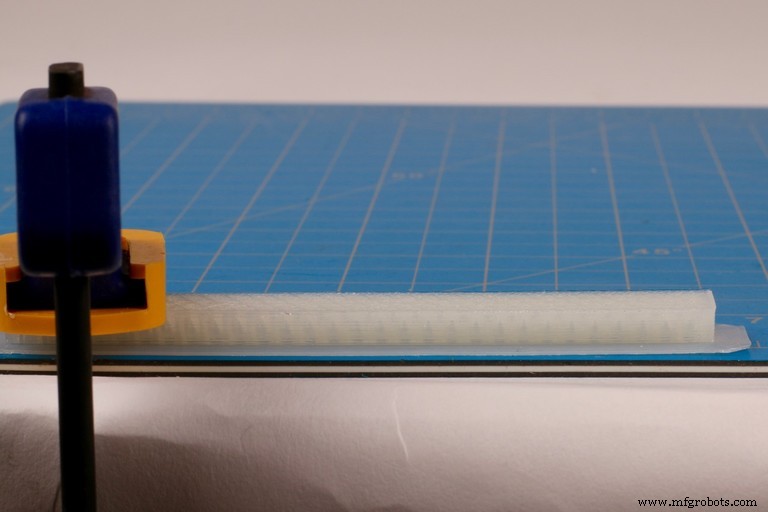
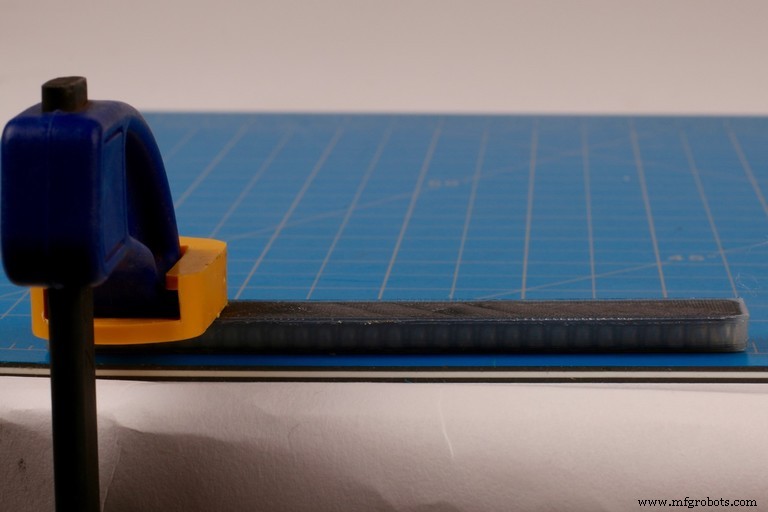
これは、ビルドプレートから外れた後のパーツの反りのショットです。反りを示すために、テーブルの片側でピースを固定し、反対側でたわみを観察しました:
これらの5つのヒントは、3D印刷の設計ガイドラインとして機能するため、設計プロセス中に3D印刷された部品の反りを減らすことができます。彼らが助けてくれることを願っています!
1。フィレットのエッジと丸く自然な形を念頭に置いたデザイン。
3D印刷されたパーツが反る場合、それはパーツのエッジの周りに形成される熱モーメントが原因です。この熱モーメントは、FFFプリンターがフィラメントを配置するときに、プラスチックが半流動性になるまで加熱し、押し出された後に冷却するために発生します。ほとんどの材料が冷えると、収縮したいと考えます。 FFF 3Dプリンターの場合、これは、材料の各「ライン」が縦方向に収縮することを意味します。通常、これはビルドプレートとの接着を破壊するのに十分ではありませんが、この力は、より多くの層が追加されるにつれて蓄積され、パーツが反ります。これは、この投稿で使用しているテストピースのように、縦方向に収縮するため、長くて薄い部品で特によく見られます。
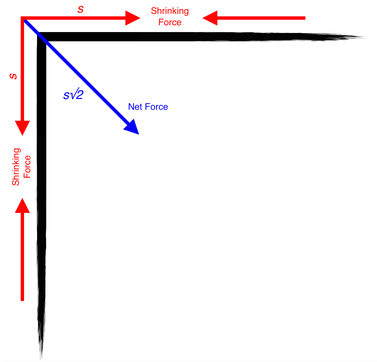
下の図に示すように、縮小したい線分にさらにコーナーを追加すると、その場所に応力が蓄積するため、コーナーが剥がれます。
鋭いコーナーは応力集中を引き起こすため、コーナーは反りを引き起こす最も一般的な形状です。これらのコーナーにフィレットを追加すると、鋭いコーナーが丸められ、応力が分散されるため、応力集中が減少します。一般に、ビルドプレートに接触するときに形状がより丸い断面を作成すると、反りが減少します。エンジニアが部品を設計する場合、通常、形状は長方形になります。これが一般的に最も簡単に加工できるものです。しかし、最初からより丸く自然な形状と表面で設計すると、蓄積された応力が分散されるため、反りが減少します。以下では、コーナーにフィレットを追加してテストピースを編集しました。
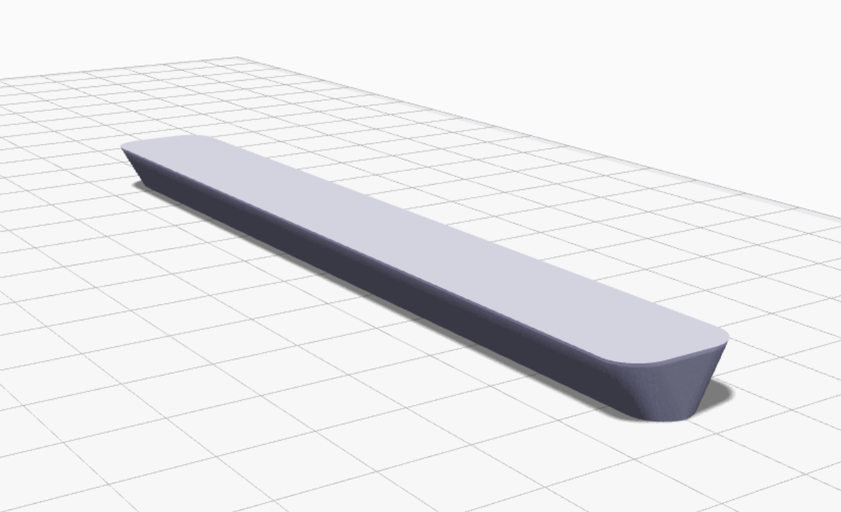
この単純な変更でも、エッジのフィレットによって反りが大幅に減少しました。
フィレットに関するもう1つの簡単なヒント–パーツの下端にフィレットを追加すると、ビルドプレートからフィレットを簡単に削除できます–スクレーパーを下に置くのに適したリップになります!
2。一番下の面が大きい部分を印刷します。
レイヤーが互いに積み重なると、これらの力は倍増します。ちょうど下に置いた層の上の層がわずかに大きい場合、収縮したい材料が追加されるため、力はさらに増加します。つまり、3D印刷で最悪の形状は、上に行くにつれて断面が大きくなる形状であり、ワープテストのように、長く真っ直ぐなセグメントの後に鋭い角を持つ形状です!
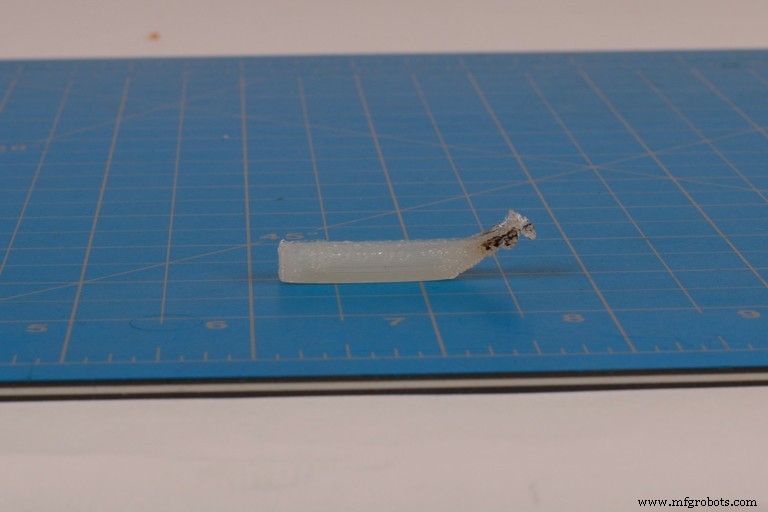
ただし、パーツは常に最下層でワープするわけではありません。これらのジオメトリ条件が存在する場合はどこでもワープが発生する可能性があります。下のこの細い角度の付いたオーバーハングに示されているように、多くの場合、押し出されたオーバーハングは、サポートされている場合でも、同じ理由で丸まってしまいます。
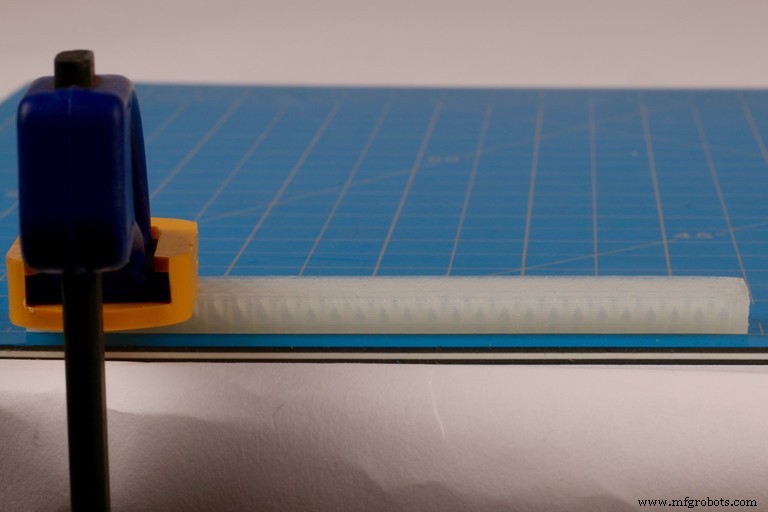
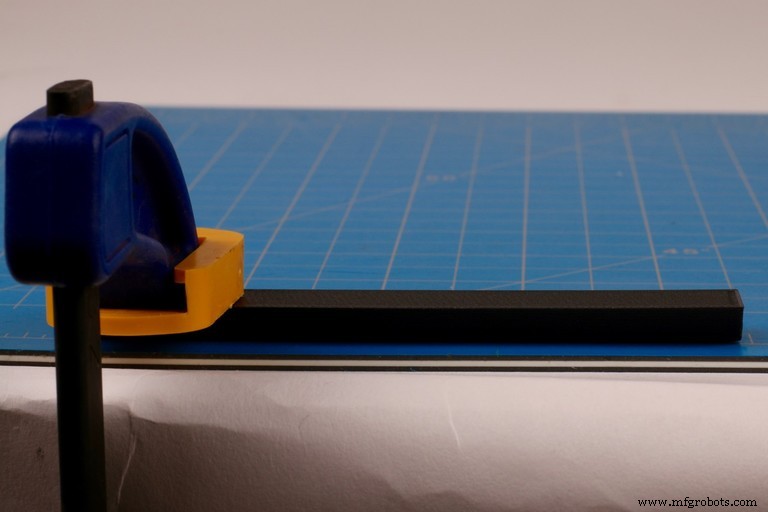
したがって、パーツを3D印刷する場合、積み重ねられたレイヤーの上で断面が大きくなるとパーツが歪む傾向があるため、底面で最大の面を取得するようにすることが重要です。さらに、ビルドプレートに接触する表面積が大きいほど、保持する表面積が大きくなるため、より良い結果が得られます。切り詰められたプリズムを下に示す方向に逆さまに印刷しました:
そして、ご想像のとおり、ワープはありません:
これは単純な例であり、このようなパーツでは、最大の裏向きで印刷する必要があることは明らかかもしれませんが、シナリオによってはそれほど明白ではないため、パーツを設計するときにビルドの向きを考慮することを忘れないでください。
3。つばを追加
「つば」ツールを使用してパーツにつばを追加できます。これにより、基本的に、パーツを囲むビルドプレートに追加の接触領域が追加されます。
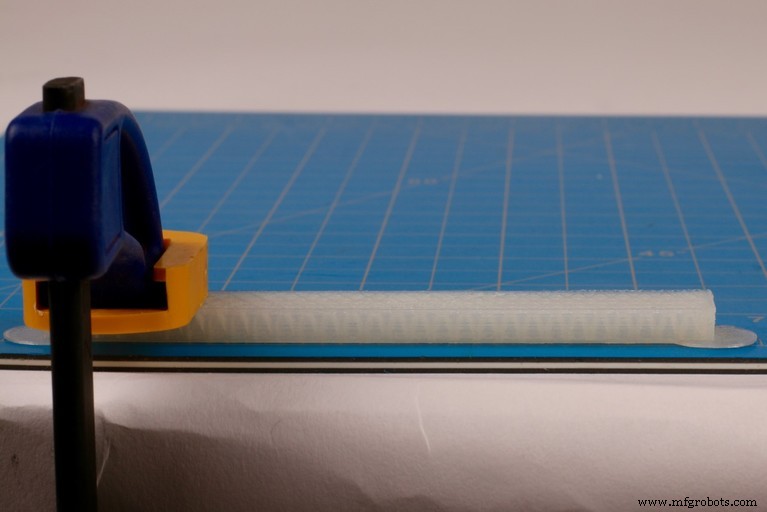
これにより、2つの理由で反りやカールが減少します。 1つは、パーツの底面が「拡張」されていることです。これは、ビルドプレートとの接触が通常よりも大きいことを意味します。 2つ目は、発生した反りがつばに移動し、最悪の場合に発生します。つばはさらに、支持構造が付着するためのより良い表面を提供します。私たちの支持構造は長くて細い線であり、私が上で説明したように、それは本当に収縮したいです。パーツの下に多くの支持材がある場合、つばは支持構造がくっつくのに適した表面を提供します。サポートは縁にくっついているため、それほどカールしません。つまり、ビルドプレートにくっついている平らで大面積の表面です。以下は、つばのある部品のテストです。
4。自分だけのつばを作る
ビルドプレートの接触点の形状がおかしいために、つばが十分に大きくない、または十分に湾曲していないという理由だけで、パーツが反る場合があります。これらのユニークなケースでは、独自のつばをCADする必要があるかもしれません。これらのシナリオで提案されているのは、パーツのすべてのコーナーに薄くて丸い「ドット」を追加することです。これにより、反りが発生する重要なポイントでビルドプレートとの表面積が大きくなります。
私自身が設計したつばは、プレハブのつばと同様に反りをなくし、より複雑な部品に役立つ場合があります:
5。パーツに複合繊維を追加する
Mark Twoのユニークな機能の1つは、コンポーネント内にファイバーを配置して、より剛性が高く、より強力な3Dプリントパーツを作成できることです。 Markforged 3Dプリンターの複合材料機能により、パーツの反りを減らすために、下の数層にファイバーを追加して剛性を高めることができます。
これにより、基本的に最下層が平らになり、反りがほとんどなくなります。ただし、これを行う場合は、このブログ投稿で説明されているように、ねじり強度を最適化するために、パーツの上面と下面に繊維のサンドイッチを作成して、複合材料のバランスをとることを忘れないでください。ご覧のとおり、元のパーツにデザインを変更することなく、テストワープピースはフラットのままです:
追加のヒント:Onyxで印刷してください!
ヒント5で説明したように、反りの最小化は、当社の連続繊維製造(CFF)法を使用して材料の観点から取り組むことができます。しかし、他の資料のいくつかは、この問題を解決するときにも役立ちます。当社のマイクロカーボン強化フィラメントであるオニキスは、熱によってほとんど変形しません。これは、標準のナイロンよりもはるかに反りが少なく、寸法的に安定した部品を作成できることを意味します。 Onyxの寸法安定性について詳しくは、こちらをご覧ください。繊維強化がない場合、Onyxフィラメントは安定したままです:
この投稿が、3D印刷された部品が歪む理由と、反りをなくすためにデザインを改善する方法を理解するのに役立つことを願っています。 3D印刷されたパーツの反りを減らすために独自の実験を試したい場合は、stlファイルとmfpファイルを自分で試してみてください。今後のブログ投稿について質問、提案、アイデアがある場合は、printstronger @ markforged.comまでお知らせください。
3Dプリント
- FDM印刷用のストレスフリークリーニング
- CTスキャンが3Dプリントの成功の重要な部分になっている理由
- 3D印刷は最終部品生産の準備ができていますか?
- アプリケーションスポットライト:タービン部品の3D印刷
- 3Dプリントとソフトウェアがデジタルトランスフォーメーションにとって重要である理由
- フォーミュラ学生レースカー用の炭素繊維成形と最終用途の3Dプリント部品
- OriginOneが3Dプリントの生産部品に使用される理由
- 3Dプリント部品の寸法精度
- 3D プリント パーツの 10 の防水オプション:材料と後処理
- 3D プリント パーツの強度を上げる方法
- 3D プリント パーツの検査方法 (パート 3)