


どのくらいの頻度で 3D プリンターのベッドを水平にする必要がありますか?
3D プリントを始めると、Slicer が提供するパラメーターの数に圧倒されます。もちろん、それらのいくつかは他のものよりも重要です。押出機の温度、移動速度、加熱ベッドの温度など、何十もの設定の中から微調整する方法を知ることは避けられません。
設定を確定した後、同じモデルを印刷している場合でも、その後の印刷で印刷の出力品質が低下し始めることに驚くかもしれません。これはさまざまな理由で発生する可能性がありますが、水平になっていないベッドは、簡単に修正できる可能性のある問題として際立っています。3D プリンターを水平にする頻度 ?
ベッドがどれだけ安定しているか、完成したプリントを表面から取り除くときの注意力に応じて、5 ~ 10 プリントごとにベッドを水平にすることができます。安全を確保するために、大きなプリントの前 (15 時間以上) にベッドを水平にして、途中で失敗しないようにすることをお勧めします。さらに、ベッドまたはノズルの温度を変更するたびに、ベッドを再度水平にすることをお勧めします .
ベッドを水平にすることの重要性は何ですか?
印刷を成功させるには、水平な印刷ベッドが不可欠です。安定した印刷品質を確保するには、ベッドの表面を水平にし、ノズルとの Z 軸距離を一定にする必要があります。そうでない場合、印刷の失敗は確実です。
使用しているフィラメントに関係なく、プリントはベッドが水平かどうかの影響を受けます。印刷の成功に重要な役割を果たす他の 2 つの要因は、最初の層の厚さと Z オフセットです。
層を適切に接着させるには、フィラメント押出ノズルとプリント ベッドの間の距離を一定にする必要があります。幸いなことに、最新のすべての 3D プリンターには何らかのレベリング ルーチンがあり、自動レベリング機能を備えているものもあります。
ベッドレベルセンサーを備えたプリンターは、Z 深度の再調整のみが必要です。センサーはベッドの高さを測定し、各プリントの前に補正を行います。これらのセンサーを使用すると、ノズルを上げ下げして最初のレイヤーを調整するレベル メッシュを作成できるため、不均一な印刷ベッドを修正することもできます。
プリント ベッドを水平にする必要がある兆候
3D プリントに没頭すればするほど、より多くの課題に直面することになります。印刷物に一貫性がなく、フラストレーションで髪を引っ張ってしまうことがあります。私たちは皆、3D の歯が生えるトラブルを経験し、その過程で何に注意すべきかを学びます。以下は、印刷ベッドの水平度が低いことを示すいくつかの問題です:
ノズルがベッドに近すぎる
ノズルから押し出された溶融フィラメントは、プリンター ヘッドの最初のパスから見える必要があります。これが 3 回目または 4 回目のパスでのみ発生する場合は、ノズルがプリンター ベッドに近すぎる可能性があります。これは、ベッドの水平調整が不十分なためにキャリブレーションが正しく行われなかったことが原因である可能性があります。
100% レベルのプリント ベッドがないことはよく知られています。それらはすべて、最初はほとんど目立たない高いまたは低いスポットを持っているようです.しかし、使用と温度の変化により、プリント ベッドはより不均一になります。
ノズルがプリント ベッドに近すぎると、溶融したフィラメントを押し出すことができない場合があります。押し出されたとしても、Z オフセットが最適なレベルにならず、問題が発生します。ノズルは文字通り加熱されたフィラメントをプリント ベッドに押し付け、プリントを変形させます。この状況を改善するには、ノズルと印刷面の間の距離を長くする必要があります。
Z オフセットを確認する一般的な方法は、標準の A4 用紙を使用することです。プリントベッドとノズルの間にスライドさせるだけで、詰まることなく通過します。ノズルがプリント ベッドに近すぎることを確認したら、調整を行う必要があります。目的の Z オフセットに到達するまで、微調整を少しずつ行う必要があります。
最初のレイヤーは、ほとんどの場合、ビルド プレートが正しくレベリングされているかどうかを示します。次の図を見て、用紙技術でプリンターを水平にするための参考として使用してください。
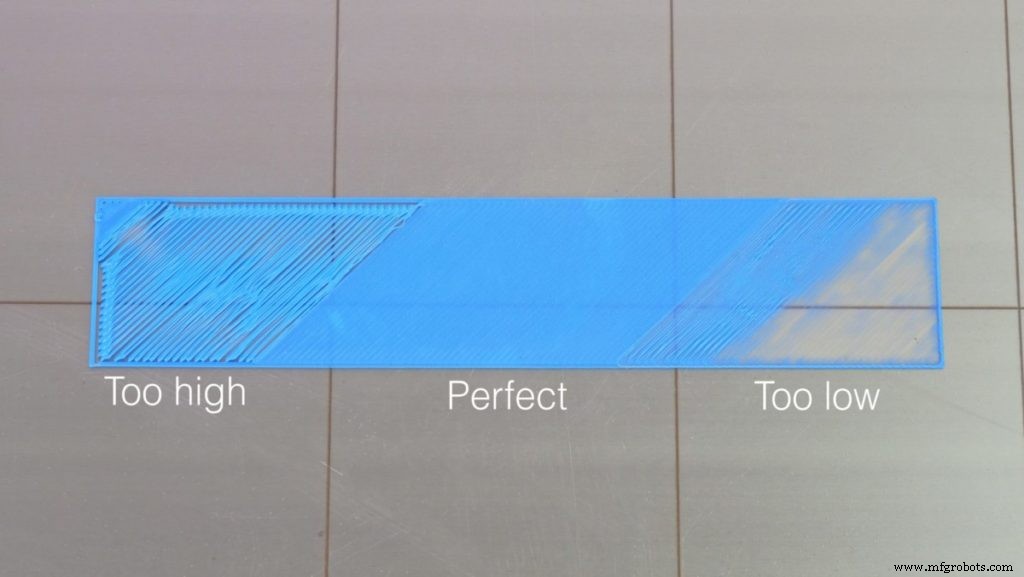
- ノズルが高すぎる:フィラメントが表面に適切に接着されていない場合に問題を特定できます。プラスチックの一貫した層を印刷する代わりに、最初の層はプラスチックのストリングのように見えます。
- ノズルが低すぎる:プラスチックは印刷面に適切に付着していますが、ノズルとベッドの間の距離が不十分なため、マシンが十分な量のプラスチックを放出できません。
問題が近いノズルか遠いノズルかに関係なく、問題が X 軸と Y 軸の両方に沿って均一であるかどうかも確認する必要があります。不均一な場合は、高すぎるか低すぎるコーナーでのみ再調整する必要があります。
ベッドの接着不良
ビルドプレートへの溶融フィラメントの接着不良は、ベッドの水平度が低いことが原因である可能性があります。ノズルは、溶融フィラメントを自由に押し出すために、ビルド プレートに十分近づける必要があります。ただし、Z オフセットが一定でない場合、最初のレイヤーの領域がビルド プレートにくっつきません。
最初のレイヤーをビルドプレートに均一に貼り付けることが重要です。ノズルがビルドプレートから離れすぎると、接着効果が弱まります。 「ベッド接着拷問テスト」を使用できます 」 あなたの疑いを確認します。ビルド プレートへの接着が不十分なもう 1 つの理由は、クリーニングが必要な汚染されたビルド プレートを使用していることです。
最初のレイヤーを成功させるには、接着力と取り外しやすさのバランスを取る必要があります。これは、水平なベッドで作業し、溶融フィラメントとベッド温度が正しいことを確認することを意味します。ガラスのベッドがある場合は、ヘアスプレーやスティックのりなどの接着剤を使用して、最初の層を固定することもできます.
フィラメントの高さと幅は印刷中に変化する可能性があります
押し出しは、さまざまな理由により、印刷中に常に一定であるとは限りません。まず、プリンターに供給されるフィラメントが絡まって抵抗を引き起こしていないことを確認する必要があります。次に、ノズルが詰まり始めている可能性があり、クリーニングする必要があります。
各エクストルーダーには独自のエクストルーダー幅があるため、幅を確認する際は、現在プリンターに搭載されているエクストルーダーを選択してください。原則として、押し出し幅はノズル直径の正確に 100% にする必要があります (0.4 mm が最も一般的なサイズです)。幅がノズルの直径よりも小さい場合、一貫性のない流れが発生します。押し出しは一貫しているため、縦のレイヤーが短いほど横の線は太くなり、その逆も同様です。
ベッドが不均一であると、押し出されたプラスチックの幅と高さに違いが生じる最初の層が不均一になります。この不均一な最初のレイヤーは、印刷の初期段階に複製され、印刷の失敗につながる可能性があります.
ワープ
プリンターベッドは加熱と冷却のプロセスを経るため、最終的に反りが発生する可能性がありますが、それはゆっくりとしたプロセスです。ある時点で、印刷の品質が低下し始めることに気付くでしょう。
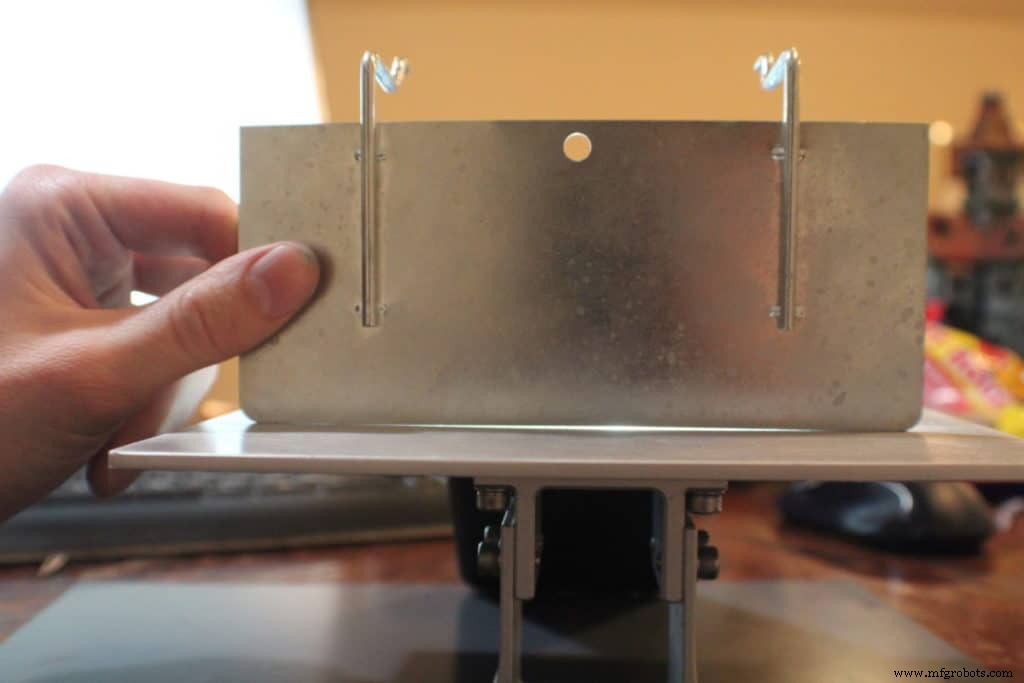
すぐにできる応急処置として、ベッドの上にガラス板を敷いて平らな表面を取り戻すことができます。これは問題を解決するだけでなく、最下層の外観も変更します.私の謙虚な意見では、美的変化はより良いものです.

言うまでもなく、ベッドの反りがひどい場合は、ベッドを交換することをお勧めします。ベッドの上にガラス シートを追加すると、温度とビルドの高さに影響するため、再度印刷する前にノズル距離を再調整してください。
不均一なベッドは、何をしても印刷が複雑になります。デザインにラフトを追加してみてください。これは印刷プロジェクトの基盤として機能しますが、より多くの材料を消費し、完成までにより多くの時間がかかることに加えて、印刷後の段階で削除する必要があります。
ベッドの水平が悪いと 3D プリンターが損傷することはありますか?
ベッドの水平が悪いと、確実にプリンターに損傷を与える可能性があります。明白な理由から、最初のレイヤーが最も重要です。作業面が平らでない場合、ノズルが造形面に乗り上げる可能性があります。取るに足らないことのように思えるかもしれませんが、すべての擦り傷や隆起はノズルの損傷につながります。
造形面でのノズルの削れに加えて、プラスチックのはみ出しを防ぎます。また、破片がノズルに混入し、部分的な閉塞を引き起こし、押出の流れに影響を与える可能性があります。
プリンターのヘッドやノズルを叩くだけでなく、印刷も失敗する運命にあります。それとは別に、プリンターの残りの部分は、不均一なベッドの高さの影響を受けないようにする必要があります。
フィラメントを交換すると、ベッドを再度水平にする必要がある場合があります
異なる温度設定が必要なフィラメント タイプを変更する場合は、印刷前にベッドを確認して水平にすることをお勧めします。温度差がベッドの伸縮に影響を与え、造形面が不均一になる場合があります。さらに、別のベッド温度設定 (たとえば、PLA から ABS に切り替えるときに 50C から 100C に変更) も、印刷自体のボリュームを拡大する可能性があり、ノズルまでの距離を再度増やす必要があります。
簡単に言えば、PLA から ABS またはその他のフィラメント タイプに変更すると、ビルド プレートのダイナミクスが変わります。効果的なレベリングのために、ベッドの位置を確認して調整する前に、印刷するフィラメントの温度要件 (ABS の場合は 90 度) までベッドを加熱する必要があります。
ベッドを水平にしてノズルギャップを調整する方法
時々、ベッドのレベルを確認して調整し、Z オフセットを調整する必要があります。以下にプロセスの概要を簡単に示します。これにより、何が必要かがわかります。
ベッドの準備
まず、柔らかい綿布でノズルをきれいに拭きます。ノズルの周りに硬化したプラスチックがある場合は、最後に使用したフィラメント温度まで加熱します。プラスチックが軟化または溶融したら、ノズルから拭き取ります。硬いブラシを使用する必要があるかもしれませんが、損傷を避けるためにやさしく作業してください。
ベッドも掃除し、付着したプラスチックを取り除いてください。ガラスのベッドの場合は、鋭利な刃を使用してこすり落とします。ベッドを取り外し、温かい石鹸水で洗います。ベッドを取り外せない場合は、イソプロピル アルコールを使用してプリンターをクリーニングできます。
シンクのスポンジとお湯で洗うこともできます。私のように不器用な方は、作業中にガラスを割ってしまう危険性があるため、常に予備のガラスを用意しておくことをお勧めします。
ベッドのレベリングを開始する前に、次に印刷するフィラメントのベッド温度まで加熱します。
ベッドを水平にする方法
ベッドを手動で水平にするには、次の簡単な手順に従ってください:
- ベッドのすべてのネジ (通常は 4 本のネジ) を数回回して、ベッドとノズルの間の隙間を広げます。
- 次に、ノズルをビルド プレートの近くに移動します。これは手動で行うことも、ソフトウェア コントロールを使用してプリンターを「自動ホーム」に設定することもできます。この部分は、プリンターのモデルによって異なります。
- 標準の A4 用紙から切り取ったインデックス カードを使用して、ベッドの四隅と中央を調整します。 1 つの隅から開始し、インデックス カードをノズルとベッドの間にスライドさせます。ノズルに最も近いネジを少し抵抗を感じるまで回してギャップを閉じます。残りの 3 つのコーナーと中央でこのプロセスを繰り返します。完了したら、もう一度すべてのスポットを再確認して、抵抗がまだ同じであることを確認します。そうでない場合は、ベッドが水平になるまでこのプロセスを繰り返します。
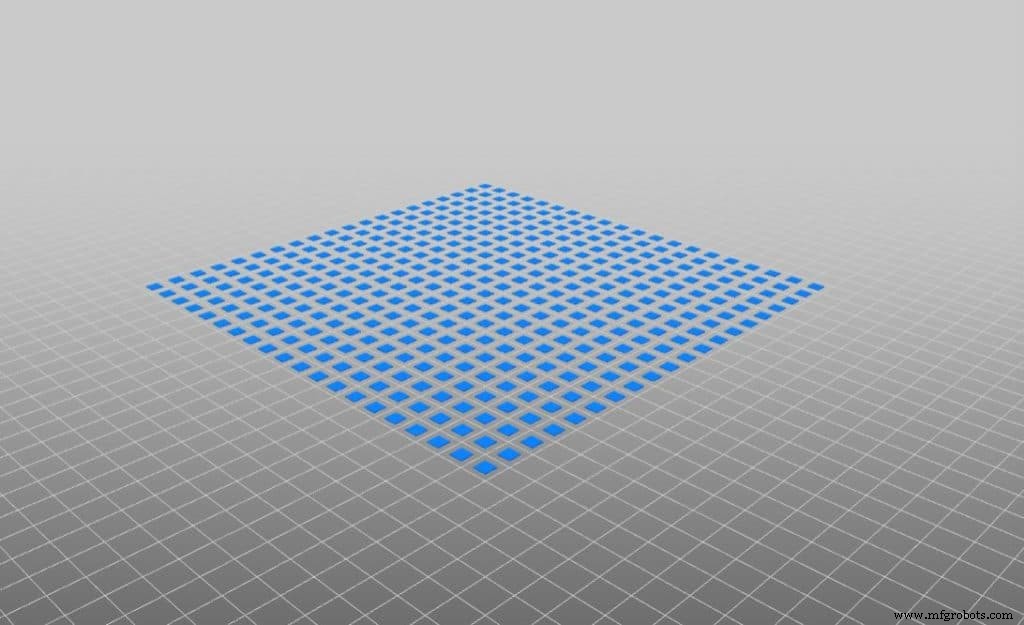
- 単層テストを実行して、レベリングを検証する必要があります。層全体が一貫している場合、ベッドは水平です。そうでない場合は、レベルを再確認する必要があります。
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者から中級者、さらには専門家にも適していると思われる少数の 3D プリンターを選択して、決定を容易にしました。リストされているフィラメントとアップグレードはすべて、私たちがテストし、慎重に選択しました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- 3Dプリントされた部品を社内で仕上げる必要がありますか?
- どのくらいの頻度で機器を検査する必要がありますか?
- CMMSには何人のユーザーが必要ですか?
- 方法:Stratasysでの3Dプリンターのヒントの変更
- GrabCADプリントをStratasys3Dプリンターに接続する方法
- 腕の終わりのツールを3Dプリントする必要がある理由
- MarkOneプリントベッドでスティックのりを使用する方法
- 2022年にIoTをビジネスにどのように採用する必要がありますか?
- あなたのCNCマシンはどのくらいの頻度で検査されるべきですか?
- CNCマシンを交換するか修理するかを判断する方法
- 3D プリンターを放置できますか?夜間印刷