


3Dプリントワーピング。簡単な修正とそれを防ぐ方法!
3Dプリンターを使用したことがある場合は、3Dプリントのゆがみを経験している可能性があります。
ワーピングは、3D印刷で発生する可能性のある最も一般的な問題のひとつであり、非常に苛立たしいものです。 幸いなことに、いくつかの対策は問題の修正と回避に役立ち、より成功したモデルにつながります。
3D印刷では印刷の失敗は避けられませんが、3Dプリンターの正しい設定を習得すれば、さまざまな手法で反りをなくすことができます。
3Dプリンターの設定は、印刷物として使用している素材とその状態に完全に依存します。
3Dワープにつながる可能性のあるすべての要因を考慮して、設定を調整するノウハウを持っていると、間違いなく印象的な印刷結果が得られ、プロセスのワープが修正されます。
3Dプリントワーピングとは何ですか?
反りは、印刷後の元の意図したデザインからのわずかな変更と見なされる場合があります。場合によっては、印刷物全体が役に立たなくなって破壊されることが極端な場合があります。最良の結果を得るには、プリントを確認する必要があります。
印刷工程後に反りが検出されるため、多くの材料が失われ、製造コストが増加する可能性があります。
ワープが発生した後、ワープに戻す方法はありません。破棄が唯一のオプションです。このガイドでは、歪みの原因とそれを回避するためのさまざまな方法について説明します。
ワーピングが発生するのはなぜですか?
3D製造プロセスで使用される材料は熱可塑性プラスチックであるため、特定の温度範囲で特性が変化します。
このプロセスでは、フィラメントを融点を超えて加熱し、そこでフィラメントが液体の形に変化して、ビルドプレートに簡単に固定できるようにします。
加熱中に熱可塑性プラスチックは膨張し、冷却すると収縮して固体を形成します。
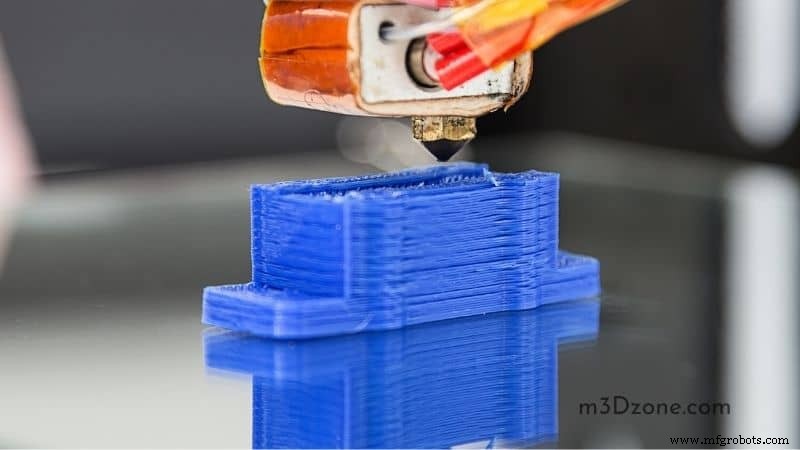
下のレイヤーがまだ熱く、上のレイヤーが冷たいときにこれが発生すると、プリントはビルドプレートでのグリップを失い、代わりに上向きにカールします。したがって、反りが発生します。
がっかりすることに、カーリングは、そうでなければ優れたファインプリントであるはずだったものを仕上げるときにさえ現れるかもしれません。 3D画像全体の温度を設定範囲に維持できれば、反りは完全に回避されます。ただし、これはほぼ不可能です。
代わりに、特定の範囲で可能な限り正確に同じ温度を維持しようとする場合があります。これにより、製造プロセス全体で印刷モデルがビルド面に貼り付くことができます。
ガラス転移温度によるプリントベッドのプリントオフの修正
ほとんどの場合、反ったプリントは設定できず、モデル全体が破壊されてしまいます。または、印刷モデルが軽く、ボリュームが厚すぎない場合は、モデルを変更する方法があります。
これは、プリントをほぼガラス転移温度まで適度に加熱して、モデルを改造するのに十分なほど柔らかくすることで実現できます。
プリントベッドのように播種されたプリントを保持するのに十分な、大きな金属面、できればフライパンを使用して、プリントベッドを即興で作成する必要があります。
通常のヘアドライヤーは、加熱プロセスで問題なく動作します。ドライヤーはフルパワーで、プリントを加熱するために動かす必要があります。
加熱後、プリントを希望の形状に改造して曲げることができます。冷却する前に、もう一度変形しないように押し続ける必要があります。
印刷が目的の形状になるまで、このプロセスを繰り返すことができます。プリントをプリントベッドに戻すか、鍋を加熱するとプリントの底だけが加熱されるため、乾燥機は便利です。これは、結果を得るためにプリント全体をもう一度加熱していることを意味します。
反りを防ぐ方法
a)加熱されたビルドプレートを使用する
加熱ビルドの前は、プレートに出くわすことはめったになく、印刷された3Dプリントは、生産が完了する前でも急速に冷える傾向がありました。このため、すべてのプリントで反りとカールがほぼ標準でした。今のところ、ほとんどの機械にはすでに加熱ベッドが装備されています。
反りを回避するための最も推奨される方法の1つは、加熱されたビルドプレートを使用することです。ビルドプレートは、材料が固化するときに材料をすぐ下の温度に保つことを目的としています。これにより、3Dプリントがフラットに保たれ、ビルドプレートに接続されたままになります。
3Dプリントの冷却が遅くなると、収縮によって生じる応力が歪む可能性が低くなります。
ただし、使用する材料に応じて、使用する温度が適切であることを確認する必要があります。材料やフィラメントはすべて高温材料であるにもかかわらず、特性は異なります。
加熱されたベッドは、この技術を他の方法と組み合わせてチャンスを減らすことで、反りが回避されることを完全に保証するものではありません。
それでも、その点に注意してください。加熱部分はベッド全体を構成していません。つまり、加熱を行うのはベッド全体ではありません。エッジが十分な熱を得られず、反りが発生する可能性があります。小さいプリントとは異なり、大きいプリントは歪む可能性があることに注意してください。
b)最初の層での接着剤の使用
プリントの最下層とプリントベッドの間の接着は、反りを防ぐ役割があります。これは通常、実際の印刷を開始する前に、ベッドを接着剤または粘着性物質でコーティングすることによって実現されます。
接着剤を使用する前に、小さな部品のテスト印刷を行って、それが正常に機能することを確認することをお勧めします。プリントがプリントベッドに付着していると、取り外すときに破損する可能性があります。
接着技術がうまく機能するためには、印刷が滑らかできれいであることを確認する必要があります。微量のオイルとグリースは、接着力を悪化させ、弱めるだけです。
接着剤はガラス板に塗布する必要があります。また、接着方法は材料ごとに異なるため、使用する材料を理解する必要があります。
印刷物を印刷ベースに貼り付けるのに役立つ製品はたくさんあります。それらのいくつかを次に示します。最初に実験するか、効果的な結果を得るためにそれらを組み合わせることができます。
1)3DLac
3DLacは、ピースを固化するための3D印刷専用の化学製剤で構成されるスプレーフォーマットです。印刷プロセスの前に印刷ベースに製品をスプレーするだけでよいので、そのアプリケーションは非常に簡単です。
ベッドは浸水する必要はありませんが、手の距離からスプレーすることで、化学物質が効果的に分配されます。 3DLacの代替品は、同じ会社が製造しているNellyヘアスプレーです。
唯一の違いは、3DLacの濃度がより改良された配合であり、ネリーラッカーのように匂いがないことです。
2)ウルフバイト
Wolfbiteは、3D印刷部品の接着剤とグリップのために明示的に製造された市販の3D化学薬品です。公式ウェブサイトからの製品のバリエーション。したがって、使用中の好みの製品と材料をテストする必要があります。
3)PEIシート
シート(Amazonで確認) すでにラミネート加工されており、印刷ベッドに簡単に配置できます。それらはさまざまなサイズとブランドで提供されます。したがって、自分に合ったものと、プリンタに適したサイズを簡単に見つけることができます。厚いものでもお好みに合わせて簡単にトリミングできます。
一部はステッカーとして提供され、印刷ベッドに置くことで簡単に取り付けることができます。テープとは異なり、気泡はほとんどすべての材料と結合するため、ここでは問題になりません。
4)カプトンテープ
カプトンテープは、極端な温度に耐えることができるため、溶接や電子機器で一般的に使用されています。

3D印刷で使用して、印刷に必要な接着剤を付けることができます。カプトンテープは、3DLacスプレーなどの他の方法と併用して、グリップを強化することができます。
カプトンテープは、幅の広いプリントにも使用でき、印刷面に簡単に貼り付けることができます。
ただし、製造工程後に残留物が残る場合がありますが、アルコールが効果的に処理する傾向があります。
5)マスキングテープ
ある時点で、私たちはすべてマスキングテープを使用しました(Amazonで確認してください) 自宅でもオフィスでも、迅速な修理と修理が可能です。カプトンテープに比べて比較的安価で、優れた接着性を提供します。
6)スティックのり
スティックのり(Amazonで確認) はお気に入りの代替品であり、一部の印刷会社は購入した製品の一部としてスティックを提供しています。アプリケーションは、ビルドプレートに接着剤を塗布するだけです。
あるいは、水で希釈することもできます。ブラシを使用して、プリントベッドに接着剤をより均一に塗ります。これにより、接着剤のごく一部しか使用されないため、ガラスのクリーニングが簡単になります。
7)ABSソリューション
ABSのいくつかの小さなカット片を容器内でアセトンで希釈して、ABS溶液(ABSジュース)を形成することができます。アセトンは、ABSが完全に溶解し、ペースト状の材料を形成することを保証します。
ブラシを使用して、(Amazonで確認) あなたはABSジュースを印刷ベッドに適用することができます。他の素材に印刷するには、適切な化学薬品と印刷面での適切な用途を探す必要があります。
c)製造プロセス中の温度を調整します
温度の監視は印刷機で行う必要があり、反りには周囲の気温が不可欠です。これは次の方法で実現できます:
冷却を調整します。正確なブリッジングのために溶融プラスチックを固化させるにはフィラメントを冷却する必要があるため、ここでは特に注意が必要です。
冷却ファンをオフにするか、最初の層だけの速度を下げて、温度を均一にすることができます。
密閉型プリントチャンバーの使用:密閉型プリンターを使用すると、一定の印刷プロセスを維持できます。プリンタにエンクロージャがない場合は、エンクロージャを構築することもできます。
d)最初の数レイヤーに適切な設定を選択します
キャリブレーションは、反りを防ぐために不可欠です。プリンタのノズルとプレートの間の適切な距離は、印刷の最初のレイヤーで重要であり、これはモデル全体にも影響します。
プラットフォームは、材料が冷却されてプラットフォームに付着する能力が失われるのを防ぐために、できるだけノズルに近づける必要があります。後続のすべてのレイヤーは、相互に準拠するためのルールを遵守する必要があります。
ワープは、明らかな大きなプリントと比較して、小さなプリントではあまり一般的ではありません。より大きなプリントを印刷する場合は、収縮率の低いフィラメント、できればPLAベースのフィラメントを使用することをお勧めします。
印刷モデルはABS素材で調整できます(Amazonで確認) 壁が薄くなり、充填材が減ります。インフィル材料が少ないほど、材料を冷却した後に反る可能性が低くなります。
e)Z座標を確認してください
ビルドプレートの最初の数層は、印刷モデルを成功させるための鍵です。完璧な最初の印刷レイヤーを印刷するには、印刷を開始する前にz座標の出力調整を正しくチェックします。
Z軸がより高い位置から始まる場合、材料はプリントベッドに接触する前により長く移動する必要があります。素材はさらに冷え、ガラスにうまく付着しません。
Z軸調整を使用すると、さらに複雑になる可能性があるため、プリンタのノズルがモデルに近づきすぎないようにする必要があります。
印刷面が小さい場合、接着が困難になるため、つばやいかだを追加してさらに接着することができます。
座標を正しく調整するには、レベルセンサーが便利です。手動で修正することもできますが、センサーは必要な追加のヘルプを提供します。
一部のプリンターにはすでに自己調整センサーが搭載されているため、センサーを購入してプリンターにインストールすると、モデルの初期レイヤーとして適切に機能します。
結論
高品質の印刷モデルを作成することは、3Dプリンターを入手し、フィラメントを充填して、目的のモデルを印刷するだけではありません。その過程で、多くのことがうまくいかない可能性があるため、イライラするでしょう。
目的の3Dモデルを完全に印刷するには、使用中のフィラメント材料が温度の変化やフィラメントの温度差にどのように反応するかをより深く理解する必要があります。
スキルは習得が容易ですが、努力が必要なため、習得するには技術的です。
印刷中に発生する可能性のある問題を解決するには、プリンターの設定をいじって実験する必要があります。
反りは、3D印刷で発生する一般的な問題の1つです。 PLAフィラメントの場合、それはまれですが、それでも発生する可能性があります。
上記の手順と対策を遵守すれば、ベースとレイヤーから完璧なプリントを作成することができます。初期レイヤー速度を下げることも、反りを抑えるのに大いに役立ちます。
3Dプリント