


3D プリントにおけるインフィルの種類の重要性
3D プリンターのすべてのユーザーは、3D プリントされたパーツには、シェルとフィル (インフィル) という 2 つの異なるゾーンがあることを知っています。これら 2 つの値の正しいパラメータ化は、機械抵抗、仕上がり、印刷時間、およびコストに影響を与えます。シェルは、印刷ベースと接触する層と、最終的な表面仕上げに寄与する最上層の両方が含まれる作品の外壁です。
この記事では、作品の内側部分、インフィルに焦点を当てます .ラミネーション プログラム(Cura3D、Simplify3D など)により、形状とパーセンテージを選択できます 私たちが望むインフィルの。次に、考えられる最も重要な構成を挙げます。
3D プリントにおける充填率
ピースの内部を占める素材の量 .通常、ローリング プログラムでは、材料の割合を 0% (中空部分) から変更できます。 100% (完全なソリッド パーツ) .ハウジングの層の高さと幅の同じ構成について常に言えば、充填率の理想値は、問題の部品の最終的な用途によって異なります。多くのラミネーション プログラムが標準データとして使用する、最も使用されているパーセンテージ 、 20% .このパーセンテージを使用すると、強度が中/高で、軽量で非常に効率的な印刷時間の作品を得ることができます 、抵抗/コスト比の良い部品に変わります.
非機能的なプロトタイプ、モデル、および単純に露出するその他のオブジェクトの場合、推奨されるインフィルは 10% です。このように低いパーセンテージを使用すると、いかなるタイプのストレスに対する耐性も必要としない複雑な図形やオブジェクトの長い印刷時間が短縮されます。それどころか、すべてのユーザーは、最大の引張強度を達成するために、部品を 100% 充填する必要があることは明らかですが、これは、時間と材料の両方の面でコストが高くなり、部品がより重くなることを意味します。すでに述べた値以外では、インフィルの 25% から 50% で抵抗が 25% 増加し、50% から 50% 増加することを考慮して、抵抗/印刷時間に従って各ケースを詳細に検討することをお勧めします。充填抵抗の 70% までは 10% しか増加しません。
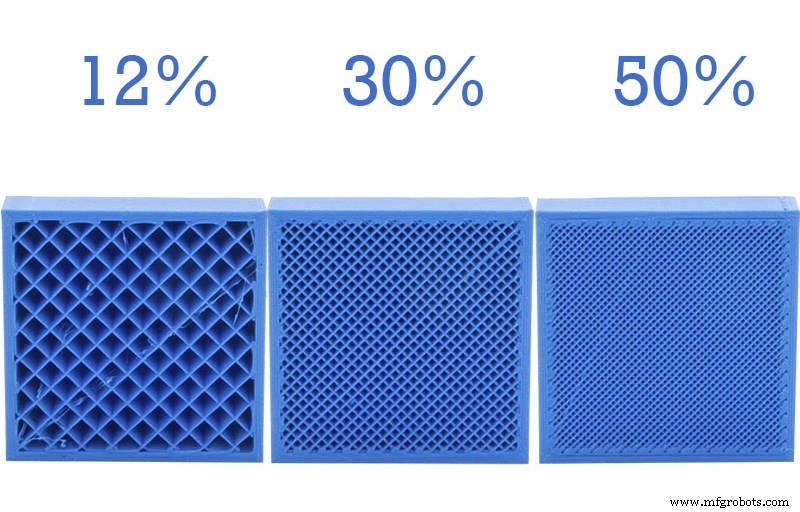
画像 1:さまざまな充填率
荷重に耐えられないフィギュアやオブジェクトには 10%、中/低荷重で通常使用する部分には 20%、60% を使用することをお勧めします。 中程度の抵抗で最終ピースを作る必要がある場合 穿孔またはねじ込みが有効で、最終的には 100% 材料の最大強度を達成します。部品の製造方向が最終抵抗に影響することを強調したいと思います。つまり、方向は充填率と同じくらい重要です。
塗りつぶしの種類
使用するラミネーション ソフトウェアに応じて、さまざまなタイプのインフィルがありますが、最もよく使用される 4 つ (長方形、三角形または対角線、ウィグルとハニカム) はすべて (Simplify3D、Cura3D、Slic3r など) に表示されます。

長方形のインフィル
デフォルトでは、これらのソフトウェアは長方形のインフィルを使用します。これは、すべての方向に強力な構造を持つために論理的であり、互いの上に垂直なレイヤーを作成するときに比較的高速です.

三角形のインフィル
三角形のインフィルは、日常生活の構造と同様に、壁の方向に最大の抵抗を達成するために適用されます。これは、各層を形成する線が 45° になることによって適用される力の半分で分解されるためです。 /P>

ウィグル インフィル
それどころか、可能な限り柔軟で、圧縮可能で、柔らかい部品を入手する必要がある場合、最適なインフィルは Wiggle です。このジグザグのインフィルは、リバウンド力を高め、十分なサポートを提供して、ピースの上部全体を確実にコーティングします。

ハニカム インフィル (Tri-Hexagonal)
最後に、賢明な性質に頼って、六角形のハニカムインフィル(ビーパネル)は、炭素繊維や他の種類の繊維で作られた部品に強度を与えるためのコアとして広く使用されています. 3D プリントでは、FDM / FFF は、長方形のインフィルよりも大きく、すべての方向に優れた耐性をピースに提供しますが、プリント時間は長くなります.
私たちの見解では、3D プリント アプリケーションの 90% には長方形の充填で十分な強度があります。 、残りの 10% は、非常に特殊な詰め物を使用する必要がある場合です。
インフィルの選択に関する推奨事項
フィリングの正しい構成は、FDM / FFF 3D プリンティングで作成された部品で必要な耐性を得るために非常に重要なステップです。 Our recommendation is to use the rectangular infill with a 10% density for non-functional parts, models or prototypes, 20% infill for parts with normal use subjected to low / medium loads and 60% for elements that have to withstand high loads. The type of infill and percentage values must also be adjusted to each type of 3D printer , and , if the material to be used is rigid (PLA, ABS, PETG, Nylon, etc) or flexible (Filaflex TPE or TPU) to get the best possible result.
3Dプリント