


3D プリントの一時停止:挿入と色の変更

3D FDM プリンターのユーザーが平均的な知識に達すると、機能と仕上げの両方の点で、印刷物の複雑さを増そうとします。次に、3D プリンタのパフォーマンスを向上させるための一連のヒント プログラムされた停止と金属インサートのおかげで議論されています.
予定された停止
スケジュールされた停止は実行するのが非常に簡単なアクションであり、多くのユーザーが実行することを恐れています.停止するための最初のステップは、高さを正確に知ることです (ミリメートル単位) 印刷を停止したい 理由はともかく。ユーザーが使用するラミネーション ソフトウェアに応じて、直接 (X レイヤー番号) または間接的に (X mm) 見つけることができます。後者では、レイヤーの番号を探す必要があります 停止したい場所で各レイヤーの厚さを掛けて、合計の高さをミリメートル単位で取得します。
合計の高さ (たとえば 14 mm) がわかったら、ストップをプログラムする方法は 2 つあります。GCode で直接またはラミネーション ソフトウェアで。
3D プリントの開始時に、パーツの GCode が変更され、目的の高さで停止するようにプログラムされました。このために、ユーザーは層の高さ (Layer) を探し、コードの次の行に コマンド M600 を入力する必要があります。 .このコマンドは、マーリンまたは派生物を使用する事前定義された 3D プリンターをもたらすフィラメントの変更です。
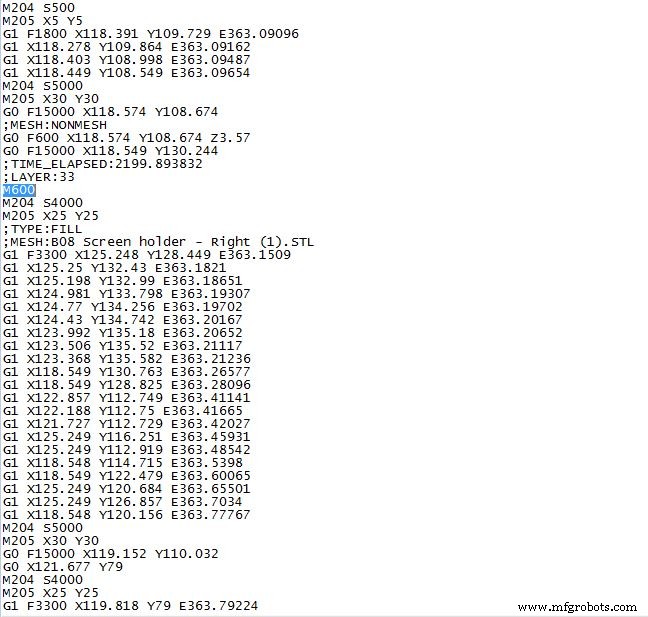
画像 1:M600 ストップ付き GCode
現在、もっと簡単な方法で停止する別の方法があります。 . Cura3D などのラミネーション ソフトウェア さまざまな種類の停止を実行するプラグインがあります。この方法でこのアクションを実行するのは非常に簡単であるため、次の段落では考えられる停止の種類について説明します。
フィラメントの交換
フィラメントチェンジストップは、数色のピースを作りたい場合に最適なアクションです。 ただし、ユーザーは、これが Z 軸に沿った異なる層の高さでの色の変化に対してのみ有効であることを設計する際に考慮する必要があります。 Cura3D でフィラメントの変更をプログラムするには、[拡張機能 -> 後処理 -> GCode の変更] に移動し、[フィラメントの変更] を選択します。 ここで、層の高さ、収縮長さ、フィラメントの挿入、および停止中に HotEnd を動かしたい位置を選択する必要があります。この構成は、ユーザーが望む回数だけ繰り返すことができます。
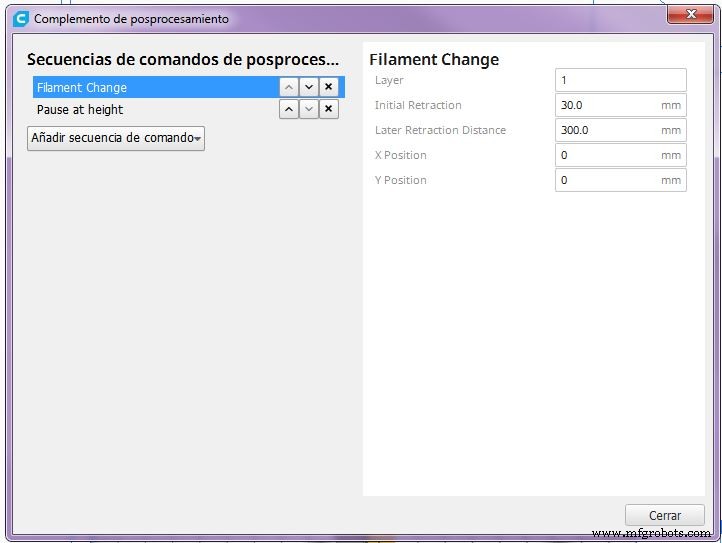
画像 2:3D キュアでフィラメントを交換。出典:Cura 3D
希望の高さで停止
特定の高さで停止することは、印刷中のパーツに何らかの要素を導入するのに非常に役立ちます。 他の印刷部品、磁石やナットなど。 プリント部品にナットを組み込むことは、機能部品を製造する上で非常に興味深い生産的なアクションです。このため、ナットのサイズを考慮して設計を行う必要があります (2 つの軸上の面の間の長さ)、ハウジングの必要なクリアランス、およびナット自体の配置位置。ナットの位置に材料のないスペースが残っている場合 (ナットが印刷ベースと平行に配置されていない場合によくあること)、部品を印刷してナット自体の上に配置することをお勧めします。 停止した層の高さまで。次の図は、上で説明した内容を示しています。紫色の部分はベース ピース、黄土色の部分はナット、青色の部分は不要な隙間を埋めるためのプリント ピースです。
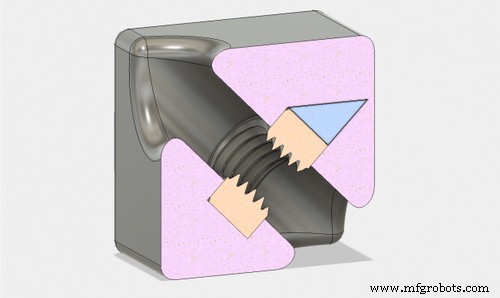
画像 3:傾斜面にナットを挿入する方法。出典:Markforged
このタイプの停止は、Cura3D の次のセクションでプログラムされます:「拡張機能 -> 後処理 -> GCode の変更」を選択し、「高さで一時停止」を選択します .このタイプの停止と「フィラメント交換」の両方で、3D プリンターが選択した高さに達すると、ユーザーが画面上のいずれかのボタンを押して再開するまで印刷を停止します。
金属インサート
プリントの途中にナットを組み込む代わりに、金属インサートを使用することもできます。インサートの種類に関係なく、ユーザーはインサートの 2 つの重要な要素、引き抜き抵抗と回転抵抗について明確にする必要があります。 .引き抜きに対する抵抗は、ネジを締めたときにインサートがハウジングから離れる抵抗です。これは、インサートの長さを増やすことで増加できる値です。回転抵抗とは、ねじを締めたときにインサートが自力で回る抵抗です。この場合、抵抗は穴の直径が大きくなるにつれて増加します。一般的な方法で考慮すべきもう 1 つの側面は、インサートの各タイプとサイズに必要な直径です。推奨される穴の直径を取得するには、メーカーの技術データ シートを参照する必要があります。
上記の点を明確にすると、3D プリントでは通常、2 種類のインサートを使用します:ヒート スレッド インサート とセルフ タッピング スレッド インサート。
ヒートスレッドインサート
これらのタイプのインサートは、熱可塑性材料で使用されます 、低温で溶けます。使用方法は非常に簡単で、熱溶接機またはその他の熱源を用意するだけで、インサートを熱接触させることができます。これらのコンポーネントの形状は、プラスチックが穴の壁から溶けたときに抵抗結合するように設計されています 形成され、それが出てくるのを防ぎます。
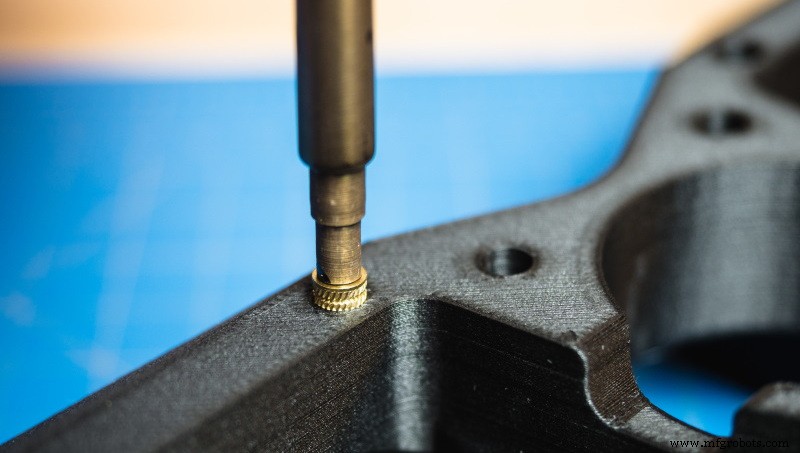
画像 4:ヒート インサートの紹介。出典:Markforged
これらのタイプのインサートは、ほとんどの部品と3D FDM 印刷で使用される材料に最適です。
セルフ タッピング スレッド インサート タイプ ensat
3D SLS および樹脂印刷で使用される特定の材料 より高い温度で溶融するか、加熱しても安定して動作しません。このような場合、セルフタッピング スレッド インサート(Ensat ブッシュ)を使用することをお勧めします。
このタイプのインサートにより、耐荷重と温度の高いネジによる結合が可能になります .切断溝を伴う下端の円錐形は、穴に自動的にねじ山を作成します。それらを挿入するには、インサートの内径のネジと 2 つのナットを使用してロックナットを作成するだけです。
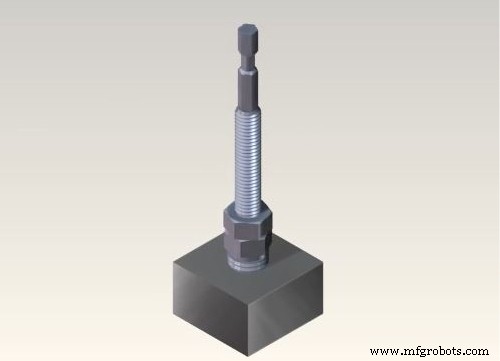
画像 5:ロックナット システム。出典:ノレレム
この 2 種類のインサートには、通常どおりこのタイプのプロセスを実行するユーザーに推奨される特別なツールもあります。
結論
上記のアドバイスに従って、 3D プリンター パーツの機能が向上したおかげで、その応用分野を拡大できます。
3Dプリント