


3D FDM プリントで全金属パーツを入手する方法

画像 1:高炭素鋼 Filamet™ 製で焼結されたモデル。出典:The Virtual Foundry
Virtual Foundry は、ウィスコンシン州に本社を置くアメリカの会社で、2014 年以来、3D FDM 金属印刷用のフィラメントとアクセサリの範囲を改善および拡大するために絶えず取り組んできた、溶融金属分野の優れた専門家によって形成されました。当初、彼らは真鍮、銅、または青銅の割合が高いフィラメントを製造することに成功しましたが、焼結後の構造には金属の特性が含まれていませんでした。 Kickstarter キャンペーンを通じて、The Virtual Foundry はフィラメントを進化させて純粋な金属と同じ特性を実現し、材料の範囲を拡大するのに十分なサポートを得ました (316L ステンレス鋼、高炭素鉄、6061 アルミニウム、タングステン)。すべてのタイプの Filamet ™ は、卑金属と生分解性および生態学的ポリマー (PLA) で構成されています。この素材には、印刷中に放出される可能性のある露出した金属粒子や揮発性溶剤が含まれていません。これらの材料は、印刷特性が PLA の印刷特性に似ているため、印刷が非常に簡単です。3D FDM プリンターのユーザーは、高価な工業用 3D FDM 金属プリンターを購入する必要なく、これらのフィラメントを使用して部品を作成できます。 Filamet™ 材料の主な利点の 1 つは、DMLS 技術で可能な特性と同様の特性を実現できることですが、一定の制限があります。 PLAが除去されたこのフィラメントで印刷されたピースを焼結する必要があるため、ピースは多孔性、体積の損失、および非等方性を持ちます。 DMLS 3Dプリンターは、完全にソリッドな部品を(鋳造に似て)非常に詳細に、層の高さが0.02 mmで、後処理を必要とせずに印刷できます.Filamet™ 3D FDM印刷と比較した唯一の欠点は、材料、製造のコストですとプリンター自体。


画像 2:非焼結および焼結ブロンズ Filamet™ で作られたコーン。出典:The Virtual Foundry
印刷された部品を完全に金属製にするには、オーブンで焼結する必要があります。焼結は、圧縮された金属粉末で形成された物体に基づいて固体部品を製造するプロセスであり、溶融温度よりも低い温度で熱処理が適用されますが、金属粒子を抵抗力のある方法で結合するのに十分な温度であれば、完全に固いブロック。 Filamet™ で印刷した後、フィラメントの一部である PLA を除去するために、ピースを焼結する必要があります。焼結は、開放環境または真空または不活性環境のオーブンで行うことができます。
オープン環境で焼結
開放環境での焼結には、焼結用ココナッツ殻炭、耐火容器(るつぼ)、および Al2 O3 耐火粉が必要です。このプロセスは、最良の結果を得るために、ピースの粗いエッジを研磨することから始まります。
まず、るつぼの表面に空きスペースを残して、るつぼに耐火性粉末を充填する必要があります。次に、ワークピースを耐火性粉末に浸し、ワークピースの表面とるつぼの壁および上部と下部の間に少なくとも 15 mm の隙間を残すようにします。耐火粉末は圧縮してはいけません。
この時点で、焼結する材料に応じて、るつぼの表面の自由空間に焼結炭素を充填するか、るつぼを炉内に配置する必要があります。


画像 3:焼結プロセス。出典:The Virtual Foundry
真空または不活性環境で焼結
真空または不活性環境での焼結には、るつぼ (調理容器) と耐火粉末が必要です .作品をるつぼ内に置き、耐火性粉塵で覆うことにより、作品を焼結の準備をします。これは、作品の表面とるつぼの間に少なくとも 10 mm の粉塵がなければならないことを考慮に入れています。次に、るつぼをオーブンに入れます。
Virtual Foundry は、開放環境または真空または不活性環境での焼結の推奨温度を次の表に示します。
| 素材 | 最高焼結温度 |
|---|---|
| ブロンズ | 871 ºC |
| コッパー | 1074 ºC |
| 316L | 1260 ºC |
| インコネル | 1260 ºC |
表 1:材料と最高焼結温度
ユーザーは、これらの時間と温度が目安であり、使用するオーブンのモデルなど、多くの側面によって異なる可能性があることを考慮する必要があります。表に含まれていない Filamet 範囲のフィラメントは実験的なものと見なされるため、メーカーは焼結に関するデータを持っていません。
フィラメント Filamet™ を使用して 3D プリント部品を焼結するための要件を満たす炉をお持ちでない場合は、お問い合わせください。施設での焼結の実現可能性と条件についてお知らせします。
Filamet™ 範囲の任意のフィラメントを (開放環境または真空または不活性環境で) 焼結した後、すべての金属部品が得られ、電気伝導率としての金属の実際の特性を持ち、研磨および研磨、さらには接着によって後処理されます。溶接による;ただし、PLAの損失により、特定の多孔性と体積の減少があります。ユーザーは、最終製品の機械的特性が、印刷された部品が焼結温度に維持される時間に直接関係していることも考慮する必要があります。最終製品が粉状で脆い場合は、焼結時間が十分ではありません。しわの寄った皮膚のような表面がプリントに見られる場合は、過度に焼結されています。
 フィラメント コブレ
フィラメント コブレ  フィラメント ブロンス
フィラメント ブロンス 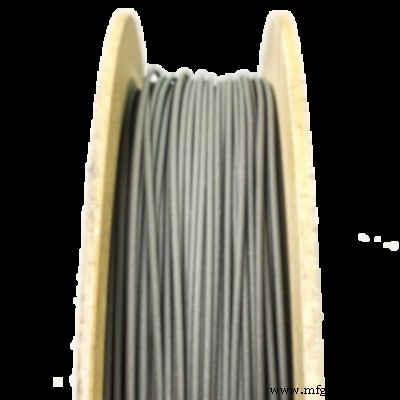 フィラメント acero
フィラメント acero inox 316L
 フィラメント
フィラメント アルミニオ 6061
後処理:研磨と研磨
焼結後は、金属と同じ方法でやすりがけと研磨を行うことができますが、一連の指示に従ってください。水サンドペーパーを使用すると、研磨中に遊離した粒子が摩擦熱によって隙間に付着するため、印刷線やその他の小さな変形をなくすことができます。サンドペーパーまたは 3M ラジアル ディスクを使用する場合は、120 の目盛り (3M ラジアル ディスクの場合は 80) で研磨を開始することをお勧めします。コーナーなどの最もデリケートな領域を変形させないように注意してください。表面全体を研磨したら、次の粒子のサンドペーパーを使用し、6 または 7 (3M ラジアル ディスクの場合は 4 倍) になるまで繰り返します。最終研磨に移る前に、ある程度の光沢が得られる 3000 番のサンドペーパーを使用することをお勧めします。最後に、フランネルクロスで作品をきれいにしたら、作品を磨くことができます. TVF では、研磨ディスクと研磨ワックスを備えた回転ツールを使用して、研磨をより迅速かつ効率的に行うことをお勧めします。研磨ディスクに少量の研磨ワックスを塗布し、部品全体を一定の動きで研磨して、部品を変形させる可能性のある過剰な熱を発生させないようにします。 Filamet™ で製造された部品は、サンディングと研磨に加えて、彫刻、溶融、溶接、熱を加えて滑らかにすることができます。
画像 4:磨かれた銅のバケツ。出典:The Virtual Foundry
3D FDM 印刷で全金属部品を作成する方法を見て、この印刷技術は、The Virtual Foundry 金属フィラメントの助けを借りて、征服する必要のあるいくつかの分野、特に一部の分野に到達したと結論付けることができます。
3Dプリント