


信頼性の高い 3D プリントのための最適な PrusaSlicer サポート設定
PrusaSlicer では、特にモデルにオーバーハングや空中構造が含まれる場合、適切なサポート設定が印刷を成功させるために不可欠です。適切に構成されたサポートにより、印刷中にパーツが安定し、フィラメントの無駄が減り、後処理が楽になります。
対照的に、生成が不十分なサポートは除去が困難になり、繊細なモデルにへこみが残ったり、破損を引き起こしたりする可能性があります。
以下は、最適なサポートを生成するために PrusaSlicer を構成するのに役立つ、実際の経験と専門家のベスト プラクティスに基づいた詳細なガイドです。
理想的な設定はプリンター、材料、モデルの形状によって異なるため、以下の推奨事項は、特定の設定に合わせて調整する必要がある出発点として機能します。
確認しておきたいコア PrusaSlicer サポート オプションは次のとおりです。
- サポート資料を生成する
- オーバーハングしきい値
- スタイル
- いかだ層
- ラフト接触 Z 距離
- 上部と下部の接触 Z 距離
- パターン
- パターンの間隔
- インターフェース層
- インターフェイス パターン
- インターフェイス パターンの間隔
- オブジェクトとサポート間の XY 分離
- 最大分岐角度
- 枝の直径
- 分岐距離
サポート マテリアルの生成
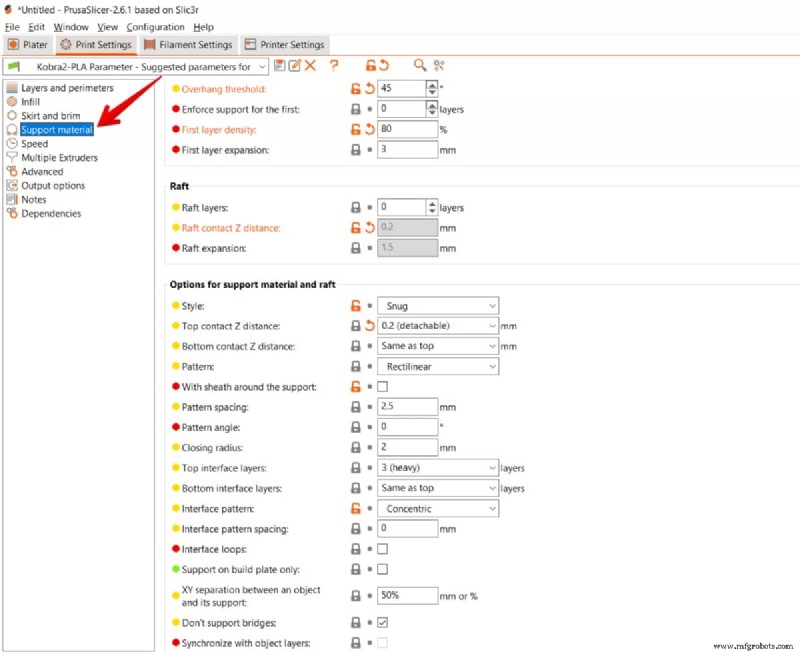
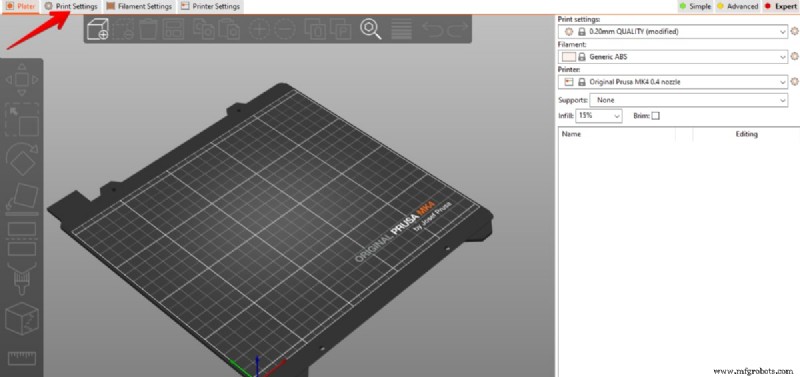
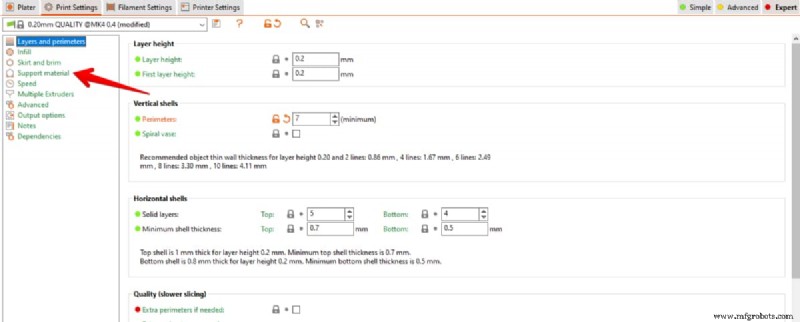
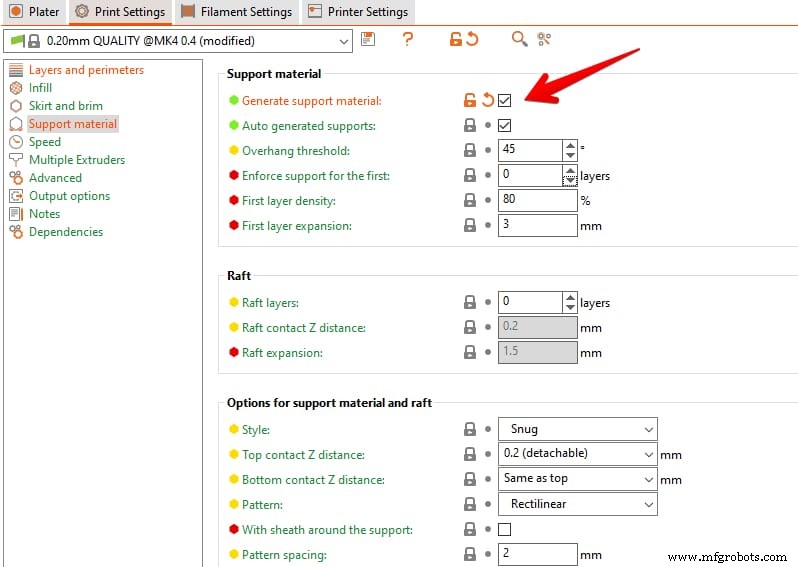
サポートを有効にするには、印刷設定を開きます。 トップメニューからパネルをクリックし、サポート資料に移動します。 セクション。 サポート マテリアルの生成 チェックボックスはデフォルトでは無効になっています。モデルにオーバーハングが含まれていると崩れてしまう場合は、チェックを入れてください。
有効にすると、残りのサポート パラメータを微調整できます。各サポートはフィラメントを消費し、合計印刷時間が長くなることに注意してください。
サポート量を減らすには、スライスする前にモデルの方向を変更または分割してオーバーハングを最小限に抑えることができます。
ワークフローに応じて、完全に自動化されたサポート生成を選択することも、サポートを手動で適用することもできます。
自動生成されたサポート
自動生成されたサポートの場合 がチェックされている場合、PrusaSlicer はオーバーハングのしきい値を超えた場所にサポートを自動的に配置します。デフォルトのしきい値は 45° ですが、サポートの密度を制御するために調整できます。

自動サポートは、初心者や最適な配置がわからない場合に最適です。 どこでもサポートを生成するように構成できます。 (ビルド プレートおよびオーバーハング セクションから) またはビルド プレート上のみ (繊細なフィーチャとの接触を減らすことができますが、サポートされていないオーバーハングが残る可能性があります)。
手動サポート
手動サポートにより、サポート素材が表示される場所を完全に制御できます。戦略的に配置することに自信がある場合、これによりフィラメントと印刷時間を節約できます。
PrusaSlicer は 2 つの手動モードを提供します。
- サポートにペイントする – サポートが必要な領域を強調表示します。
- サポートエンフォーサーとブロッカー – モデルごとにサポート ポイントを追加または削除します。
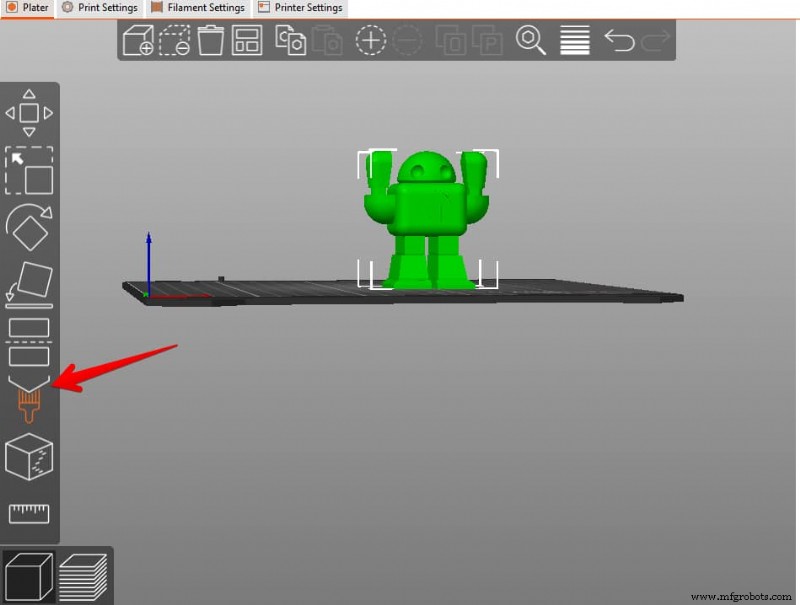
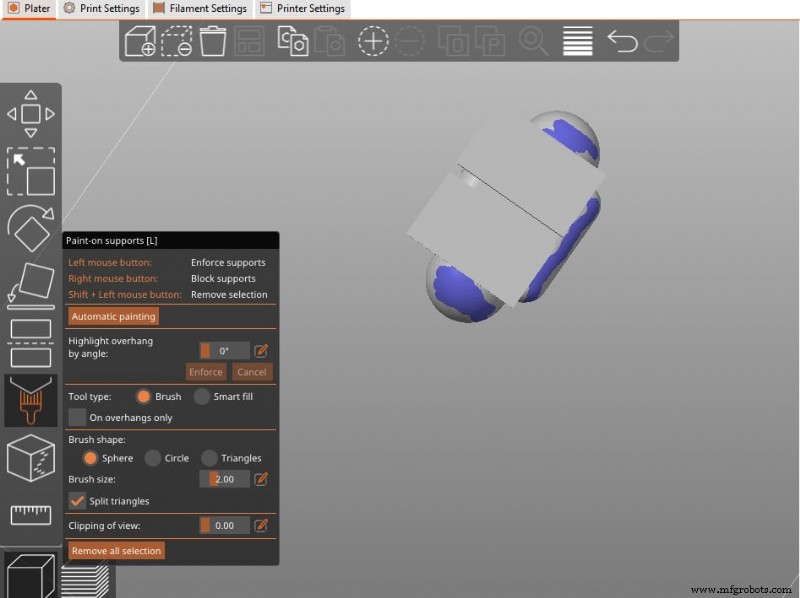
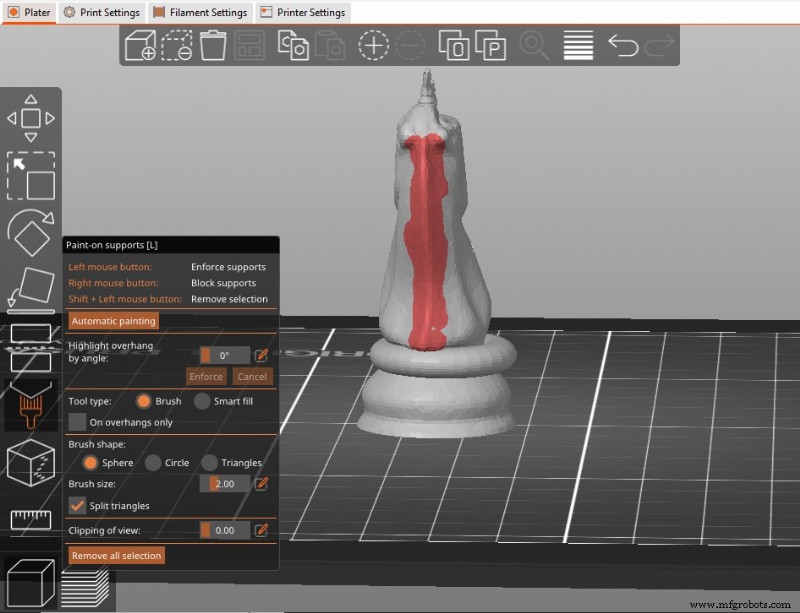
サポートにペイント
左側のパネルのブラシ アイコンを使用して、目的の領域をペイントします。ペイント後、 サポート モードをサポート執行者のみに切り替えます。 スライスして結果を確認します。
ModBot のこのビデオ をご覧ください。 視覚的なウォークスルーについては。
サポートエンフォーサーとブロッカー
モデルの表面を右クリックして、ブロッカー (詳細が重要な場所でのサポートを防ぐため) またはエンフォーサー (特定の点でのサポートを強制するため) を配置します。
ブロッカーを追加すると赤くなります。もう一度スライスして、更新されたサポート レイアウトを確認します。
サポート エンフォーサは、少数の独立したサポートのみが必要な場合に便利です。また、長い橋をより短く、より信頼性の高いセグメントに分割することもできます。
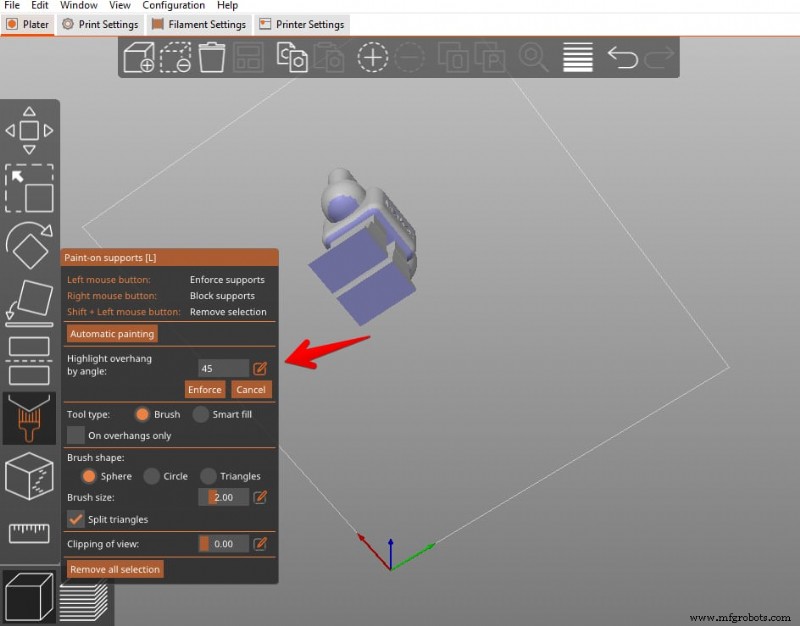
オーバーハングしきい値
オーバーハングのしきい値は、スライサーがフィーチャーにサポートが必要であると判断する最小角度 (水平面からの) を定義します。 PrusaSlicer のデフォルトは 45° で、0° ~ 90° の間で調整可能です。

しきい値を下げるとサポート数が減りますが、オーバーハング障害のリスクが生じる可能性があります。この値を上げると、サポート密度が増加し、フィラメントの使用量が増加します。
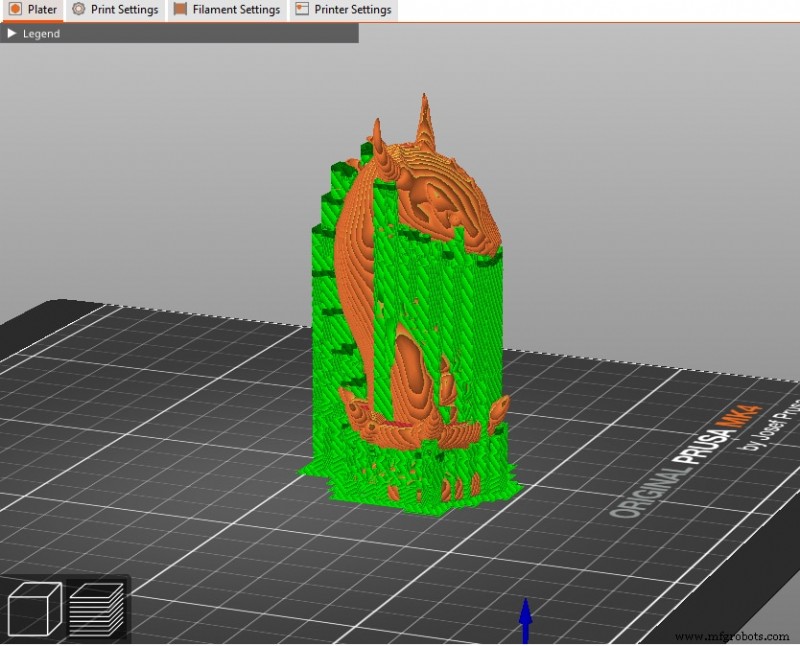
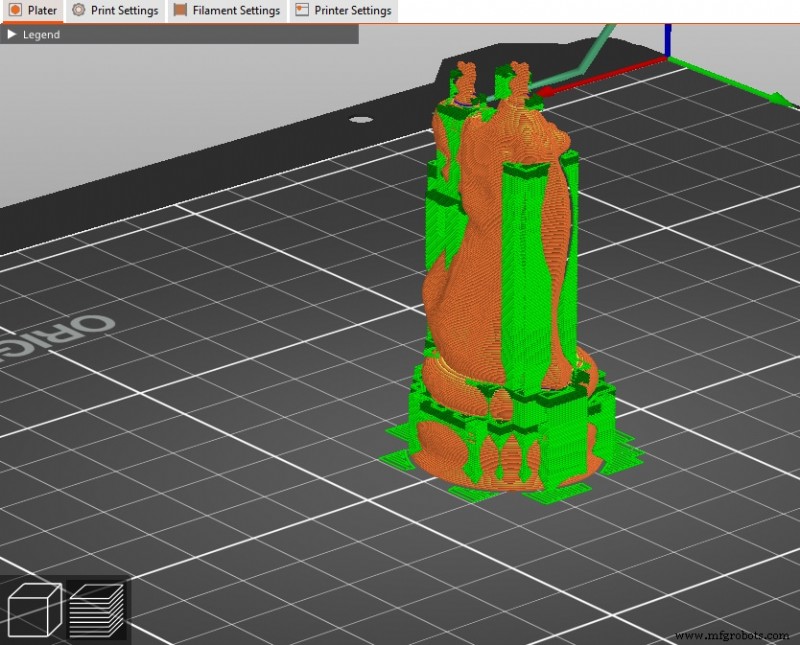
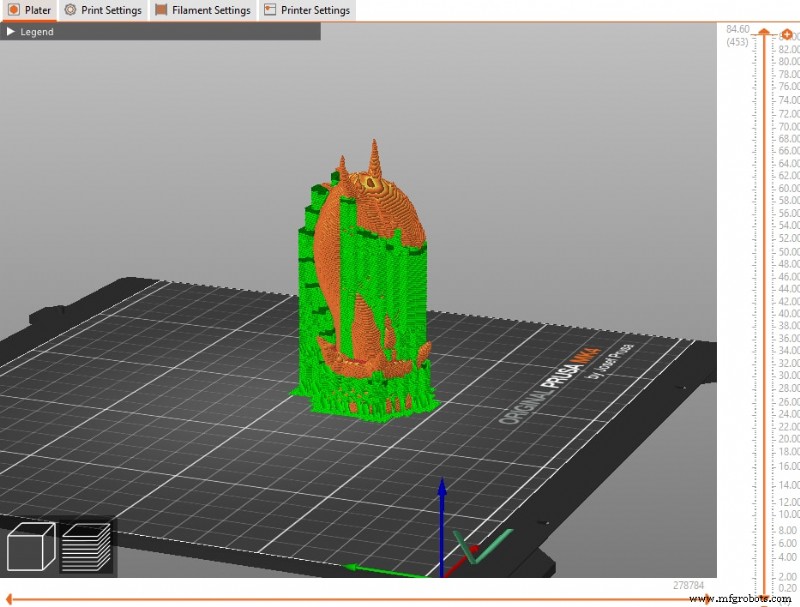
プレビュー内の色分けされた青い網掛けは、サポートが予定されている領域を示します。
スタイル
PrusaSlicer は、印刷速度、フィラメントの使用量、後処理の容易さのバランスをとる 3 つのサポート スタイルを提供します。
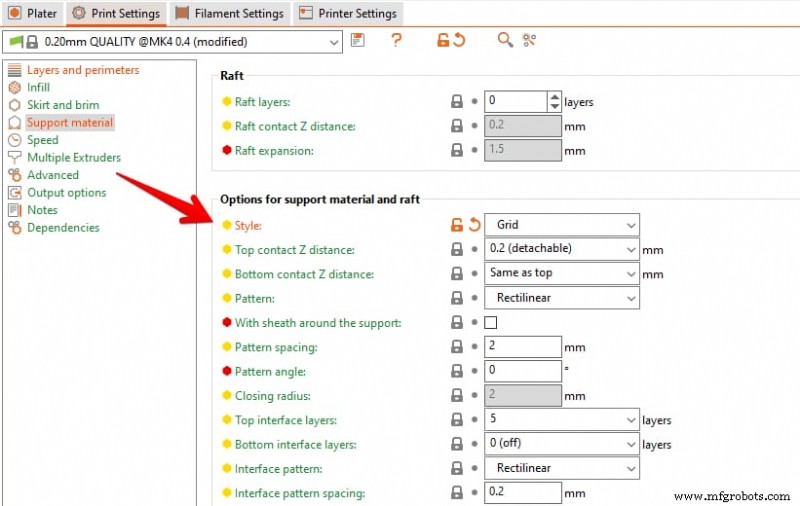
- グリッド – デフォルト。丈夫で取り外しも簡単ですが、モデルの周囲を超えて伸びる可能性があります。
- ぴったり – モデルとの接触を最小限に抑え、フィラメントを節約しますが、表面に傷が付く可能性があり、除去するのが難しくなります。
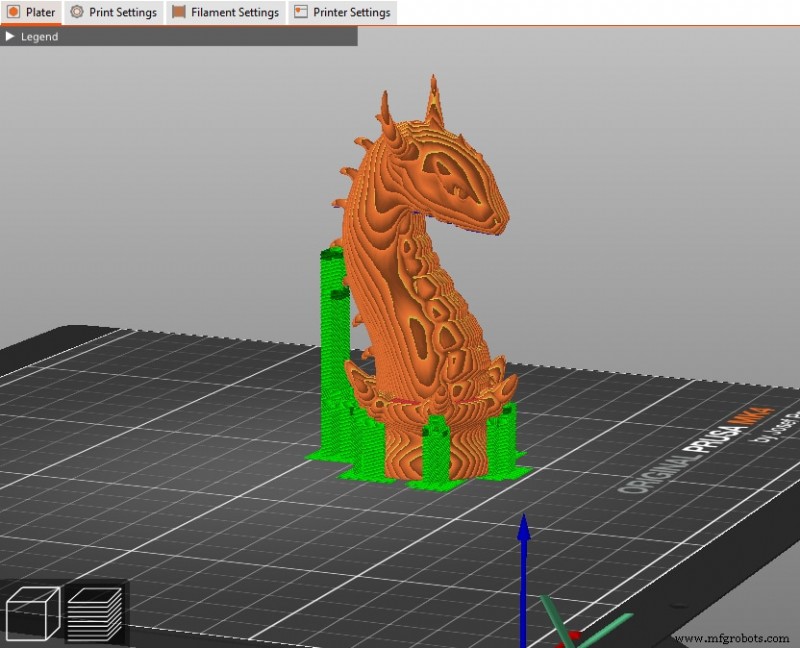
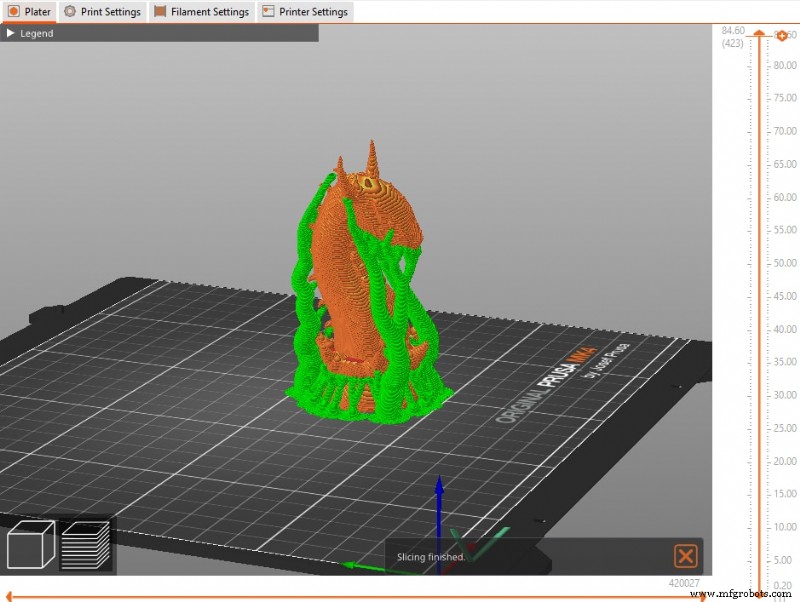
- オーガニック – 最新のスタイル。枝は必要な場所にのみ成長するため、軽量で簡単に取り外し可能なサポートが得られ、重要でない表面に触れることはほとんどありません。
複雑または繊細な形状の場合、多くの場合、オーガニックが最良の選択です。接着の問題が発生した場合は、最初の層の拡張を増やしてください。 値を変更すると、ベースの接触面積が広がります。
いかだ層
ラフト層を追加すると、接着力が低いモデルやベースが薄いモデルのベッドの接着力と表面品質が向上します。通常は 1 ~ 3 層で十分です。デフォルトはゼロです。

ラフト接触 Z 距離
ラフトとモデルの間のこの垂直方向の隙間は、通常は最小限です。 1 mm のギャップは、ほとんどの可溶性界面に適しており、分離のしやすさと接着のバランスが取れています。

上下の接触 Z 距離
サポート インターフェイスとモデルの上面/底面の間の接触距離によって、サポートがどの程度しっかりと保持され、かつ簡単に取り外せるかが決まります。

Prusa では、これをレイヤーの高さの 50 ~ 75% に設定することをお勧めします。ユーザーは多くの場合、すっきりとした取り外し可能なインターフェイスを求めてレイヤーの高さを 2 倍にします。
パターン
サポートの充填パターンは、強度と取り外しの容易さの両方に影響します。 PrusaSlicer は以下を提供します:
- 直線 – 直線。最も軽くて取り外しも簡単です。
- 直線グリッド – 強度を高めるために連結ラインを追加します。削除するのが難しくなります。
- ハニカム – 六角形のセル。最大限の剛性を備えていますが、除去するのが最も難しく、フィラメントの使用量が最も多くなります。
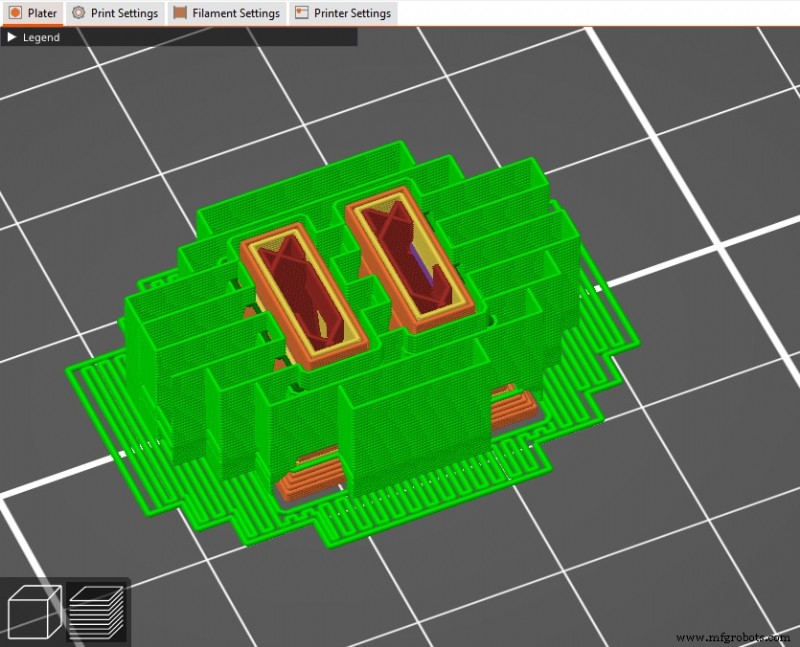
パターンの間隔
間隔は、サポート ラインの密度を制御します。デフォルトの 2mm はほとんどの場合に機能しますが、3 ~ 6mm を使用すると、サポートが弱くなる代わりに材料を節約し、印刷時間を短縮できます。

インターフェース層
界面層はモデルとの直接接触を形成し、サポートの他の部分よりも密度が高くなります。層の数が少ない (1 ~ 4) ため、取り外し可能な状態を維持しながら強力な接続が提供されます。

インターフェイス パターン
直線から選択します (不溶性サポートの場合) および同心円状 (可溶性サポートの場合) 材料に合わせてください。

インターフェイス パターンの間隔
一般的な間隔は 0.2mm です。サポートを取り外すのが難しいと感じた場合にのみ調整してください。

オブジェクトとサポートの間の XY 分離
モデルとサポートの間のギャップ幅は、接触面積と取り外しのしやすさに影響します。 mm または外周幅のパーセンテージで表されます。

最大分岐角度
有機サポートの場合、これはモデルに対して枝がどの程度急勾配で成長するかを定義します。角度が低いと垂直で安定した枝が得られます。角度を大きくすると、枝がより大きなギャップにまたがることができますが、安定性が低下します。

枝の直径
細い枝は軽量ですが、強度が劣ります。ほとんどのプリントでは、直径 2 mm が適切な妥協点です。重いモデルや大規模なモデルの場合は直径を大きくします。

分岐距離
枝がモデルに接触するときの枝間の間隔を定義します。距離が短いほどサポートは向上しますが、取り外しが難しくなります。ユーザーの経験では、0.25 mm ノズルと 0.4 mm ノズルの両方で PLA に対して 0.25 mm の Z 距離と 75% の XY 距離がうまく機能しました。

コミュニティ メンバーの 1 人は次のことを推奨しています。
- 接触 Z 距離:0.2mm
- 直線パターン
- サポート周囲のシース:無効
- パターン間隔:3mm
- パターン角度:0
- インターフェイス層:4
- 界面パターン間隔:0.24mm
- インターフェイス ループ:無効
- ビルドプレートのみのサポート:有効
- XY 分離:75%
- ブリッジをサポートしない:有効
これらの設定により、多くの場合、フィラメントの使用量を低く抑えながら、きれいで取り外し可能なサポートが得られます。

— マイケル・ドワメナ
Michael Dwamena は、愛好家も専門家も同様に 3D プリンティングを簡素化することに特化したプラットフォーム 3D Printerly の創設者です。彼は 20 台を超えるフィラメント プリンタと樹脂プリンタを使用して、現実世界での広範な経験を蓄積し、3D プリンティングの複雑さを何百万もの人々にガイドする 900 以上の記事を執筆してきました。
3Dプリント
- カーボンファイバーバイクの設計
- STL から 3D プリンティングへ:デジタル ブループリントを物理オブジェクトに変換するための包括的なガイド
- Cura を STL ファイルのデフォルト アプリとして設定する – ステップバイステップ ガイド
- 3D印刷の未来:AMFGのAMランドスケープデジタルカンファレンス2020からの12の重要なポイント(パート1)
- 3D プリント部品の機械的強度に対する FFF プリント パラメータの影響
- 3D印刷用の放物線、双曲線、楕円反射鏡の設計方法
- ゼロ除算|イノベーションを増やす
- Rapid.Tech Fabcon 3.D2018で見るべき5つのテクノロジー
- 3D プリントの究極ガイド:利点、欠点、主要なテクノロジー
- 直接金属レーザー焼結 (DMLS) をマスターする:革新、歴史、産業への影響
- アディティブマニュファクチャリングは、AHOでの進化の次の段階に入ります