


表面仕上げの測定方法 |表面粗さ換算表 | CNCLATHING
製造仕様の変更と寸法公差の厳格化に伴い、表面仕上げの影響が大きくなっています。設計者と CNC 機械工は、製品に必要な表面仕上げをどのように決定しますか? 表面仕上げの測定方法を始める前に 、表面テクスチャの定義とそれが何で構成されているかを理解しましょう。それとは別に、表面粗さ換算表はこちらからもご覧いただけます。
表面仕上げとは?
すべての製造プロセスで生成される表面テクスチャまたは表面トポグラフィとも呼ばれる表面仕上げは、レイ、表面粗さ、およびうねりの特性によって定義される部品の表面の性質を指します。表面粗さまたはテクスチャは、工業用エッチングなどのいくつかの技術によって最適化または変更して、目的の表面仕上げを得ることができます。
表面仕上げの測定方法
サーフェスは 3 つの基本コンポーネントで構成されます:レイまたはフォーム (旋盤で CNC 旋削部品 を製造する際のエラーの結果) )、うねり(内側または外側の振動源からの振動の結果)、および粗さ(工具の形状、状態、硬度、変動などの結果)。サーフェス ジオメトリの特性は、さまざまな原因によって生成され、解析中に分離することができます。粗さのみ、または 3 つすべてを測定するために使用できるさまざまな測定システムがあります。
表面仕上げの測定は、接触式と非接触式の 2 種類に分けることができます。以下は、表面仕上げ測定機器、機器、ツールです。
接触:プロフィロメーターを使用して、表面上で測定スタイラスをドラッグします
非接触:干渉法、共焦点顕微鏡法、焦点変動、構造化光、電気容量、電子顕微鏡法、原子間力顕微鏡法、写真測量法。
表面仕上げの測定方法(技術):
– プロファイリング技術:高解像度プローブを使用して表面を測定する
– 面積テクニック:有限面積を測定し、山と谷の統計的平均を計算します
– 顕微鏡法:コントラストの測定を利用して、山と谷に関する情報を取得します
表面仕上げの決定方法
通常、CNC 部品の設計段階で、エンジニアまたは設計者は表面仕上げを決定する必要があります。必要な表面粗さは、アプリケーションの摩擦、または部品の摩耗を減らす必要があるかどうかによって異なります。機能と用途は、機械加工されたコンポーネントの表面テクスチャにとって重要です。たとえば、X 線で使用される光学部品は、最高の表面仕上げを実現するために必要になる場合があります。設計の目的は、表面仕上げをできるだけ粗くすると同時に機能性を高めることです。
表面粗さ換算表
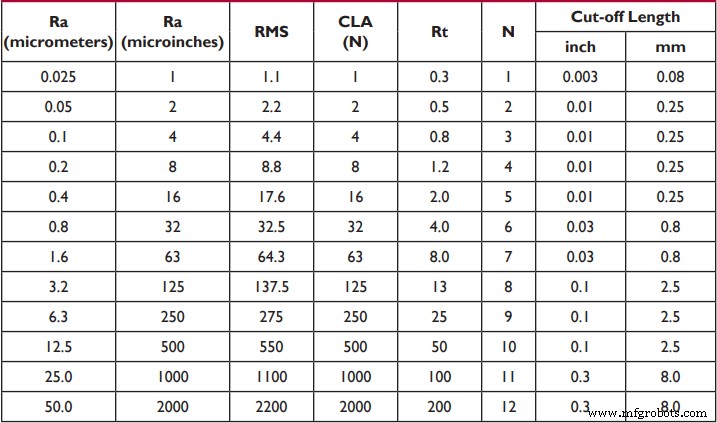
これは、さまざまな表面粗さスケールの比較を示す表です。
Ra =マイクロメートルまたはマイクロインチ単位の平均粗さ
RMS =マイクロインチ単位の二乗平均平方根
CLA =マイクロインチ単位の中心線平均
Rt =ミクロン単位の粗さの合計
N =新しい ISO (グレード) スケール番号
カットオフ長 =サンプルに必要な長さ
産業技術