


3D プリントの表面仕上げの品質を向上させる方法
3D プリント プロセスでは、プリンターからすぐに射出成形品質の表面仕上げが得られないことは周知の事実ですが、朗報があります。役立つテクノロジーが存在し、常に新しい開発が行われています。後処理の手作業が減り、自動化が進むにつれて、3D プリント部品のコストは下がります。
サポート構造の除去 (または、選択的レーザー焼結 (SLS) およびマルチ ジェット フュージョン (MJF) の場合は、パウダー ケーキの除去) は、ビルドに必要なサポート構造から印刷済みパーツを解放するための最初のステップです。サポートを削除するために新しいテクノロジをどのように活用しているかについては、こちらの PolyJet ケース スタディを参照してください。部品が印刷された支持層から解放されると、使用された材料に応じて、表面の粗さに対処する多くの方法があります。場合によっては、アプリケーションにとって意味がある場合は、まったく対処しない方がよい場合があります。
 当社の仕上げ部門では、さまざまな技術を使用して、部品が組み立てられた後の表面仕上げの品質を向上させています。
当社の仕上げ部門では、さまざまな技術を使用して、部品が組み立てられた後の表面仕上げの品質を向上させています。 滑らかな 3D プリント パーツの需要が高い理由
なぜスムージングがこれほどまでに人気になったのでしょうか?多くの理由。スムージングでできること:
- 美学を向上させる
- コーティングと塗料または染料の付着を改善する
- 耐薬品性を高める
- 腐食の可能性を軽減
- 耐久性の向上
- 気孔率を減らし、表面を密閉して洗浄と滅菌を容易にします
- 弱点や障害点になる可能性のある表面の欠陥を排除
- 摩擦の影響を最小限に抑える
- 導電率の向上
- 耐水性を向上
- アディティブ パーツに射出成形のような表面を作成する
これは決して包括的なリストではありませんが、パーツのテクスチャを評価する際に考慮すべき点がいくつかあるかもしれません.
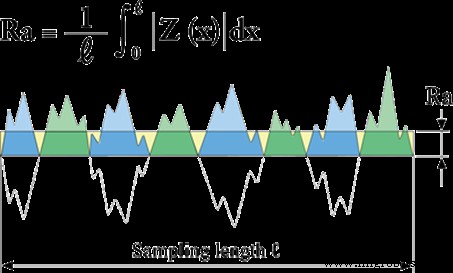
表面粗さの測定
表面粗さの最も広く使用されている尺度は、Ra、または粗さプロファイルと平均線の間の平均粗さです。 Ra は、マイクロインチまたはマイクロメートルで測定された理想的な表面平面からの偏差です。 Ra 単位が大きいほど、表面が粗くなります。たとえば、選択的レーザー焼結とマルチ ジェット フュージョン 3D プリントの表面は、角砂糖やブルー ジーンズに例えられることがよくあります。
ほとんどのエンジニアにとって、表面粗さの上限を設定する必要があります。これは、一般に、機械的用途や美的理由から望ましくないためです。 Ra 仕様は、人間工学がハンドルやタッチパッドの「グリップ性」を必要とする場合などに使用されることがあります。表面粗さパラメーターの詳細については、ISO 25178 をご覧ください。

ガイドの入手に問題がある場合は、ここをクリックしてダウンロードしてください。
FDM パーツのスムージング
 溶融堆積モデリング (FDM) プロセスでは、印刷中に層が不均一になります。かなりの数のオプションがあります:現在の平滑化方法には次のものがあります:
溶融堆積モデリング (FDM) プロセスでは、印刷中に層が不均一になります。かなりの数のオプションがあります:現在の平滑化方法には次のものがあります:
- サンディング
- ギャップを埋める
- 磨き
- 絵画
- 蒸気平滑化
- ディッピング
- エポキシコーティング
- 金属メッキ
各方法はパーツの公差に特定の影響を与えるため、これらのスムージング プロセスのいずれかを開始する前に、トレードオフを理解しておく必要があります。
光造形部品の平滑化
ステレオリソグラフィー (SLA) プロセスは、フィラメントベースのアプローチに依存しないため、FDM と比較してプリンターからすぐに滑らかな表面を作成します。 SLA 部品を平滑化するための 2 つの一般的な方法には、手動研磨とメディア ブラストがあります。メディア ブラストは、砂、グリット、またはセラミック ビーズで行うことができます。均一なテクスチャを実現するには、多くの場合、手作業または両方の方法の組み合わせが必要であり、円形の研磨動作が最適です。より高度な研磨を行うには、高グリットのサンドペーパーを使用してください。
 SLS で構築されたこのナイロン パーツは、当社の標準的な表面仕上げを示しています。
SLS で構築されたこのナイロン パーツは、当社の標準的な表面仕上げを示しています。 選択的レーザー焼結 (SLS) およびマルチ ジェット フュージョン パーツの平滑化
SLS や MJF などの粉末ベースの印刷プロセスでは、機能的な用途に手動研磨を利用できます。ただし、サンドペーパーは、特に塗料の塗布が必要な場合、高グリット紙を使用しても、これらの表面を精査のレベルまで完全に滑らかにしないことがわかりました.結果はより滑らかに感じられますが、テクスチャはベルベットのような表面に変わります.これは、SLA パーツの研磨方法と 1 対 1 の比較ではありません。これらの素材を真に平滑化するには、機械加工を使用するのが最適です。
ナイロンおよび TPU パーツは、化学的または蒸気による平滑化などの追加の技術にも依存して、本質的に表面を均一な質感に溶かします。この方法はますます普及しています。 MJF パーツは常に黒く染色して、均一な美的外観を作り出しています。スムーズに塗装された SLS または MJF パーツが必要な場合は、材料を密閉するためにプライマーを厚く塗ることから始めるのが最善です。塗料を塗布する前にプライマーを滑らかにすることができます。
金属 3D プリント部品の平滑化
金属部品の印刷でも機械加工でも、滑らかな表面が求められます。アディティブ マニュファクチャリングでは、印刷後の機械加工が、これらの粗いエッジを除去する 1 つの方法です。その他の可能性は次のとおりです:
- 部品全体のショットピーニング、または部品の特定の領域の研磨または研磨
- 電解研磨またはエッチング
- 振動仕上げ、タンブリング、遠心仕上げも、表面を滑らかにする良い方法です。メディア ブラストやショット ピーニングと同様に、これらのプロセスは外面の仕上げには適していますが、内面や溝へのアクセスは困難な場合があります。
- 内壁を滑らかにするためのアブレイシブ フロー加工 (エクストルード ホーンとも呼ばれます)。これは、本質的に内部経路を浸食してバリ取りする研磨剤を使用します。
- 振動と研磨を使用して部品を鏡面仕上げにする等方性超仕上げ
粗い表面と全体的な表面積の最大化が部品設計に不可欠な場合があることに注意してください。最もよく引用される例の 1 つは、その機能を実現するためにオステオインテグレーション (インプラントへの骨の成長) を必要とする構造インプラントです。 Stryker は、付加的な多孔性インプラントの設計が達成できることを開拓している企業の 1 つです。
アディティブ部品の表面仕上げの制御とプロセスの自動化はどちらも急速に進歩しており、今後 5 年間でどのようなプロセスが追加されるか楽しみにしています。バックポケットのリソースについては、3D プリント表面仕上げガイドをチェックして、各 3D プリント技術を使用して製造できる部品と表面仕上げのクローズアップ例をご覧ください。
産業技術