


表面仕上げ-表面粗さ-記号、チャート、コールアウト
表面仕上げとは何ですか?
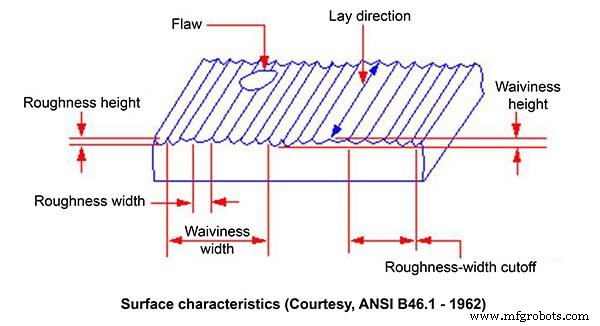
表面仕上げは、表面のレイ、表面粗さ、およびうねりによって定義される、表面の全体的なテクスチャを測定します。表面仕上げは、一般に表面テクスチャと呼ばれます。 機械工は表面粗さを表面仕上げと呼ぶことが多いため、誤解を防ぐために3つの機能がすべて含まれている場合。
この図は、うねり、レイ、粗さの間のリンクについて考える方法を示しています。
表面粗さの測定
R、W、およびPプロファイルは、完全なシンボルと組み合わせて標準化された表面テクスチャ特性の3つの主要なカテゴリです。 Rプロファイルシリーズは粗さパラメータに関係しています。 Wプロファイルシリーズは、うねりパラメータに関係しています。 Pプロファイルシリーズは構造パラメータに関係しています。 Ra値は、世界中で最も一般的に使用されています。
表面粗さと製造プロセス
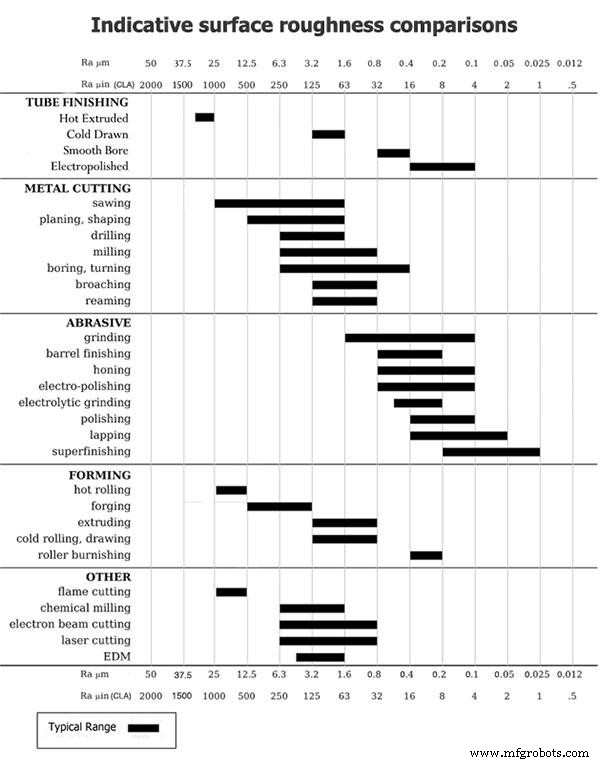
表面仕上げは、それらを製造するために使用される製造手順によって大きく異なります。たとえば、フレームカットプレートのエッジは、地面とは大幅に異なる表面品質を持っています。したがって、特定の仕上げが必要な製品を製造する方法を決定する最初のステップは、必要な表面仕上げを製造できる方法を選択することです。目的の出力を最も費用効果の高い方法で得るには、複数のプロセスを階層化する必要がある場合があります。
これは、いくつかの製造プロセスの相対的な表面粗さを示すチャートの表です。
射出成形面仕上げガイドライン
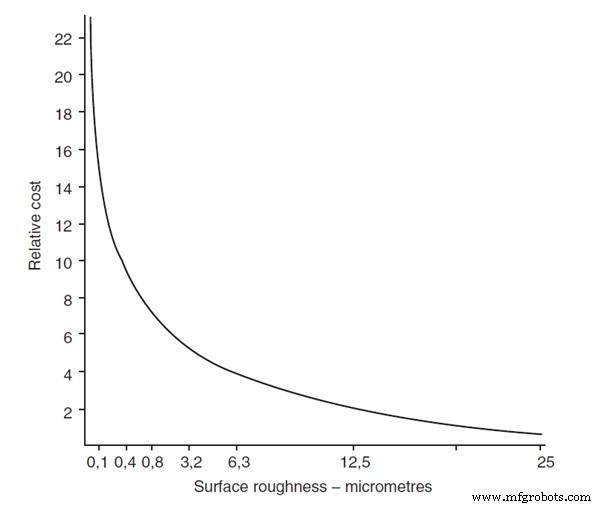
表面粗さと製造コスト
次のグラフは、表面粗さとそのような仕上げを得るコストとの間のおおよその関係を示しています。
表面粗さの基準と同等物
- ANSI B46.1
- BS EN ISO 1302:2002
| R a -μm– | 0.025 | 0.05 | 0.1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.3 | 12.5 | 25 | 50 |
| R a –μインチ | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (R y )-μm | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | ||||
| Nグレード | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- ISO 1302:1992標準で定義されたNグレード番号は、BS EN ISO 1302:2002に取って代わられているため、使用されていません
参照
Simmons、C. H.、Phelps、N.、およびMaguire、D. E.(2012)。 設計図のマニュアル:技術製品の仕様と英国および国際規格への文書化 。バーリントン:バターワースハイネマン。
製造プロセス