


エジェクターピンを最適化して優れた射出成形パフォーマンスを実現
エジェクター ピンは射出成形サイクルの重要なコンポーネントであり、冷却後すぐに完成した部品を金型キャビティから押し出します。エジェクター ブレードやブロックと組み合わせることで、迅速かつ信頼性の高いパーツのリリースが保証されます。
適切なエジェクター ピンの選択は、部品の完全性と表面品質に直接影響するため、非常に重要です。このガイドでは、エジェクタ ピンの基礎、種類、一般的な欠陥、ベスト プラクティスの選択について説明します。
射出成形では、エジェクター ピン機構により冷却された部品が金型から取り外されるため、サイクル効率が大幅に向上します。
金型は、可動側 A とエジェクター システムを収容する固定側 B の 2 つの部分で構成されます。キャビティが冷えて開いた後、エジェクター ピンが硬化したプラスチックを金型から押し出します。
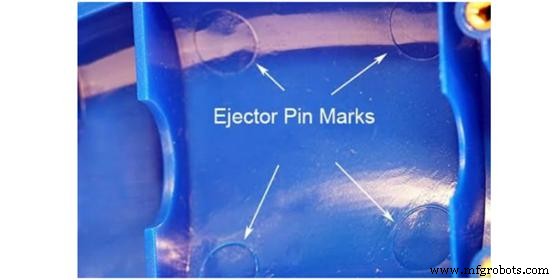
注: エジェクターの力により、パーツに浅いへこみが残る場合があります。
射出成形時に使用されるエジェクターピンの種類
メーカーは、特定の材料や部品の形状に合わせたいくつかのエジェクター ピン構成を提供しています。以下は、ラピッド ツールで使用される最も一般的なオプションです。

エジェクター ピン #1:スルーハード エジェクター
スルーハード ピンは熱処理を受けて直径の強度を高め、200°C 未満のポリマーでの使用を可能にします。

エジェクター ピン #2:窒化物 H13 エジェクター
表面硬化された H13 ピンは、最大 600°C の温度に耐えます。穴あけやタップ加工が可能ですが、高グレードのものよりも柔らかく、欠けやすいです。

エジェクター ピン #3:黒のエジェクター
高温用途では、黒色のエジェクター ピンが窒化物 H13 の代わりになります。自己潤滑性のある表面は 1,000°C まで耐えられるため、コストは高くなりますが、自動車部品に最適です。
その他の排出システム
- イジェクター スリーブ コア ピンを保護し、ガイドする中空のピンです。
- エジェクター プレート ピンの頭を持ってピンを操作することで、成形中に偶発的に外れるのを防ぎます。
- イジェクター ブロック 潤滑溝が特徴で、薄い部品に使用してピン跡を減らし、表面仕上げを向上させます。
エジェクタ ピンはどのように機能しますか?
射出、冷却、部品のリリースからなるエジェクタ ピン サイクルを理解することは、適切なマシンを選択し、欠陥を回避するのに役立ちます。
- 注入フェーズ: 溶融プラスチックが金型キャビティに導入されます。
- 冷却段階: プラスチックは固まって硬化部品になります。
- パーツのリリース フェーズ: エジェクター システムは、手動または自動でパーツをキャビティから押し出します。
自動イジェクタ ピンは、クランプ プレートとイジェクタ ボックスにガイドされて 1 回の軸方向の押し込みを行い、一貫したリリースを保証します。
エジェクターピン跡の原因と解決策
ピンマークは避けられませんが、適切なプロセス管理により最小限に抑えることができます。一般的な原因と解決策は次のとおりです。
冷却時間の短縮
冷却が不十分な場合、ピンが部品に埋め込まれ、深い凹みが生じます。取り出す前に、パーツが完全に固まっていることを確認してください。
薄型製品とその他の特性
非常に薄い部品 (壁厚 2.5 mm 以下) は、目に見える跡がつきやすくなります。表面仕上げの高い部品の場合は、ピンの代わりにエジェクター ブレードまたはブロックを検討してください。
滞留時間と滞留温度
滞留時間が長すぎるとガラス転移温度が上昇し、早期の排出や部品の脆弱化につながります。ポリマーの熱プロファイルに合わせて滞留時間を短縮します。

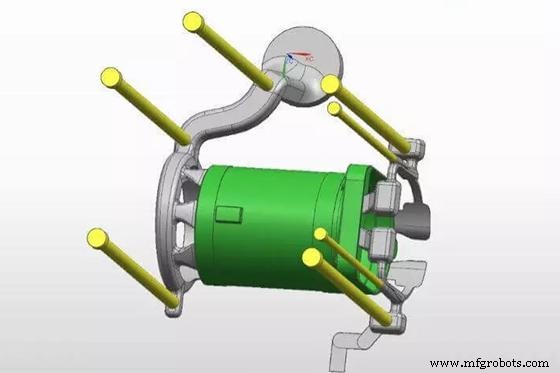
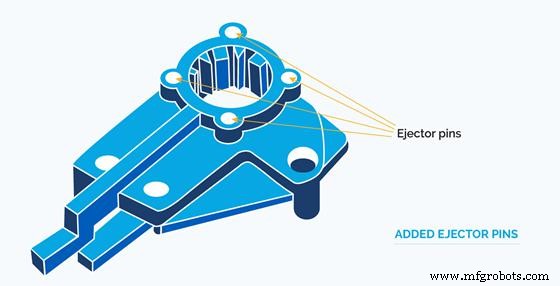
エジェクタ ピンの配置と配置
- 複雑なパーツにはより多くのピンが必要になる場合があります。
- 平らな面にピンを置きます。段差や傾斜があるとサポートが減り、マークが増えます。
- 干渉を避けるために、ピンを冷却チャネルから安全な距離に保ってください。
- コアやリブなど、力がかかる部分をターゲットにする
マシンの選択
大容量の機械は、小型で容量の少ない金型に過剰な圧力を発生させ、内部応力や跡を引き起こす可能性があります。機械の能力を金型のサイズに合わせます。
保持圧力
保持圧力を調整して部品の完全性と取り出しやすさのバランスをとります。圧力が高すぎると取り外しが困難になります。
突き出しピン跡を軽減するその他の方法
- ナイロン、ポリオキシエチレン、UHMWPE などの耐摩耗性ポリマーを使用する
- スムーズに取り出すために離型剤を塗布します。
- 抜き勾配を組み込んで、突き出し力を軽減します。
射出成形で適切なエジェクター ピンを選択するにはどうすればよいですか?
適切なピンを選択するには、材料、サイズ、プロセスパラメータを評価する必要があります。主な考慮事項は次のとおりです。
大型部品向けの大きなピン直径
直径が大きいと貫通力が軽減され、へこみが最小限に抑えられます。製造上の不規則性を避けるために、整数値を使用してください。
部品サイズに対するピン サイズ
直径は大きくする必要がありますが、過度の貫通を防ぐために、ピン全体のサイズがパーツの寸法と一致している必要があります。
強度要件
ピンが射出圧力に耐えられることを確認してください。直径は少なくとも 2.5 mm であることをお勧めします。アンダーカットの場合は、ショルダー ピンを検討してください。
材料の種類とコストも考慮します。堅牢なピンにより、長期的なメンテナンス費用が削減されます。
結論
エジェクタピンは、射出成形における部品の効率的なリリースに不可欠です。それらのタイプ、操作、ベストプラクティスの選択を理解することで、部品の品質とプロセスの信頼性を大幅に向上させることができます。
ラピッドツーリングおよび射出成形サービスをお探しですか?高品質の金型部品を迅速かつコスト効率よく納品するには、WayKen にお問い合わせください。
よくある質問
ピンマークとは何ですか?
エジェクター ピン マークは、ピンによってコンポーネントのクラス A 表面に残る光沢のあるまたは白い跡です。管理しないと表面に亀裂が生じる可能性があります。
エジェクタ ピンの跡はどうやって見つけられますか?
ピンの跡は、ピンがパーツに接触する正確な位置に、光沢のあるまたは白っぽいへこみとして表示されます。
エジェクタ ピンはどのような材質でできていますか?
一般的な材料には、スチール、H‑13、M‑2、420 ステンレス鋼があり、強度を高めるために熱処理されることがよくあります。
産業技術
- SMT 製造に影響を与える PCB 設計要素
- 精密な少量生産のための専門的な従来型フライス加工 - エアロスペック エンジニアリング
- インベストメント鋳造メーカーにとって Nadcap 認証とは?
- MTCは戦略的プロジェクトマネージャーを採用しています
- 価格を変更した(そして新しいリードタイムオプションを導入した)理由
- 計算モジュール:ボードとは何か、ボードが必要な理由
- 材料を理解する:SLA タフな樹脂
- 日常的に目にする重工業プロジェクトの例
- デコーダ
- ハザード管理:COVID-19パンデミックの中で施設を再開する際の考慮事項
- BiesseToolMagazineで使用されるCNCツールホルダーフォーク