


射出成形におけるバリの理解と除去
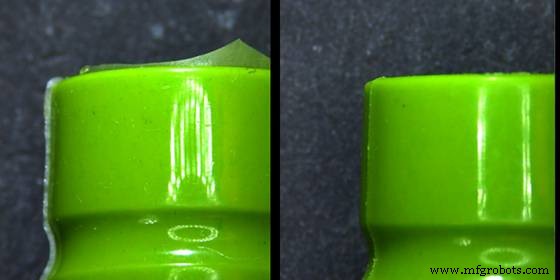
バリ(金型キャビティから漏れ出る溶融プラスチックの不要な薄膜)は、部品の品質を低下させ、金型自体を損傷する可能性があります。射出成形操作では、その原因とその停止方法を知ることが不可欠です。
フラッシュをトリガーするものは何ですか?

バリはパーティング ラインから発生することがほとんどですが、キャビティ内の他の場所で発生することもあります。一般的な原因は次のとおりです。
1.パーティングラインの不一致
破片、磨耗、設計上の欠陥などにより、金型の 2 つの部分が完全に嵌合しない場合、シールは不完全となり、溶けたプラスチックが逃げてしまいます。
2.不十分な通気
通気口が小さすぎる、詰まっている、または磨耗していると、空気が逃げることができず、キャビティの圧力が上昇し、材料が金型から押し出されます。
3.クランプ圧力が不十分です
パーティング ラインが完璧であっても、型締力が弱いと高い射出圧力下で金型が開き、バリが発生します。
4.低粘度
高温または低圧により流動しやすいプラスチックは、固まる前にシールを越えて浸透する傾向があります。
5.型への過剰充填
材料が過剰になると、キャビティの圧力がクランプの許容範囲を超えて上昇し、漏れが発生します。
フラッシュが発生した後に修正する方法
フラッシュがすでに形成されている場合は、いくつかの修復手法を利用できます。
1.熱風バリ取り
熱風を部品に吹き付けると、薄いフラッシュ層が溶けて表面に戻ります。細かいフラッシュに最適です。厚い場合は、機械的除去を組み合わせてください。
2.極低温デフラッシュ
液体窒素で部品を急速に冷却すると、フラッシュが脆くなり、仕上がりに影響を与えることなく剥がれやすくなります。この装置は効果的ではありますが、高価になる可能性があります。
3.手動デフラッシング
訓練を受けたオペレーターがハサミ、ナイフ、またはグラインダーを使用して、パーティング ラインに沿ってバリをトリミングします。この方法では、高精度かつ即座の目視検査が可能です。
4.炎消し
制御された炎を適用するとバリを除去できますが、表面の質感が変化し、塗装などの下流工程が複雑になる危険があります。
フラッシュを防ぐための事前対策
予防は常に矯正よりも優先されます。主な戦略は次のとおりです。
1.きれいな金型を維持する
毎回の実行前に、清潔な布、金型クリーナー、圧縮空気を使用して、破片、プラスチックの残留物、隠れた破片を取り除きます。
2.最適な型締力を適用する
パーツや金型自体に過剰なストレスを与えずに金型を閉じた状態に保つために、型締力のバランスを保ちます。
3.製造容易性を考慮した設計 (DFM)
フラッシュのリスクを排除するために、適切なゲートの配置、均一な肉厚、明確なパーティングラインの位置など、業界で認められた設計ルールを取り入れます。
4.フラッシュフリーの金型を採用
公差が厳しい高精度の金型は、美観と機能性が最も重要な重要部品に最適です。
5.制御注入パラメータ
射出速度を遅くすると、ピーク圧力が低下します。これを適切な温度と圧力設定と組み合わせて、材料の粘度を抑制します。
その他の一般的な射出成形の欠陥
フラッシュは、部品を損なう可能性のある多くの欠陥のうちの 1 つにすぎません。典型的な問題には次のようなものがあります。

1.ウェルド ライン
2 つのフロー フロントが途中で合流すると、目に見える線が表示されます。温度と圧力を上げるか、壁の厚さを調整して軽減します。
2.表面剥離
湿気や汚染物質により、特にゲート付近で表面が剥がれる原因になります。乾燥した互換性のある素材を使用してください。
3.ジェッティング
初期ジェットの早期固化により、パーツ上にスキンが作成されます。材料の温度を上げるか圧力を下げると効果的です。
4.ひび割れ
冷間金型や低い射出速度からの応力により、成形品に亀裂が入る可能性があります。射出速度と射出温度を高め、金型を適切にコンディショニングすることで、リスクが軽減されます。
5.動線
さまざまな冷却速度によるパターン化されたライン。充填前に安定した射出圧力と適切な冷却を維持してください。
結論
バリは製品の品質を低下させるだけでなく、金型の寿命を縮める原因にもなります。その原因を理解し、是正措置と予防措置を適用することで、メーカーは機器を保護しながら完璧な部品を製造できます。高速射出成形とバリフリー ソリューションの詳細については、WayKen にお問い合わせください。
よくある質問
フラッシュを止める最も効果的な方法は何ですか?
射出速度を遅くすると圧力が下がり、型締トン数を増やすと金型が閉じた状態に保たれます。
熱風と極低温のデフラッシュ?
極低温は熱による損傷を避けるため、大きくて厚いバリに最適ですが、薄く細かいバリの除去には熱風が最適です。
フラッシュの主な原因は何ですか?
高い射出圧力と不適切な設計または摩耗したパーティング ラインによるパーティング ラインに沿った漏れ。
産業技術