


有刺鉄線
背景
有刺鉄線は、規則的な間隔の鋭い突起を持つ金属ケーブルで構成されるフェンシング材料です。ケーブルは通常、強度を追加し、ケーブルが破損することなく温度変化に応じて伸縮できるように、互いに撚り合わされた2本のワイヤで構成されています。バーブと呼ばれる鋭いポイントは、通常、ケーブルワイヤの一方または両方の周りに撚られた短いワイヤで構成されます。
1万年前の農業の黎明期から様々な種類の柵が使われてきました。柵は、木、土、石、生きている植物(ヨーロッパでは生け垣、ラテンアメリカではサボテン)から作られています。 19世紀に鋼線が利用可能になるまで、金属はフェンシングに使用されませんでした。
短い長さのワイヤーは、少なくとも5、000年前に、金などの柔軟な金属をハンマーで叩くことによって最初に作られました。 1000年までに、<b>鉛の合金などの軟質金属の棒を引っ張ることによって、より長いワイヤーが作られました。 スズ、鉄などのより硬い金属のダイを介して。 現代では、19世紀半ばまで、ほとんどのワイヤーは錬鉄で作られていました。 1870年までに製鋼の改善により、初めて大量の鋼線を製造することが可能になりました。
鋼線は、木材が不足している地域でのアメリカ西部の定住中にフェンシングに最初に使用されました。初期のワイヤーフェンスは、寒い天候や放浪牛によって簡単に壊れた一本鎖で構成されていました。 1860年、フランス人のLeonce Eugene Grassin-Baledansは、「フェンスプロテクター」として突き出たポイントを備えた板金の撚り糸の使用について特許を取得しました。同様の方法が、1867年にAlphonsoDabbによって米国で特許を取得しました。その同じ年、ルシアン・スミスとウィリアム・ハントは、とげのある一本撚り線の特許を取得しました。 1868年にマイケルケリーが最初の二本鎖有刺鉄線を発明しましたが、最初の商業的に成功した有刺鉄線は、1874年にイリノイ州デカルブのジョセフファーウェルグリデンによって特許を取得しました。デカルブの。 20年間の法廷闘争の後、合衆国最高裁判所はグリデンに有利な判決を下し、彼はしばしば有刺鉄線の「発明者」と考えられています。
有刺鉄線の使用は1870年代と1880年代に大幅に増加し、いくつかの不幸な副作用がありました。 1885年から1886年と1886年から1887年の厳しい冬に、数千頭の牛が有刺鉄線の「ドリフトフェンス」を突破できずに凍死しました。柵のない牧草地を望んでいた牧場主と、柵で囲まれた農地を望んでいた農民との間の紛争は、柵を切り、土地を奪い、暴力的な範囲戦争にエスカレートしました。やがて、人間や牛の数が増えるにつれ、有刺鉄線が必要になることが明らかになったとき、紛争は収まりました。
有刺鉄線は、ボーア戦争中に軍事用途に適合され、第一次世界大戦中に大量に使用されました。有刺鉄線はセキュリティのためによく使用されますが、農業は依然としてその使用の90%を占めています。多くの人がアンティークの有刺鉄線を収集し、いくつかの珍しい標本が数百ドルで売られています。何百人ものコレクターが、カンザス州ラクロスで開催される有刺鉄線博物館の本拠地である毎年恒例の有刺鉄線フェスティバルに参加しています。
原材料
有刺鉄線は通常、鉄と少量の炭素の合金である鋼でできています。鉄鋼の製造に必要な原料は、鉄鉱石、コークス(空気のない状態で石炭を高温に加熱することによって生成される炭素に富む物質)、および石灰石です。錆びないように、鋼線は通常亜鉛でコーティングされています。 鋼がアルミニウムでコーティングされている場合もあれば、有刺鉄線自体がアルミニウムでできている場合もあります。
製造
プロセス
鋼塊の製造
- 1鉄鉱石、コークス、および石灰石は、高炉で高温の加圧空気によって加熱されます。コークスは熱(鉄鉱石を溶かすため)と一酸化炭素(鉱石中の酸化鉄と反応して鉄を放出する)を生成します。石灰石は硫黄などの鉄鉱石中の不純物と反応してスラグを形成し、それが除去されます。高炉の最終製品は銑鉄で、これには少なくとも90%の鉄、3〜5%の炭素、およびさまざまな不純物が含まれています。
- 2銑鉄を鋼に変換するには、不純物とほとんどの炭素を除去する必要があります。 (炭素を含まない鉄は鋼よりもはるかに弱いですが、炭素が多すぎる鉄はもろくなります。)銑鉄を精製する方法はさまざまですが、最も一般的なのは転炉(BOS)プロセスです。この方法では、高圧下で溶銑に酸素を吹き込みます。炭素は一酸化炭素として放出され、不純物はスラグとして放出されます。残りの溶鋼は型に流し込まれ、それぞれ数千ポンドの重さのインゴットに冷却されます。
 約1800ノートからの広告ブロードサイドは、前年に10万マイルの有刺鉄線の柵が設置されました。 (ヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
約1800ノートからの広告ブロードサイドは、前年に10万マイルの有刺鉄線の柵が設置されました。 (ヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
一見単純な発明である有刺鉄線には、興味深い歴史があります。導入前は、初期のアメリカの農民はヨーロッパの伝統に頼って、さまざまな種類の農業に適した囲いを作りました。彼らは、エンクロージャーのない一般的なフィールド、 "d&ad" を試しました。 石や木材の柵、生け垣の「生きている」柵、または単純なワイヤー柵。最終的には有刺鉄線に置き換えられました。有刺鉄線は手頃な価格で、設置と保守が比較的簡単で、木材などの希少な地元の資源を独占せず、家畜の管理に非常に効果的であることが証明されました。
有刺鉄線は、牛飼いと農民の間の悪名高い「ルージュ戦争」の直接の原因であり、中心的な武器でした。さまざまな発明家や製造業者が特許権とライセンスをめぐって争い、最終的に有刺鉄線製造業者連合を結成して価格を設定したため、有刺鉄線も論争の中心でした。農民は価格操作と独占的慣行で製造業者を起訴し、彼らは製造業者に対して団結した。
有刺鉄線工場はまた、アメリカの田舎に産業をもたらしました。イリノイ州デカルブは、1870年代にジョセフグリデンやジェイコブハイシュなどの地元の発明家が有刺鉄線の生産に深く関与するまで、シカゴの西60マイルにある眠そうな農場の集落でした。 、whiie拡張された鉄道施設はそれをシカゴにはるかに近づけました。 1890年代に師範学校と教師の大学が追加されたことで、変革とDeKalb(「バーブシティ」とも呼ばれる)が確認されました。 20世紀に大都市の仮想の前哨基地が始まりました。
ウィリアム・S・プレッツァー
ビレットの作成
- 3ビレットは、断面が正方形の鋼棒で、通常、寸法は約6インチ(15 cm)x 6インチ(15 cm)未満です。 (寸法が
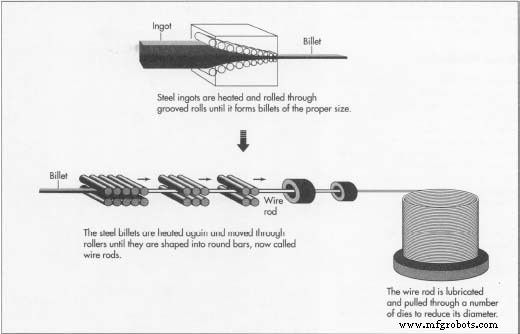 有刺鉄線を作るには、鉄鉱石、コークス、石灰石を高炉で加熱して銑鉄を製造します。銑鉄は精製され、鋼に変換されます。大きいほど、バーはブルームとして知られています。断面が正方形ではなく長方形の場合、バーはスラブと呼ばれます。)鋼塊は約2192°F(1200°C)になるまで加熱され、溝付きロール間で到達するまで前後にロールされます。適切なサイズ。巨大な鋏はビレットを希望の長さにカットします。その後、冷却します。水冷銅型に流し込んで成形し、水を噴霧して固化させることで、溶鋼から直接ビレットを形成することも可能です。
有刺鉄線を作るには、鉄鉱石、コークス、石灰石を高炉で加熱して銑鉄を製造します。銑鉄は精製され、鋼に変換されます。大きいほど、バーはブルームとして知られています。断面が正方形ではなく長方形の場合、バーはスラブと呼ばれます。)鋼塊は約2192°F(1200°C)になるまで加熱され、溝付きロール間で到達するまで前後にロールされます。適切なサイズ。巨大な鋏はビレットを希望の長さにカットします。その後、冷却します。水冷銅型に流し込んで成形し、水を噴霧して固化させることで、溶鋼から直接ビレットを形成することも可能です。
ワイヤーを作る
- 4鋼ビレットは、ワイヤーロッドと呼ばれる直径0.2インチ(5.6 mm)の丸棒に成形されるまで、再び加熱および圧延されます。線材は、3,969ポンド(1,800 kg)もの重さのコイルに巻かれ、線材メーカーに出荷されます。
- 5スケールは、加熱すると鋼に形成される酸化鉄の表面コーティングであり、線材から除去する必要があります。これは、高温の希酸(硫酸(180°F [82°C])または塩酸(140°F [60°C])に浸し、水ですすぐことによって行うことができます。これは酸洗いと呼ばれるプロセスです。スケールは、一連のホイール間で線材を前後に曲げて切断するか、動きの速い砂の粒子、酸化アルミニウム、または鋳鉄のショットで線材を吹き飛ばすことによっても取り除くことができます。
- 6きれいな線材は、石灰、ホウ砂、またはリン酸塩でコーティングされています。このコーティングは、錆びを防ぎ、残っている微量の酸を中和し、ワイヤーにしたときに潤滑剤がワイヤーロッドに付着するのを助けます。
- 7コーティングされた線材の一端はある点に成形されています。この端は、針の目を通り抜ける糸のように、鋼のホルダーで囲まれた炭化タングステン製の非常に硬い中央のペン先からなるダイに挿入されます。線材はオイルまたは石鹸で潤滑され、ダイを通して引っ張られて直径が小さくなります。このプロセスは描画として知られています。一連のダイは、線材をそのから減らすために使用されます
 元のサイズから目的のワイヤーサイズまで。有刺鉄線の場合、直径は通常0.097インチ(2.5 mm)です。通常、このサイズに達するには、約6〜7個のダイが必要です。
元のサイズから目的のワイヤーサイズまで。有刺鉄線の場合、直径は通常0.097インチ(2.5 mm)です。通常、このサイズに達するには、約6〜7個のダイが必要です。 - 8ワイヤーを引くと、ワイヤーが硬くなります。それをしなやかにするために、それは加熱されます、それはアニーリングとして知られているプロセスです。ワイヤーは、溶融塩浴、溶融鉛浴、または窒素を含む炉で加熱することによって焼きなましすることができます。これらの方法はすべて、鋼を酸素から保護することによってスケールの形成を防ぎます。
有刺鉄線の作成
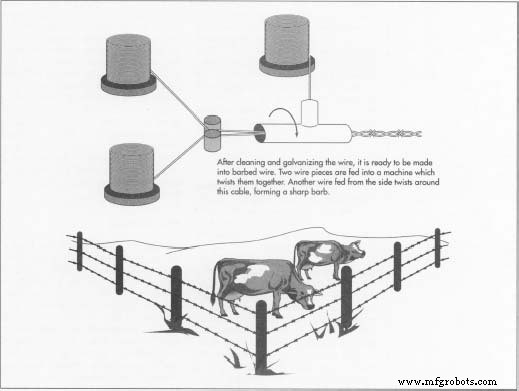
- 9有刺鉄線にするワイヤーは、通常、腐食から保護するために亜鉛メッキ(亜鉛メッキ)されています。適切に亜鉛メッキするには、ワイヤーが完全に清潔で乾燥している必要があります。まず、熱く希塩酸の浴で洗浄し、次にお湯ですすいでください。次に、高温の塩化亜鉛または塩化アンモニウムの溶液を通過させて、乾燥時に錆が発生するのを防ぎます。乾燥後、ワイヤーは溶融亜鉛浴を通過します。余分な亜鉛を拭き取り、コーティングされたワイヤーを冷却します。 (ワイヤーは、同様の方法で代わりにアルミニウムでコーティングされる場合があります。)ワイヤーは、電気亜鉛めっきとして知られるプロセスによって亜鉛でコーティングすることもできます。ワイヤーには負の電荷が与えられ、硫酸亜鉛または他の亜鉛塩の溶液を通過します。正の亜鉛イオンは負のワイヤーに引き付けられ、コーティングを形成します。
- 10単一の自動化されたマシンが、亜鉛メッキされたワイヤーを有刺鉄線に変換するために必要なすべてのステップを実行します。 2本のワイヤーが機械に供給され、一緒に撚られてケーブルを形成します。別のワイヤーが側面から機械に供給され、ケーブルワイヤーの一方または両方に巻き付けられます。このワイヤーは両側で斜めにカットされ、2点のとげを形成します。 4点バーブが必要な場合は、2本のワイヤーを撚り合わせて切断します。有刺鉄線は設定された距離(通常は4または5インチ[10または13 cm])に沿って引っ張られ、このプロセスが繰り返されて、有刺鉄線が均等に配置されます。有刺鉄線はスプールに巻かれ、1,319フィート(402 m)の長さに切断されます。次に、これらのスプールはトラックに積み込まれ、顧客に出荷されます。
品質管理
有刺鉄線の規格は、米国材料試験協会によって確立されています。有刺鉄線の製造業者は、これらの規格に記載されているテストを使用して、顧客が高品質の製品を購入していることを確認します。
テストと検査のために、50本ごとに有刺鉄線のスプールが1つ選択されます。最初に、寸法が正確さのために測定されます。ケーブルワイヤとバーブの直径は、0.5インチ(0.13 mm)を超えて変化してはなりません。とげは、ケーブルの中心から少なくとも0.37インチ(9.5 mm)伸びている必要があります。棘の間のスペースの少なくとも93.5%は、目的の長さの0.74インチ(19 mm)以内にある必要があります。 (取り扱い中の有刺鉄線の動きが小さいため、有刺鉄線の間隔を100%正確にすることはできません。)有刺鉄線の25フィート(7.6 m)のサンプルには、4インチ(10 cm)の間隔で少なくとも69個の有刺鉄線が含まれている必要があります。間隔が5インチ(13 cm)の場合は、少なくとも55本の棘。スプールのワイヤーは、少なくとも1,319フィート(402 m)の長さである必要があります。
有刺鉄線の4フィート(1.2 m)のサンプルで強度テストが実行されます。サンプルは、破損するまで測定された力で引っ張られます。少なくとも4,230ニュートンの力に耐えることができなければなりません。
亜鉛メッキされた有刺鉄線の場合、別の4フィート(1.2 m)のサンプルで亜鉛コーティングがテストされます。サンプルの重さを量り、次に亜鉛を塩酸で除去します。サンプルを再度計量し、2つの重量の違いに注目することで、亜鉛コーティングの量を決定できます。同様の手順を使用して、とげの亜鉛コーティングを測定します。必要な最小重量は、ケーブルワイヤの直径によって異なります。最も一般的な直径(0.097インチまたは2.5 mm)の場合、各ラインワイヤと各バーブは、クラス1コーティングの場合は1平方メートル(11平方フィート)あたり少なくとも3.2オンス(90 g)の亜鉛でコーティングする必要があります。クラス3コーティングの場合、1平方メートル(11平方フィート)あたりオンス(245 g)。標準グレードの有刺鉄線には、ラインワイヤにクラス1またはクラス3のコーティングがあり、バーブにクラス1のコーティングがあります。チェーンリンクフェンスグレードの有刺鉄線は、ラインワイヤと有刺鉄線にクラス3コーティングが施されている必要があります。
未来
古典的な有刺鉄線の柵は今でも農場で一般的に使用されていますが、編まれたワイヤー柵(水平線と垂直線が交差するチキンワイヤーに似ています)や電気柵などのより高度な製品に徐々に置き換えられています。軍事およびセキュリティ用途では、有刺鉄線は、鋭い先端のクラスターを生成するために切断された平らで薄い金属のストリップである有刺鉄線の最近の開発で時代遅れになる可能性があります。おそらくいつの日か有刺鉄線は美術館や個人のコレクションにのみ存在するでしょう。
製造プロセス