


アップミリングとダウンミリングの違い
今日は、アップミリングとダウンミリングの違いについて説明します。フライス盤は、回転軸に垂直な方向にワークピースから材料を取り除くために使用されるロータリーカッターの機械加工プロセスです。フライス盤は、工具とワークピースを治具と固定具に保持するフライス盤と呼ばれる機械によって行われます。フライス盤でワークから材料を切り出す方法は2つあります。最初の1つは従来のミリングまたはアップミリングと呼ばれ、もう1つはクライムミリングまたはダウンミリングと呼ばれます。アップミリングとダウンミリングの主な基本的な違いは、カッターのフィードへの回転方向です。
フライス盤操作は、軸から対称ではないワークピースの向きに使用されます。また、要件に応じて、ポケットのカット、ドリル、スロット、およびワークピースの成形にも使用されます。
フライス盤でワークから材料を切り出す方法は2つあります。最初の1つは従来のミリングまたはアップミリングと呼ばれ、もう1つはクライムミリングまたはダウンミリングと呼ばれます。アップミリングとダウンミリングの主な基本的な違いは、カッターのフィードへの回転方向です。アップミリングでは、ワークピースを右から左にカットするときにカッターを時計回りに回転させます。このタイプのフライス盤では、工具は送り方向に対して回転します。このフライス盤プロセスでは、切削チップは工具によって上向きに運ばれます。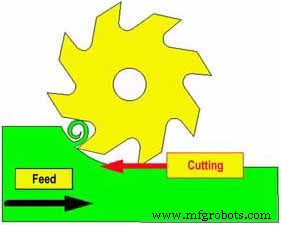
画像ソース:http://mmu.ic.polyu.edu.hk/handout/0103/0103.htm
ダウンミリングでは、カッターが時計回りに回転し、ワークを左から右にカットします。このフライス盤操作では、工具は送り方向に合わせて回転します。カッティングチップは工具によって下向きに運ばれます。
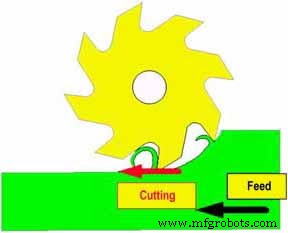 画像ソース:http://mmu.ic.polyu.edu.hk/handout/0103/0103。 htm
画像ソース:http://mmu.ic.polyu.edu.hk/handout/0103/0103。 htm
アップミリングとダウンミリングの違い:

| アップミリング | ダウンミリング | |
| 1。 | アップミリングでは、カッターは送り方向に対して回転します。 | ダウンミリングでは、カッターは送り方向に合わせて回転します。 |
| 2。 | 従来のフライス盤とも呼ばれます。 | これは、クライムミリングとも呼ばれます。 |
| 3。 | この場合、チップ幅のサイズは最初のカットではゼロであり、 フィードとともに増加します。フィードの終了時に最大になります。 | この切削プロセスでは、切りくずサイズは切削開始時に最大になり、 送りとともに減少します。フィードの終了時にはゼロです。 |
| 4。 | このプロセスでは、熱がワークピースに拡散し、 金属の特性が変化します。 | ダウンミリングでは、チップに拡散する熱のほとんどは ワークピースのプロパティを変更しません。 |
| 5。 | アップミリングでは、工具がフィードに対して 実行されるため、工具の摩耗が多くなります。 | この場合、カッターがフィードとともに回転するため、工具の摩耗はアップミリングに比べて少なくなります。 |
| 6。 | 工具寿命が短い。 | 工具寿命が長い。 |
| 7。 | カッティングチップは、 アップミリングとして知られているツールによって上向きに運ばれます。 | チップは、 ダウンミリングと呼ばれるツールによって下向きに運ばれます。 |
| 8。 | 切削工具が切削工具の前に落下し、 再び切削すると表面仕上げが低下します。 | カッティングチップが工具の後ろに落ちます。これにより、 より良い表面仕上げが得られます。 |
| 9。 | 工具による上向きの力により、 ワークピースを保持するために必要な高強度のジグと固定具。 | ダウンミリングでは、通常の ジグと固定具が必要なワークピースに下向きの力が作用します。 |
| 10。 | これは、ワークピースをカットする従来の方法です。 | これは従来とは異なる方法ですが、現在では、ダウンミリングがアップミリングよりも 使用されています。 |
| 11。 | 熱がワークピースに拡散するため、高品質の切削液が必要です。 | このプロセスでは、熱がワークピースに拡散しないため、 単純な切削液が必要です。 |
| 12。 | ダウンミリングに比べて、高い切削抵抗が必要でした。 | 必要な切削抵抗は低くなります。 |
今日、私たちはアップミリングとダウンミリングの違いについて学びました。質問や疑問がある場合は、以下にコメントして質問してください。この記事が気に入ったら、ソーシャルネットワークで共有することを忘れないでください。より有益な記事については、当社のWebサイトを購読してください。読んでくれてありがとう。
製造プロセス