


アップ ミーリングとダウン ミーリングの違い – CNC アップ ミーリングとダウン ミーリングの比較 | CNCLATHING
アップミリングとダウンミリングは、2 つの一般的な CNC フライス加工プロセスです。定義から、それらを比較して、アップミリングとダウンミリングの違いについて学びましょう。 .
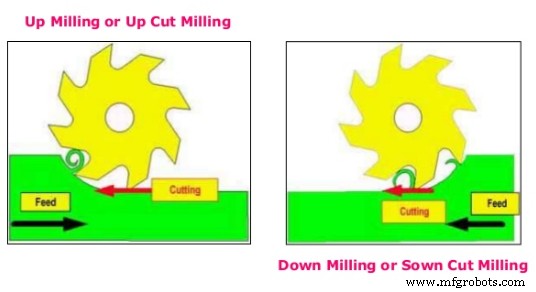
アップミリングとダウンミリングとは?
アップミリング (従来のミリング) フライス カッターが工作物を切断するときのフライス加工プロセスです。切削速度の方向は、CNC フライス加工部分の方向とは逆です。 に向かって餌をやる。
ダウンミリング (ダウンミリング) フライスカッターの回転方向がワークピースの送り方向と同じであるフライス加工プロセスを指します。つまり、送り方向でフライスカッターによってワークピースに加えられる力の成分は、ワークピースの送り方向。
<強い>
アップミリングとダウンミリングの違い – アップミリングとダウンミリングの長所と短所
ダウンミリングとアップミリングの違いは何ですか? どちらを選択すればよいですか?アップミリングとダウンミリングを比較してください。ここにいくつかの結論があります。
1) 申請
– ダウンフライス加工:フライスカッターによって部品に加えられる垂直方向の力は常に下向きであり、フライス加工部品に押し付け効果があり、安定して切削し、クランプが困難で薄くて細いシートタイプのワークピースに適しています.
– アップミリング:垂直成分の力は上向きであり、ワークピースはより大きなクランプ力を必要とします.
2) 表面品質
– ダウンミーリング:フライスカッターの刃先が最初にワークピースに切り込むとき、切りくずの厚さは最大で、徐々に 0 に減少します。刃の摩耗は遅く、表面品質は良好です。
– アップミリング:切りくずの厚さが 0 から最大に変化しています。カッターは最初は部品に切り込むことができません。加工硬化により表面品質が低下します。
3) 作業台の移動
– ダウンミリング:水平分力は作業台の送り方向と同じです。作業台の送りねじとナットの間の隙間が大きいと、作業台が軸方向にぐらつきやすくなり、カッターの歯が壊れます。シャフトが曲がり、ワークと治具がずれ、工作機械にさえ損傷を与えます。
– アップミリング:力はワークテーブルの送り方向と反対であり、移動しません。
4) カッターの摩耗:アップ フライス加工または従来のフライス加工でより速くなります。
– ダウンフライス加工:切削は厚いものから薄いものへと行われ、カッターの歯は機械加工されていない表面から切削されます。これは、フライスカッターの使用に有益です。
– アップミリング:カッターの歯がワークピースに接触すると、すぐに金属層に切り込むことはできず、ワークピースの表面を少しスライドします。摺動過程では、強い摩擦により多くの熱が発生します。同時に、加工面に硬化層が形成されやすくなり、カッターの耐久性が低下します。
5) 消費電力
送り運動で消費される電力:アップミリングはフォワードミリングよりも高くなります。同じ切削条件の下で、ダウン フライス加工の電力消費量は 5% ~ 15% 低くなります
6)切りくず除去:切りくず処理には、ダウン フライス加工の方が適しています。
ダウンミリングは、表面仕上げを改善し、精度を確保するための一般的な選択です。ただし、鍛造ブランクを加工する場合など、切断面に硬質層、スラグ堆積物があり、ワークピースの表面がでこぼこしている場合は、アップ ミーリングを使用する必要があります。
産業技術