ウォータージェット加工とアブレシブウォータージェット加工:主な違いと用途
ウォータージェット加工 (WJM) と研磨ウォータージェット加工 (AWJM) はどちらも、金属加工から繊維、食品加工まで、あらゆる業界で使用される高圧高速プロセスです。 WJM はきれいな加圧水のみに依存していますが、AWJM はその水流をアルミナ、カンラン石、ガーネットなどの研磨剤で強化し、切断力を劇的に向上させます。
WJM では、増圧器を使用して水が 2,500 ~ 4,000bar まで加速され、小径のノズルから供給されます。ノズルは圧力エネルギーを運動エネルギーに変換し、最大 1,000m/s に達するジェットを生成します。ジェットフレアを防ぐためにスタビライザーが追加される場合があり、残留速度を吸収して固定具を保護し、表面仕上げを改善するためにキャッチャーがよく使用されます。ジェット自体が唯一の切断媒体であるため、WJM は革、ポリマー、食品、繊維などの柔らかい素材や多孔質の素材に最適ですが、金属やセラミックをスライスするのに必要な力が不足しています。
AWJM は、加圧水に微細な研磨粒子を組み込むことでこの制限に対処します。混合物は、ノズルから出る前に専用の混合チャンバー (集束チューブ) 内で形成されます。ジェット速度は純水と同程度ですが、研磨剤の存在により微細な切断作用がもたらされ、AWJM は厚さ 10 mm までの金属およびセラミック プレートを切断できます。トレードオフとして、研磨剤の追加コストと粒子が埋め込まれる可能性があり、そのため AWJM は食品加工などの衛生用途には適していません。
WJM と AWJM の類似点
- どちらも水を 2,500~4,000 バールまで高めるために高圧ポンプと増圧器が必要です。
- ジェット速度は通常、どちらのプロセスでも約 1,000m/s です。
- どちらもノズルを使用して圧力を運動エネルギーに変換し、必要なスタンドオフ距離(SOD)と放出角度を維持します。
- どちらの場合もキャッチャーを使用して、残留ジェット エネルギーを吸収し、ワーク保持装置を保護します。
主な違い
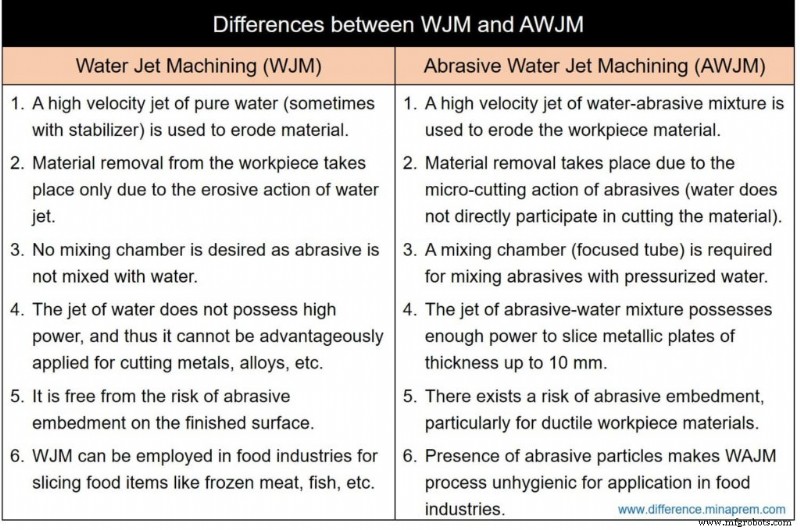
| アスペクト | ウォータージェット加工 (WJM) | アブレシブウォータージェット加工 (AWJM) |
|---|---|---|
| 切削媒体 | 高速純水 (場合によっては安定剤を含む) | 高速水と研磨剤の混合物 |
| 材料除去メカニズム | ウォータージェットによる直接浸食 | 研磨剤によるマイクロカット。水はキャリアとフラッシュとしてのみ機能します |
| 混合チャンバーが必要 | チャンバーは必要ありません | 定義された比率で研磨剤を混合する必要があります |
| 切断能力 | 柔らかい素材:革、ポリマー、食品、繊維 | 軟質材料と厚さ 10 mm までの金属、合金、セラミック |
| コストに関する考慮事項 | 研磨コストはかかりません。運用コストの削減 | 追加の研磨コスト。全体的な出費が増加 |
| 表面の完全性のリスク | 研磨剤の埋め込みはありません。優れた表面仕上げ | 特に延性のあるワークピースでは、研磨剤が埋め込まれるリスク |
| 衛生上の適合性 | 食品加工(冷凍肉のスライスなど)にも安全 | 研磨剤による汚染のため不衛生。食品業界には推奨されません |