


ヘリカルフライス盤のプログラムを作成するには?
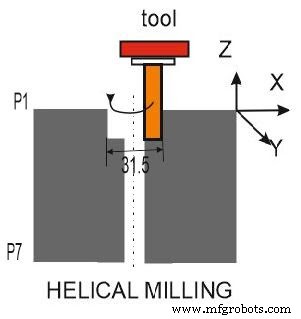
ヘリカルミリングプログラムでは、穴の直径を31.5mmまで広げています。らせんフライス盤のプログラムを作成する方法を見てみましょう;
O1234
説明
N20 -インクリメンタル座標系でのプログラム、フライス盤での作業座標の宛先、すべての寸法を「mm」で、xy平面を選択、適用する場合は缶詰サイクルをキャンセル、工具高さオフセット補正は負;
N30 –時計回りの速度1200 r.p.m.
N40 –位置X0およびZ0での早送り。
N50 -工具がZ10の位置で移動し、クーラントがオンになっている早送り。
N60- Zが0の線形補間コマンド。 (ワークへの工具接触)、1回転あたりの送り速度は0.2
N70 -線形補間コマンド。ここで、工具はX軸の15.75の位置にあり、工具半径補正は左です。
N80 - I の場合、反時計回りの円弧補間 =-15.75&Z軸の切り込みの深さは-4です。(最初に切り取った仮想点P0からP1)
N90 - I の場合、反時計回りの円弧補間 =-15.75&Z軸の切り込みの深さは-4です。 (ポイントP1からP2へのセカンドカット)
N150 -ツールが開始位置X=0に戻り、ツールノーズ補正がオフになる線形補間コマンド。
N160 -ツールがZ50の位置で移動する早送り。
N170 -クーラントオフ、スピンドルオフ、メインプログラム終了。
CNCマシン