


高効率保護とJTE線量耐性ウィンドウの拡大を備えた4H-SiCパワーデバイス用のCFM-JTEの特性評価と製造
要約
0.1 cm 2 のかなりのアクティブエリアを備えた13.5kV 4H-SiCPiN整流器 この論文で製造されています。超高逆電圧の要件を満たすために、電荷フィールド変調接合終端拡張(CFM-JTE)が提案されました。これにより、JTEの線量許容範囲が拡大し、従来の2ゾーンJTEの約2.8倍になります。さらに、CFM-JTEは、従来の2ゾーンJTEプロセスを介して実装できます。測定された順方向電流は最大100A @ V F =キャリア寿命向上技術がない場合は5.2V。 CFM-JTE構造は、400μmの比較的小さな端子面積で平行平面接合の理論絶縁破壊電圧の96%を達成します。これは、58.8 GW / cm 2 のバリガの性能指数の達成に貢献します。 。
はじめに
炭化ケイ素は、より薄い活性層で動作するより高い電圧、拡張された電力密度、より高い周波数スイッチング、より良い熱放散、より小さなシステムサイズ、およびより低いシステムコストの特性により、電力アプリケーションを改善するための新しいオプションになりました[1、2]。過去数年間で、市販のSiC整流器とMOSFETの定格は1.2〜1.7kVです。ただし、スマートグリッド、電気自動車、パルス電源、超高電圧ソリッドステート電源などの代表的なアプリケーション分野では、10kVを超えるブロッキング機能と1000Acmを超える順方向電流機能に対する需要が高まっています −2 。
これまで、10 kV以上のSiCパワーエレクトロニクスデバイスが直面する主な課題は、接合終端技術の性能、製造プロセスの簡素化、高品質の厚いエピタキシャル層、および表面欠陥の低減に焦点を当ててきました。超高電圧SiCデバイスの場合、端子構造の長さはほとんどエピタキシャル厚さの6〜8倍であり[3]、これによりウェーハの利用率が大幅に低下し、製造コストが増加します。 4H-SiC PiN整流器は、導電率変調効果の結果として、超高電圧アプリケーションに最適な候補になりました。電界制限リング(FLR)構造の場合、分析計算[4]によって正確な最適化設計を得ることができますが、現在のフォトリソグラフィーではリングの正確なスペースと幅を実現できません。 10 kV SiCデバイス用の新しいフィールド制限リング端子は、高い逆保護効率を実現するために適用されていますが[5、6]、その端子面積は700 µmを超えているため、SiCウェーハの消費量が増えます。ジャンクションターミネーションエクステンション(JTE)は、頻繁に使用されるもう1つの高効率端末保護構造ですが、その効率はJTEの線量に非常に敏感です。超高電圧レベルでは、MZ-JTEとCD-JTE [7]を使用して電界を厳密に変調し、厳密なイオン注入条件と時間を必要とします。これにより、製造の複雑さとコストが増加します。伝導能力を向上させるために、多様な金属とSiC間のバリア高さの特性に関する研究が行われています[8、9]。通常、50〜100nmの厚さのTi / Al膜がアノードオーミック接触用に形成され、Ni膜がカソードオーミック接触用に形成されます。また、4H-SiC整流器のアクティブエリアのスケールは、順方向電流特性に大きく影響します。 4H-SiC N型エピタキシャル層では、 Z 1/2 センター( E C —0.65 eV)、炭素単空孔のアクセプターレベルは、主にキャリアの寿命に影響を与えます[10]。アルミニウムイオン注入は、 Z を含む大量の深いレベルの集中につながります 1/2 メサ周辺の中心と接合部の終端領域[11]により、キャリアの寿命が短くなります。したがって、大きなアクティブエリア(> 9mm 2 )を備えた4H-SiC整流器 )メサ周辺領域でのキャリア寿命の短縮の影響のために設計と製造に必要であり、終端領域は比較的無視できます。
この論文では、4H-SiC CFM-JTE PiN整流器は、5×10 14 の100μmエピタキシャル層上に製造されています。 cm -3 オフ状態で13.5kVのかなりのブロッキング容量を達成し、100A @ V の順方向電流を実現します。 F =オン状態で5.2V。 CFM-JTE PiN整流器の差動オン抵抗は、3.1mΩcm 2 と測定されています。 室温で。 CFM-JTEは、電荷場変調の概念と分析を通じて理論上の絶縁破壊電圧の96%を取得します。これにより、注入線量の許容範囲が大幅に拡大され、許容可能な終端長が400μmになります。
メソッド
デバイス構造分析
設計、最適化、分析はSilvaco-TCADによって実行されます。図1は、終端を備えた4H-SiC PiN構造の概略図を示しています。これには、(a)電荷フィールド変調(CFM-JTE)、(b)アウトリングアシストJTE(ORA-JTE)、および(c)が含まれます。 2ゾーンJTE(TZ-JTE)。ブロッキング状態では、電子正孔衝突イオン化率は電界強度と密接に関係しています。電荷電界変調の概念 E q ( r )は、電荷電場によって引き起こされる末端電場のベクトル重ね合わせ法を通じて、CFM-JTEの変調メカニズムを明らかにするために提案されています E q ( r )図1a。 CFM-JTEは、JTE1領域、JTE2領域、および3つのリンググループで構成されます。複数のリングは、端子を5つのドープされたゾーンに同等に分割します:R 1 -R 2 、R 2 -R 3 、R 3 -R 4 、R 4 -R 5 およびR 5 -R 6 、 Q の実効料金 1 、 Q 2 、 Q 3 、 Q 4 および Q 5 それぞれ紹介されています。 x での電界ベクトルの分解と重ね合わせに基づく および y 座標、 R にある全体的な電界 i 印加されたポテンシャル場 E によって引き起こされる点 p ( r )および電荷電界 E 気 ( r )すべての Q によって生成されます i x で分析的に表現できます および y 式で与えられるように、方向。それぞれ(1)と(2)。
$$ E_ {Ri、x} =E_ {px} + \ mathop \ sum \ Limits_ {j =1} ^ {i-1} E_ {Qjx}-\ mathop \ sum \ Limits_ {j =i} ^ {5 } E_ {Qjx} $$(1)$$ E_ {Ri、y} =E_ {py} + \ mathop \ sum \ Limits_ {j =1} ^ {i-1} E_ {Qjy} + \ mathop \ sum \ Limits_ {j =i} ^ {5} E_ {Qjy} $$(2)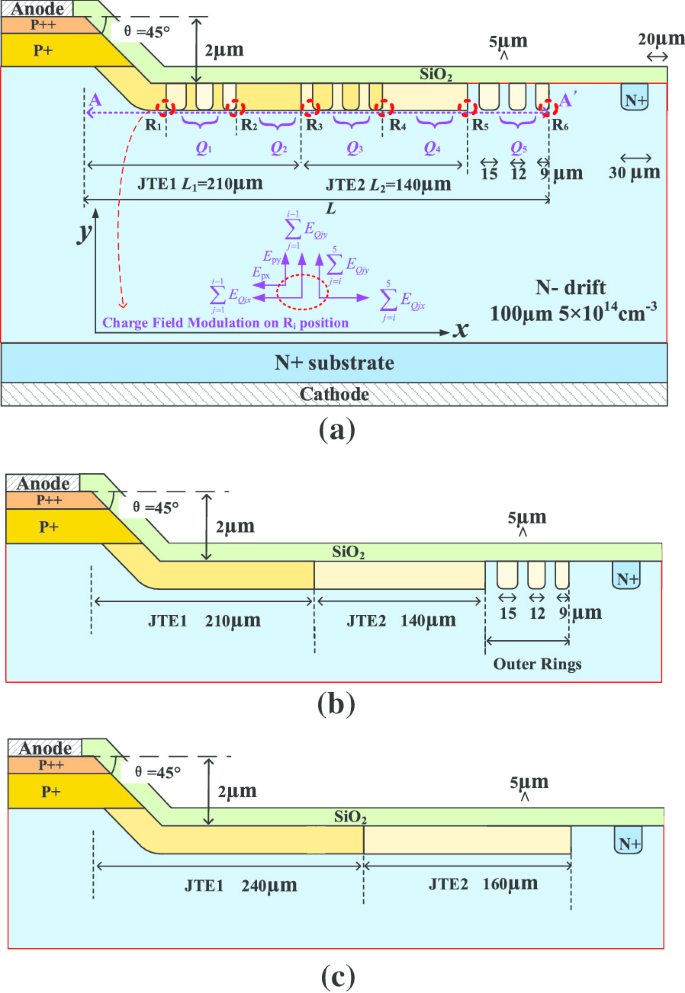
a を備えた4H-SiCPiN整流器の概略断面図 CFM-JTE、 b ORA-JTE、 c 従来のTZ-JTE
オフ状態では、低ドープの空乏領域は時期尚早に収縮し、PiNメインジャンクションの曲率効果のために終端領域で中断します。したがって、印加されたポテンシャル場 E p ( r )主分岐点周辺に集中している。 Q の存在 i CFM-JTEに沿って最外のエピタキシャル層までの空乏化を促進します。電荷電界の強さ E 気 Q の量に関連付けられています i 。 Q の減少 i 端子の外縁に沿って、端子領域の電界変調を効果的に実現します。その結果、電荷電界変調のメカニズムと効果により、CFM-JTEは、SiCの低拡散係数の不足をうまく克服し、非常に効果的で堅牢で成熟した接合端子保護技術である可変ラテラルドーピング(VLD)効果を形成します。 Siデバイス用[12、13]。リング幅( w r )各グループの)は、それぞれ15 µm、12 µm、9 µmに減少します。各リングのスペースは、5μmの同じ値に等しくなります。 JTE1領域とJTE2領域の長さと線量は、どちらも3:2の固定比率です。提案された整流器の詳細なパラメータを表1に示します。
<図>シミュレーションと最適化
デバイス構造の感度とドーピング濃度によって引き起こされる偏差を減らすために、処理構成アテナが適用されます。 CFM-JTEのドーピング濃度は、アルミニウム注入プロセスシミュレーションの複数のステップを通じて形成されます。ドーピングの総深さはほぼ1μmに達します。
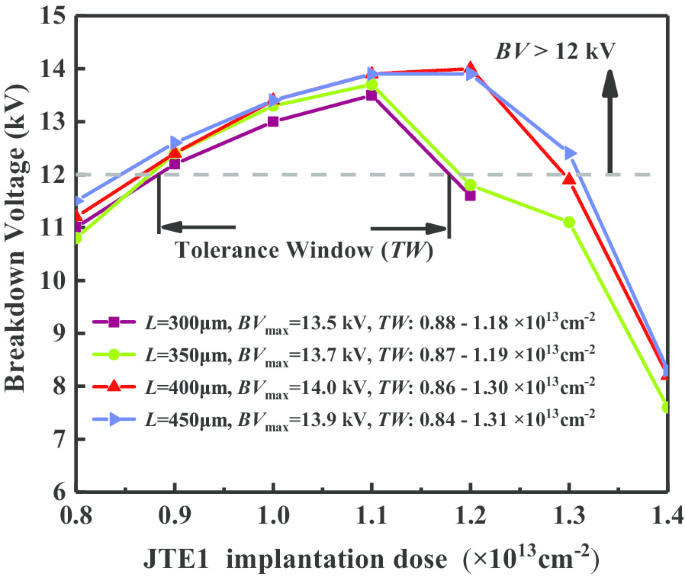
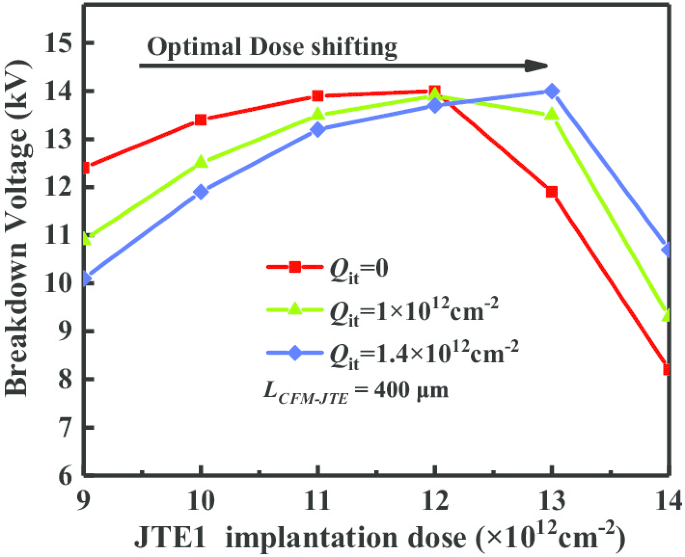
図2は、CFM-JTE、ORA-JTE、および従来のTZ-JTEのブロッキング能力と注入線量に対する許容度を示しています。 4つの終端構造は、 L の固定長値を共有します =400μmで効率を比較します。 JTE1とJTE2の長さと線量は両方とも3:2の比率で固定されています。シミュレーションは2次元構造で実行され、ブレークダウンの判断基準は、逆リーク電流が1×10 –9 に達することです。 A.黒い実線は、理論上の BV を表しています。 これは[10、14]に従って14.1 kVとして計算され、灰色の破線は12kVを示します。プロセスの許容誤差とシミュレーションの偏差を考慮して、10kVのターゲットに20%の設計マージンが適用されます。従来のTZ-JTEでは、絶縁破壊電圧は注入線量に非常に敏感であり、線量が0.98〜1.14×10 13 の間で変化する場合にのみ12kVを超えます。 cm −2 。 JTE注入濃度に対するORA-JTEの感度が緩和され、0.97–1.28×10 13 のより広い許容範囲が緩和されます。 cm −2 は、目標電圧を12kV以上に維持するために取得されます。 CFM-JTEは、0.86〜1.30×10 13 の範囲で、着床線量ウィンドウの許容範囲が最も広くなっています。 cm −2 、これは従来のTZ-JTEの約2.8倍、ORA-JTEの1.4倍です。したがって、CFM-JTEは、プロセス変動に対してより優れた堅牢性を示します。
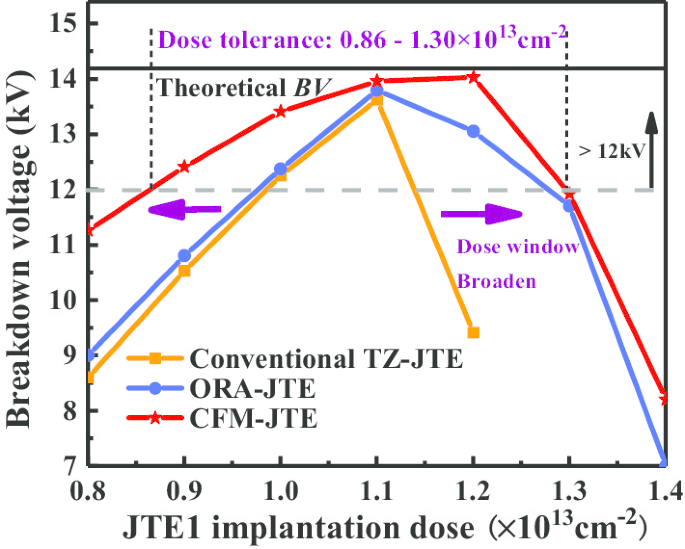
CFM-JTE、ORA-JTEおよび従来のTZ-JTEを備えた4H-SiCPiN整流器のJTE線量ウィンドウに対する破壊能力の比較
図3は、ブロッキング状態でのCFM-JTE、ORA-JTE、およびTZ-JTEの表面電界分布と強度の比較を示しています。ピーク電界は主に主接合部と端子周辺に集中します。 CFM-JTEは、電界分布を適切に平坦化し、端子に沿った電界強度を促進します。これにより、最終的にブロッキング容量が効率的に向上します。
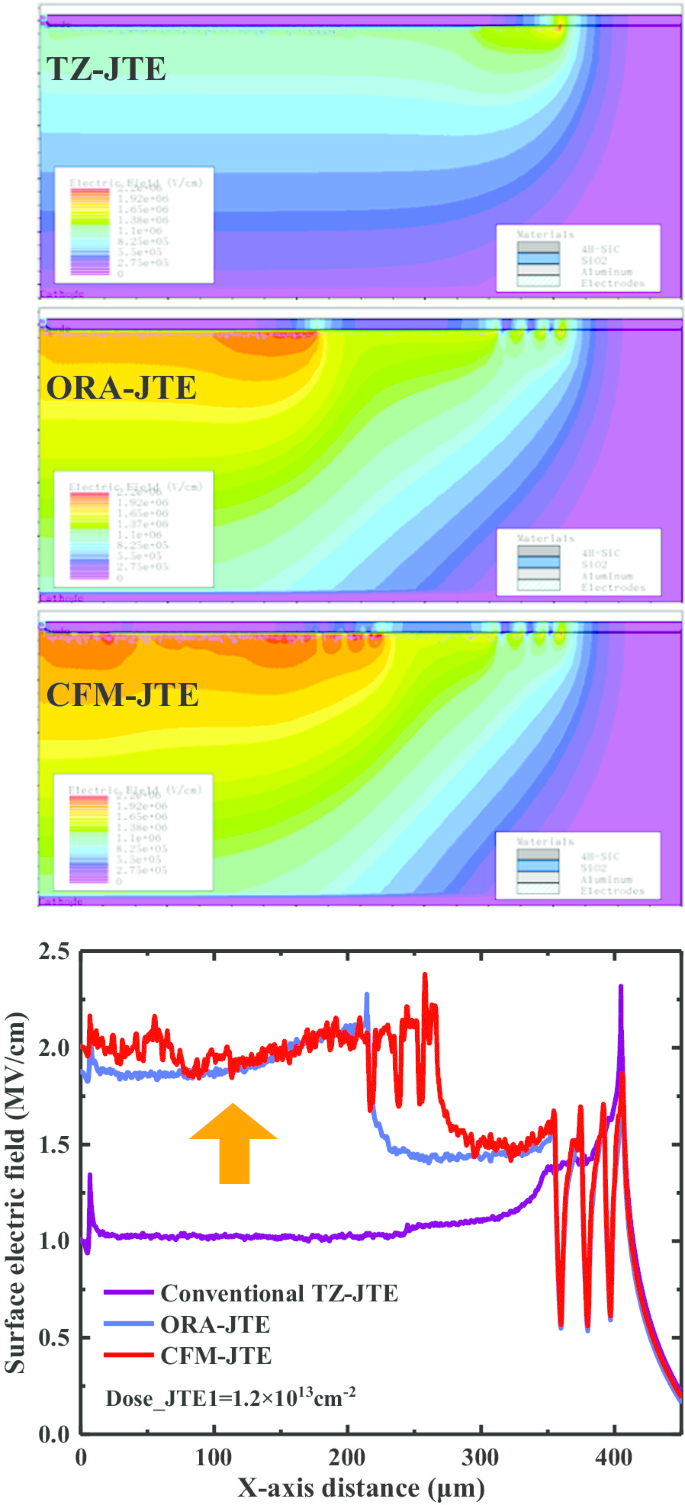
CFM-JTE、ORA-JTEおよび従来のTZ-JTEにおける裏面電界分布と強度
電荷電界を変調するCFM-JTEのメカニズムを理解するために、JTE1の注入量を変えた場合の図1aのAA 'カットライン全体の破壊電界の分布を図4にプロットします。 Qの存在 i 、特に高濃度にドープされた Q 1 メインジャンクションの隣のゾーンは、メサエッチングコーナーでの電界線の集中を大幅に軽減します。 Q 5 ゾーンは、R 5 での電界の混雑を緩和するように設定されています 図1aのポイント。結果は、電荷電界の変調によって電界分布の均一性を効果的に改善できることを示しています E 気 ( r )ターミナルで。したがって、ブロッキング電圧の機能とデバイスの信頼性を向上させることができます。
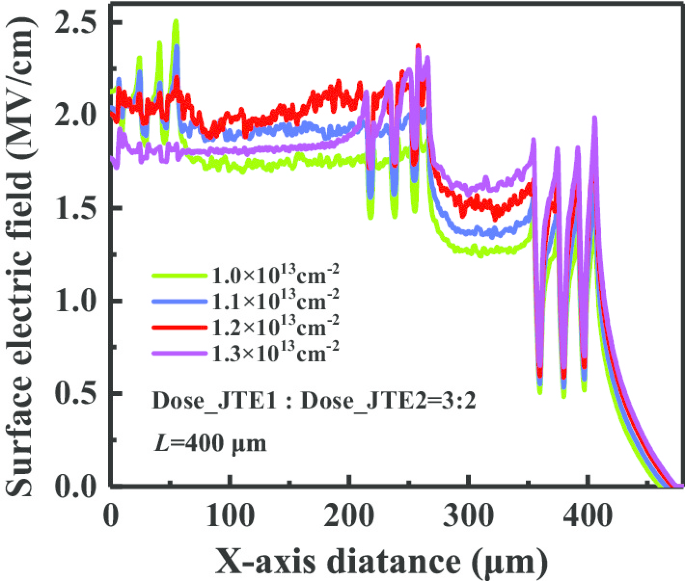
JTE1の異なる注入線量に対応する破壊における表面電界分布
端子領域のサイズは、チップ利用の効率に直接影響します。ブロッキング状態では、印加された電位場は主分岐点周辺に集中します。メインジャンクション近くのJTE1領域は、電荷フィールド( E )の変調効果を高めるために、より多くの電荷を導入する必要があります。 q )。したがって、 L 1 L より長く設定する必要があります 2 。 L の比率が 1 L へ 2 は3:2に固定されており、さまざまな長さのブロッキング容量 L ターミナル上のは図5で比較分析されています。
端子長が異なるブロッキング容量
対応する電界分布を図6に示します。CFM-JTEの大規模な領域は、必要な電荷を増やすのに役立ちます Q i E のモジュレーション効果をフルに発揮します 気 ( r )、より大きな着床線量耐性ウィンドウ(TW)を得るために。 CFM-JTEの長さが L の場合 300μm、350μm、400μm、450μmに設定すると、TW範囲は3×10 12 に対応して順次増加します。 cm −2 、3.2×10 12 cm −2 、4.4×10 12 cm −2 および4.7×10 12 cm −2 BVが12kVを超えることを条件に範囲内。端子の長さ L を選択する方が適切です。 この作業では、端子サイズ、JTE線量許容誤差ウィンドウ、端子電界変調、および絶縁破壊電圧機能のトレードオフに基づいて400μmを使用します。
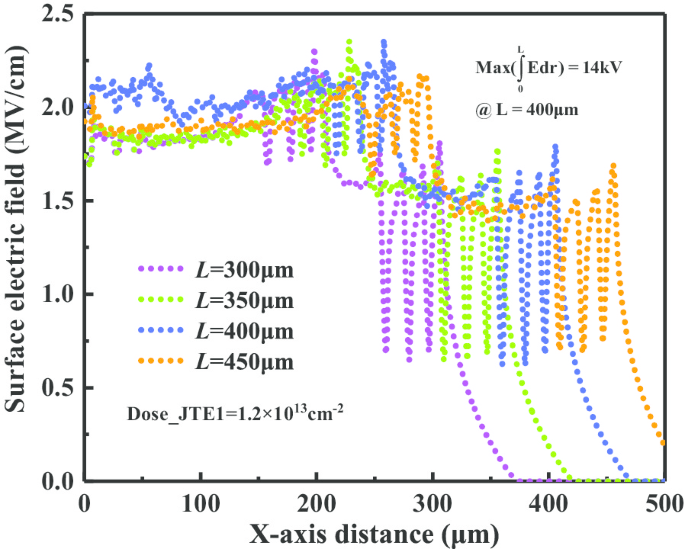
異なる端子長に対応する破壊における表面電界分布
4H-SiC PiN整流器の実際の製造では、表面状態の存在を考慮する必要があります。これらの表面状態は、深い界面状態にトラップされた正孔、P-SiCの固定酸化物電荷(P ++ を含む)に由来します。 層とP-JTE領域)/ SiO 2 インターフェイスと実装プロセス[15、16、17、18]。 CFM-JTE終端の場合、インターフェース S での電界変調 1 および S 2 インターフェースの正電荷( Q それ )、実効料金( Q j )および垂直方向に印加された電位を図7で分析します。
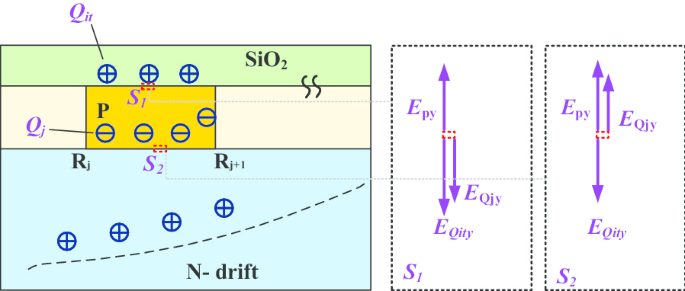
S での電界変調 1 および S 2 インターフェースの正電荷( Q それ )、実効料金( Q j )および適用される可能性
正のインターフェース料金( Q それ )反対の電荷場を生成します( E Qity )印加されたポテンシャル場( E py )、垂直界面の方向の電界強度を軽減するのに役立ちます。図8は、SiO 2 の電界分布を示しています。 / SiCインターフェース S 1 異なる Q の条件下で それ 。
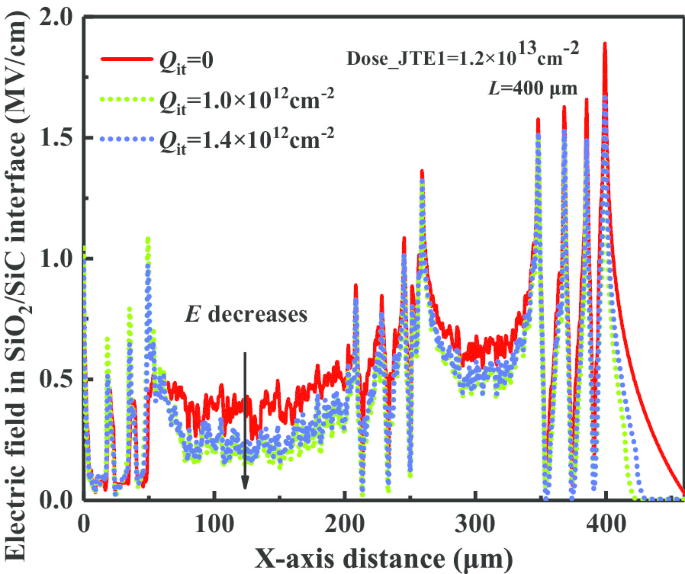
SiO 2 の電界分布 異なる Q の/ SiCインターフェース それ
インターフェース S での電荷場変調解析に関して 2 、 E Qity E のベクトル方向と反対です py および E Qjy 。 Q の存在 それ S の電界を減らすのに役立ちます 2.インターフェース電荷の存在を考慮する( Q それ )、より大きなイオン化有効電荷 Q j Q によって生成される電界強度を打ち消すために必要です それ 。したがって、 Q の量が それ 増加する場合、同じブロッキング能力を維持するために、JTEの最適な注入線量濃度を同時に高める必要があります。図9に示すように、全体的な BV–Dose Q の増加に伴い、曲線は上昇方向にシフトします。 それ 。
4H-SiCPiN整流器の界面電荷によるブロッキング容量への影響の比較
結果と考察
提案されたCFM-JTE4H-SiC PiN整流器は、4°軸外れ(0001)の4インチN型ウェーハで製造されています。ウェーハは、4層(N + )のエピタキシーによって成長します。 、N − 、P + 、P ++ )1×10 18 の濃度に対応 cm -3 、5×10 14 cm -3 、1×10 18 cm -3 および5×10 19 cm -3 。 CFM-JTE製造の主なプロセスフローを図10に示します。P ++ 層はエピタキシーによって成長し、均一で高度なドーピングが得られ、SiCとアノード金属間のオーミック接触品質が向上します。メサエッチング構造は、ICP-RIE施設でメサエッチングマスクを介して形成されます。エッチングガスは主にSF 6 で構成されています と酸素。 CFM-JTE構造を形成するために、500keVの最大エネルギーで複数のAlイオン注入が実装されています。 2段階のAlイオン注入を適用して、5つの減少するドープゾーンを形成します。 JTE1およびR 2 -R 3 ゾーンは、最初の埋め込みマスクを介して形成されます。 JTE2、R 1 -R 2 、R 3 -R 4 、R 4 -R 5 およびR 5 -R 6 領域は、2番目の注入マスクを介したAlイオン注入によって同時に構成されます。すべての人に知られているように、炭化ケイ素のイオン活性化率は、高エネルギーイオンを注入した後は高くなく、深刻な格子損傷を伴います。上記の望ましくない状況を改善するために、アルミニウムイオンの注入は、酸化物マスクを介して500°Cの温度で行われます。注入後のアニーリングは、高エネルギーイオン注入によって引き起こされる損傷をさらに修復し、有効イオンを増やすことによってドーピング濃度の精度を向上させるために、1800°Cの温度で10分間、カーボンキャップを使用してアルゴン雰囲気で実施されました。活性化率。 P型SiCオーミックコンタクトはAl / Tiを使用して形成されます。 RTAプロセスは、1000°Cの温度の不活性ガス窒素環境で2分間一貫して実行され、検査されます。高品質のパッシベーション層(SiO 2 層、Si 3 N 4 膜と厚いポリイミド層)は、表面の漏れを防ぎ、空気中での火花を防ぐために堆積されます[5]。 CFM-JTE PiN整流器は、最大0.1 cm 2 のアクティブエリアをカバーします 。製造プロセスは、従来の2ゾーンJTE 4H-SiC PiN整流器と一貫性があり、余分なマスクやプロセスステップがなく、製造の複雑さとコストを削減するのに非常に役立ちます。
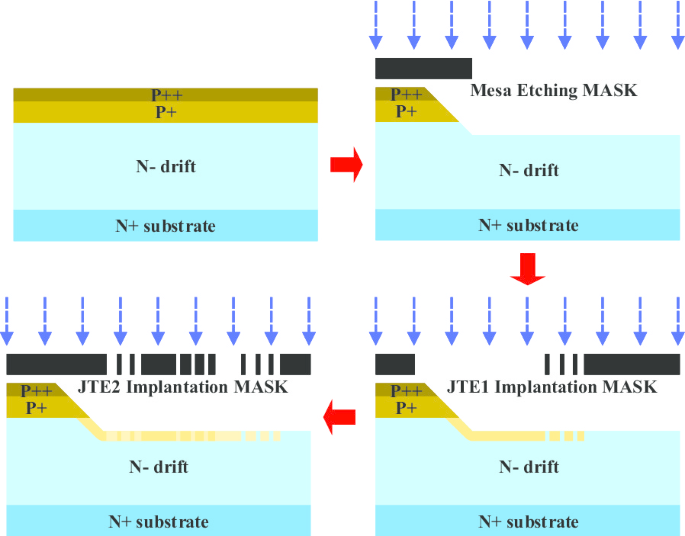
CFM-JTEのプロセスフロー
製造されたCFM-JTEPiN整流器の順方向特性は、CS-3200カーブトレーサー装置を使用してウェーハ上でテストされます。製造されたCFM-JTEPiN整流器は、キャリア寿命向上技術なしで大容量の順方向電流伝導を示します。図11に示すように、順方向電流は5.2Vの順方向電圧に対応する100Aまで測定されます。提案された整流器の差動オン抵抗は、3.1mΩcm 2 として測定されます。 室温で、3.6 Vの順方向電圧に対応します。さまざまな温度での順方向伝導特性も図11の挿入図に示されています。 I–V 曲線は負の温度係数の特異性を示しています。これは、温度が上昇すると材料の移動度が低下し、SiC材料のバンドギャップが狭くなると、P-N接合の自己構築電位が低下し、ドリフト領域のキャリア寿命が温度、それによって電流密度の増加につながります。測定されたターンオン電圧は、10A・cm -2 の順方向電流密度で定義されます。 。周囲温度が25から150°Cに上昇すると、3.14から3.04Vに徐々に低下します。順方向ターンオン電圧の最大シフトは、0.1 Vの値に対応する3%の範囲で固定されており、SiPiNよりもはるかに優れた温度安定性を示します。
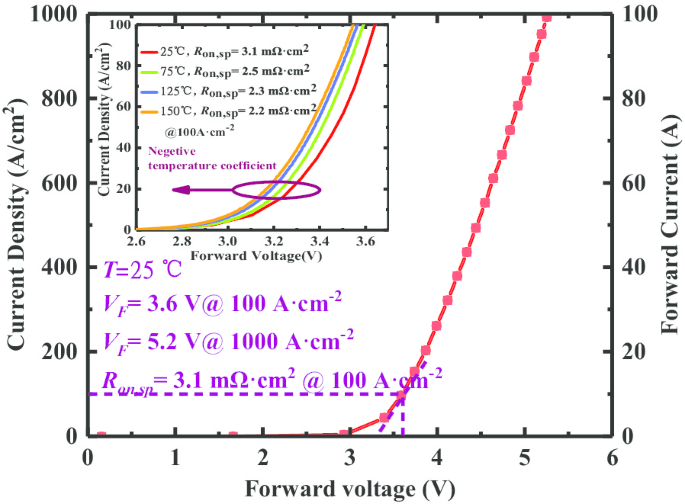
転送 I–V CFM-JTE PiN整流器の曲線と、挿入図のさまざまな温度環境での特性
CFM-JTE、ORA-JTE、および従来のTZ-JTEを備えた4H-SiC PiN整流器は、4インチウェーハ上に製造され、それらの端子保護効果を図12に示します。逆絶縁破壊電圧測定が実行され、浸漬されます。空気中でのアーク放電を避けるためにフロリナートオイルで。 JTE1線量1.2×10 13 での実験的測定 cm −2 、ORA-JTEおよび従来のTZ-JTEを備えたPiN整流器は、同じ端子長400μmでそれぞれ12.5kVおよび9.6kVのブロッキング容量を取得します。
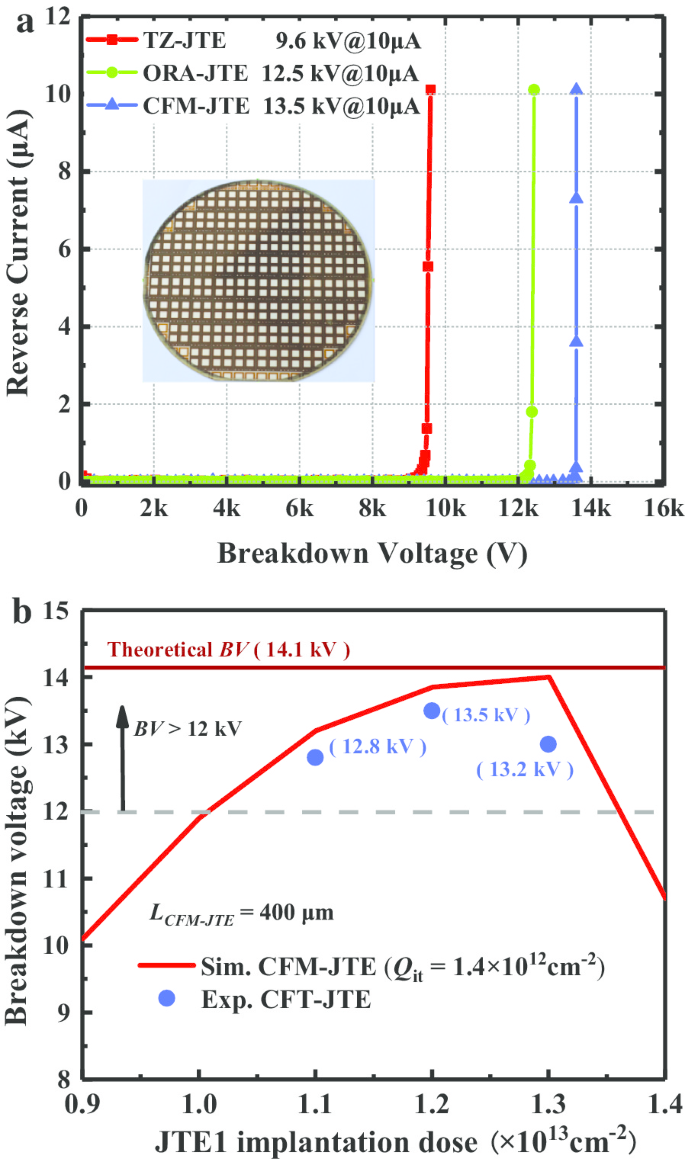
製造された4H-SiCPiN整流器の故障特性。 a 測定された BV CFM-JTE、ORA-JTEおよびTZ-JTEの。 b 異なる注入線量で測定されたCFM-JTEのBV。実線は実験値です
CFM-JTE PiN整流器のマルチバッチサンプルでは、10μAのリーク電流で13.5kVのブレークダウン電圧を繰り返し取得できました。実験的なブロッキング電圧は、理論的なブレークダウン値の最大96%に達します。これは、CFM-JTEの端子保護効率が高いことを示しています。 4H-SiC PiN整流器の100μmドリフト層では、130V /μmを超える耐電圧が達成されています。バリガの性能指数(BFOM =BV 2 / R on、sp )58.8 GW / cm 2 に達する 室温で。異なるJTE1注入量のCFM-JTEPiNが製造されています。絶縁破壊電圧の実験値とシミュレーション値を図12bに示します。実験値はシミュレーションの傾向と一致しており、CFM-JTE構造がJTE線量耐性ウィンドウを効果的に拡張できることを確認しています。表2は、最近報告された超高電圧4H-SiC整流器の特性を比較したものです。この作業で製造されたCFM-JTE4H-SiC整流器は、超高電圧ブロッキング容量、超高順方向電流伝導容量、および高終端効率の面で優れた性能を示します。
<図>結論
この作業では、4H-SiC CFM-JTEPiN整流器の設計と製造に成功しました。 CFM-JTEPiNの実験的な絶縁破壊電圧は13.5kVで、理論上のブロッキング値の96%に相当します。 CFM-JTEは、ORA-JTE(BV =12.5 kV、保護効率は最大88%)および従来のTZ-JTE(BV =9.6 kV、保護効率は最大68%)と比較して、端末保護効率が大幅に向上しています。 )。 CFM-JTE PiN整流器は、100 A @ V の大きな順方向電流を取得します F =キャリアライフタイムエンハンスメントテクノロジーを使用せずに5.2Vで、安定したフォワード I–V さまざまな温度での特性。 CFM-JTE PiN整流器のバリガの性能指数は、58.8 GW / cm 2 に達します。 室温で。 CFM-JTEの注入線量ウィンドウの許容誤差は、電荷電界変調に基づいて拡大されます。これは、従来のTZ-JTEの約2.8倍、ORA-JTEの1.4倍であり、プロセス変動に対する堅牢性がはるかに優れています。さらに、CFM-JTEの製造プロセスは、非常に複雑なプロセスやマスクの数を増やすことなく、従来のTZ JTEプロセスと一貫性があります。これは、CFM-JTEが十分な端末効率とプロセス公差。
データと資料の可用性
すべてのデータは制限なしで利用できます。
略語
- SiC:
-
炭化ケイ素
- JTE:
-
ジャンクションターミネーションエクステンション
- CFM:
-
変調された電荷場
- TZ-JTE:
-
2ゾーンジャンクションターミネーションエクステンション
- FLR:
-
フィールド制限リング
- MZ-JTE:
-
マルチゾーンジャンクションターミネーションエクステンション
- CD-JTE:
-
カウンタードープ接合終端拡張
- Ti:
-
チタン
- Al:
-
アルミニウム
- E c :
-
エネルギー伝導帯
- V F :
-
順方向電圧
- ORA-JTE:
-
アウトリングアシストジャンクションターミネーションエクステンション
- E q :
-
電界を充電する
- E p :
-
応用ポテンシャル場
- Q i :
-
有効電荷
- VLD:
-
さまざまな横方向のドーピング
- w r :
-
リング幅
- 2D:
-
二次元
- BV:
-
絶縁破壊電圧
- TW:
-
許容範囲ウィンドウ
- Q それ :
-
インターフェイスチャージ
- Q j :
-
イオン化有効電荷
- RTA:
-
ラピッドサーマルアニーリング
- R on、sp :
-
特定のオン抵抗
- BFOM:
-
バリガの性能指数
ナノマテリアル
- スマートホームセキュリティアプリケーションの回路保護、制御、およびセンシング設計に関する考慮事項
- エレクトロスピニング法による直接メタノール燃料電池用の新しい複合Tio2カーボンナノファイバー陽極触媒担体の製造と特性化
- 異なる粒子サイズのアベルメクチンナノデリバリーシステムの製造、特性評価、および生物活性
- 生物医学的応用のための球形の共役金-ザルガイ殻由来炭酸カルシウムナノ粒子の製造、特性評価および細胞毒性
- CoFe / Cコア-シェル構造ナノコンポジットの製造と高効率電磁波吸収性能
- ポリオール媒介プロセスによるZnOナノクリップの製造と特性評価
- 卓越したメソ多孔性と優れた触媒特性を備えた階層型ZSM-5ゼオライトの合成と特性化
- 3D懸垂構造の製造のためのワンステップマスクベースの回折リソグラフィー
- テラヘルツ範囲での吸収と偏光変換の切り替え可能な機能を備えた多機能デバイス
- 新しいデバイスは、最小のフットプリントと最小の消費電力で可視光を変調します
- 発電業界向けのガスおよび火炎安全アプローチ