


フィクスチャとツーリングの積層造形の設計
これが、積層造形の設計がまだ大多数の企業に採用されていない理由です。従来のフィクスチャの設計は、私たちが製造するマシンの機能と制限によって推進されています。メーカーは、ほとんどの場合、3軸CNCまたは手動工作機械を使用して製造現場の備品を作成します。
時間と費用効果の両方を実現するために、これらの器具は非常にかさばる傾向があります。これは、製造業者が生産設備に費やす時間を制限し、顧客の製品の製造により多くの時間を費やしたいためです。その結果、企業は、最終製品を製造する上で重要であるにもかかわらず、備品の製造を付加価値のない活動と見なしています。
これらのメーカーが最終的に私たちに直面する問題は、マシン時間(つまり、一部のリードタイム)と利用可能な人的資源の不足です。機械工場で部品を入手するためのリードタイムは、多くの場合、数週間で計算されます。最終的に機械の時間を入手すると、他の何かを中断または遅延させることになります。マシンを入手したら、コードを作成するために機械工が必要になるか、手動で作業を行う必要があります。したがって、その仕事を行うことができる熟練したオペレーターが必要です。
私たちは通常、有機的な形状の複雑な部品を製造していますが、多くの場合、「プレート上のブロック」の固定具の設計になります。ただし、これは理にかなっています。私たちは機械にかかる時間を制限したいと考えており、ストック材料は通常、正方形のバー、チューブ、またはシートで提供されます。この現状では、長いリードタイム、施設の周囲に保管する必要のある大きくてかさばる備品、および人件費と機械時間のコストを考慮すると、部品に対するコストの比率が高くなります。
追加の「クイックフィックス」
これらの課題に対応して、多くのメーカーが付加的な「クイックフィックス」ソリューションを採用しています。彼らは、内部の時間とリソースの課題に対処するために、積層造形に目を向けました。
設計を変更することなく、プリンターはすぐに機械工場のキューにリリースバルブを提供し、部品をより速く回転させ、昼夜を問わず無人で稼働します。部品の要件を満たすためにさまざまな材料を利用しながら、手作業を必要とせずに、より安価な器具の製造が可能になります。多くの場合、それはまた、固体金属の対応物よりも人間工学的に即座に改善します。
したがって、FDMの製造ユーザーにチェックインすると、これらの設計が多数表示されます。
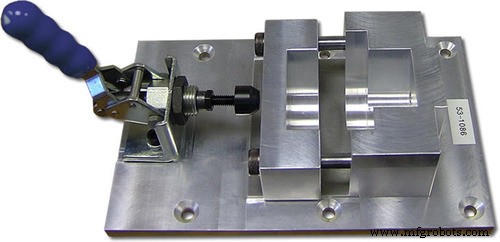
これは、お客様の1人の例です。彼らは毎年これらの備品のうち12個をアルミニウムで作っています。彼らの店はいつも忙しいので、彼らは彼らの生産を外注することになります。現在の方法では、1つの器具のコストは3,000ドルを超え、調達には4〜6週間かかります。このシナリオは、製造会社と話すときに非常に一般的です。
ソリッドABS3Dプリントフィクスチャと比較してください。費用は190ドルで、制作には1日弱の約19時間かかります。
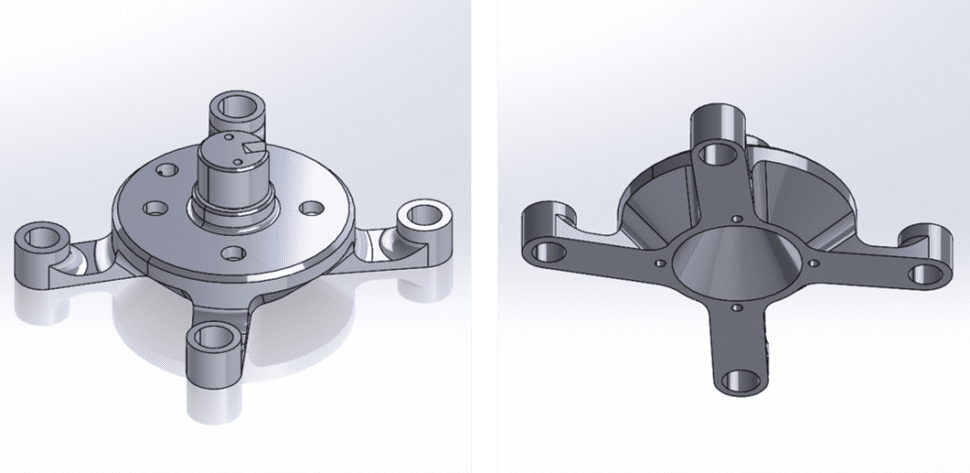
付加的なプリンシパルに設計を適用すると、これらの改善をさらに一歩進めることができます。上記のデザインを使用することで、コストを76ドルに、印刷時間を11時間に短縮できます。これは、従来のデザインを印刷する場合と比較して、60%のコストと42%の時間の節約になります。
アディティブマニュファクチャリングを設計する際のよくある間違い
設計のベストプラクティスに入る前に、添加剤の設計に関するいくつかの誤解を調べ、人々が犯す2つのよくある間違いを強調したいと思いました。
「添加剤の設計」というフレーズは非常に広い用語です。 「製造のための設計」のような用語から1つ下のレベルと考えることができます。添加剤の設計について質問され、「何をしようとしているのか」と尋ねると、混乱することがあります。および「どのマシンを使用していますか?」
すべてのタイプの3Dプリンターには独自のベストプラクティスのセットがあるため、これは重要です。現在、FDM、SLA、Polyjet、Binder Jet、DMLSなどの名前の3Dプリンターには数十種類あります。それぞれ、そのサブファミリー内でバリエーションがあります。ミルと旋盤の設計原理が異なるのと同じように、各添加剤システムには固有のルールセットがあります。
多くの人々はまた、積層造形が欠点なしにすべての問題を解決すると考えています。添加剤は非常に用途が広く、製造に大きな影響を与えましたが、それが実現できる特効薬の解決策ではありません。この一例は、安価で簡単に調達できるコンポーネントです。ボルトやネジなど、オンラインで数セントで購入できる部品を印刷するようリクエストがありました。 3D印刷が必要なアプリケーションと、大量生産されたコンポーネントがより適切なオプションである場合を理解して評価する必要があります。
よくある間違い
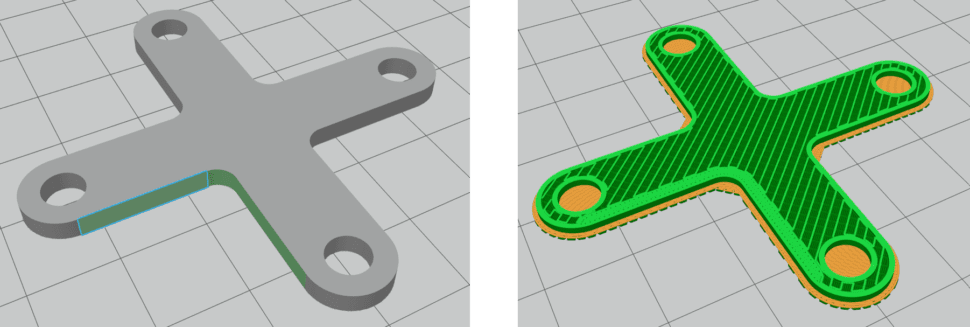
アディティブマニュファクチャリングの設計時によく見られる2つの間違いは、FDM3D印刷部品のシェル化とくり抜きです。インフィルがない、または非常にまばらであるという意味ではなく、材料費を節約するために、パーツジオメトリの中空キャビティでモデリングすることを意味します。
ほとんどの場合、これは意図した効果とは逆になります。 FDMプリンターには、オーバーハング用のサポート資料が必要です。設計者が中空またはシェル部品を使用すると、非常に大きなオーバーハングが作成されることが多く、サポート材料を再充填する必要があります。場合によっては、くり抜かれたパーツに、印刷が完了した後に削除できないサポート素材が含まれていることがあります。
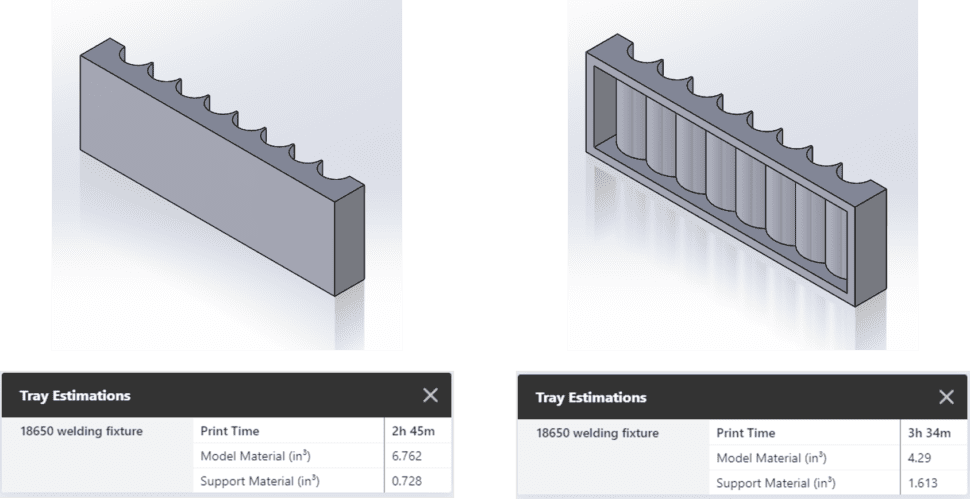
この砲撃の例では、全体的な材料使用量がわずかに減少していますが、ビルド時間はほぼ1時間増加しています。これは、モデルと独自のサポートマテリアルを切り替えるシステムでは、2つのマテリアル間ですべてのレイヤーを常に切り替える必要があるためです。
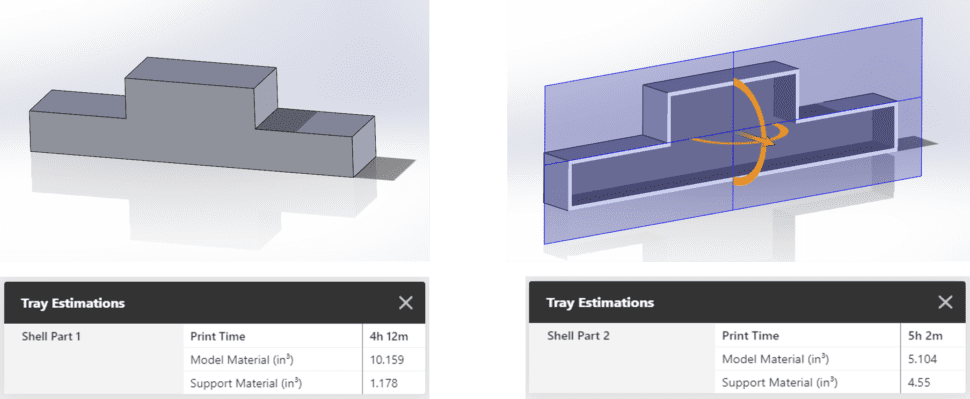
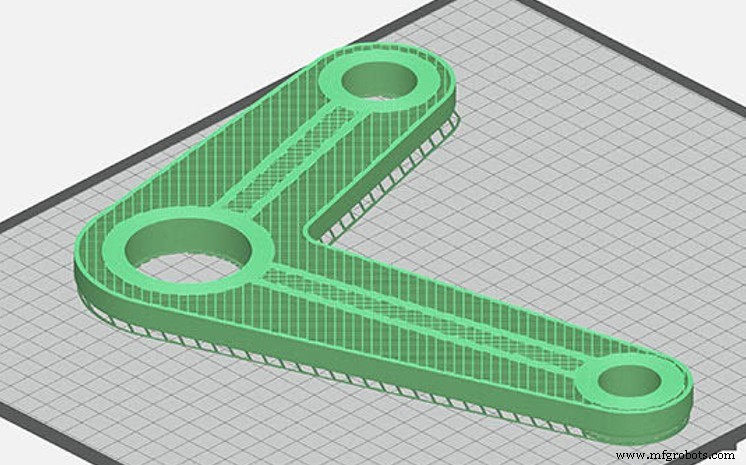
再びくり抜くと、全体的な材料使用量はわずかに減少しますが、印刷時間は増加します。その上、このシナリオでは、最終的な印刷から削除できないトラップされたサポートが作成されます。
6FDMの追加ルールの設計
アディティブマニュファクチャリング(DFAM)の設計の課題と誤解を理解したところで、FDMプリンターで使用できる最も簡単で一般的な設計ルールのいくつかを掘り下げてみましょう。
1。自立角度
45度ルールと呼ばれることもあるこのルールは、オーバーハングが垂直から45度未満である限り、FDMパーツはサポートを必要としないことを示しています。これは、既存の部品に加えることができる最も迅速で簡単な設計変更の1つです。サポート材料の使用量を減らし、印刷時間を短縮します。このルールの重要な注意点の1つは、すべてのマテリアルがカットオフとして45度を使用するわけではないということです。これは材料の種類によって異なり、通常は40度から60度の間です。
2。かさばる機能から材料を排除する
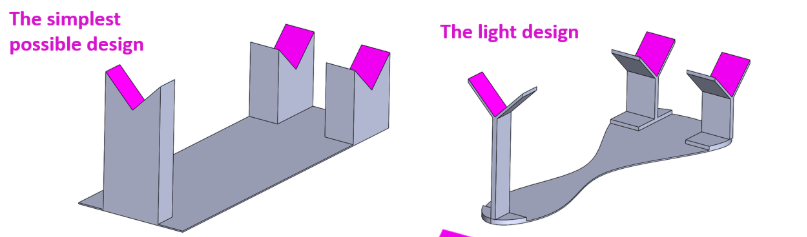
かさばる機能から材料を排除することは、通常、エンジニアがシェルまたは中空部品を設計するときに求めていることです。確かに3D印刷では材料の使用量を大幅に減らすことができますが、その方法に注意する必要があります。
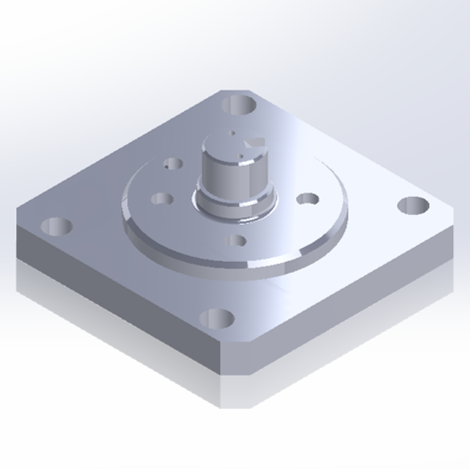
材料を除去しようとするときに使用できるトリックの1つは、合わせ面に焦点を当てることです。パーツがフィクスチャと相互作用する、上記のピンクのような接点を設計することから始めます。その時点から、強度を追加する場合でも、一般的に軽量にする場合でも、パーツの最終目標に基づいて設計を行うことができます。
3。顔による選択力
面による選択強度は、構造の完全性を維持しながら軽量部品を設計するために使用されるもう1つのツールです。 GrabCAD Printを使用すると、ユーザーはネイティブCADジオメトリをインポートできます。プログラム内で顔や体などを参照できます。個々のボディと面を選択し、充填密度と壁の厚さを指定できます。これにより、強度を追加する必要がある場所にのみ素材を配置できるため、パーツ全体を完全に塗りつぶす必要がなくなります。
4。体による選択力
面による選択強度と同様に、ボディによる選択強度により、ユーザーは個別のCADボディ間の充填レベルを制御できます。これは単純化された例ですが、パーツ内に薄いボディを追加することで、構造的なリブを作成し、まばらで軽量なパーツを維持しながら機械的性能を確保できます。
5。メタルインサースト
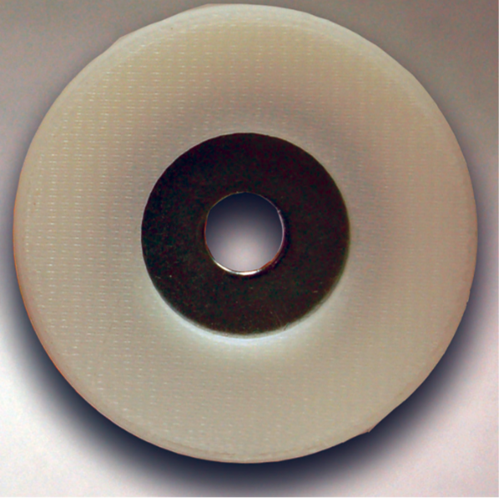
3D印刷された部品の領域に過度の摩耗が見られる場合は、金属インサートが最適です。部品全体を絶えず再印刷する代わりに、ナット、ワッシャー、ヒートセットネジ付きインサートなどの金属インサートを配置すると、部品の寿命を延ばすことができます。
ナットやワッシャーなどの埋め込みインサートには、配置するCADジオメトリにモデル化された穴が必要です。ワッシャーまたはナットを印刷に含めるには、インサートを配置する穴を塞ぐ前に、プリンターを1〜2層一時停止するように設定します。これにより、プリンタに移動し、インサートをドロップして、印刷を再開できます。金属面に直接印刷する場合は、印刷品質を確保するために、金属合わせ面にアクリルスプレーをスプレーすることをお勧めします。

ヒートセットインサートは、むき出しのプラスチックでは耐えられない繰り返しのねじ切りを可能にします。これらは、はんだごてを使用して印刷した後に配置されます。インサートを配置する穴の側面にインサートが食い込むために、少し余分な固形物を残すことが重要です。 GrabCAD Print内で、使用する予定のインサートのサイズを指定できます。ソフトウェアは自動的に穴のサイズを変更し、追加の壁材を提供します。
6。統合されたアセンブリ
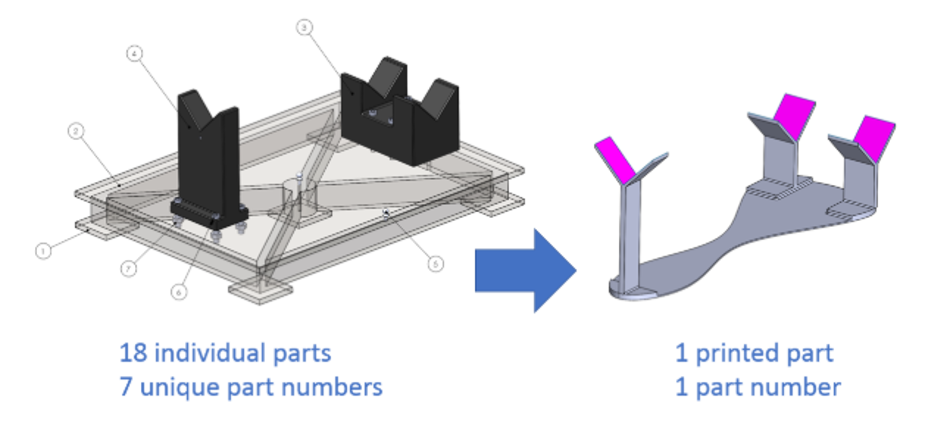
かさばる器具の例に戻ると、この部品を印刷すると部品の数が18から1に減り、組み立てなしで製造できることがわかります。
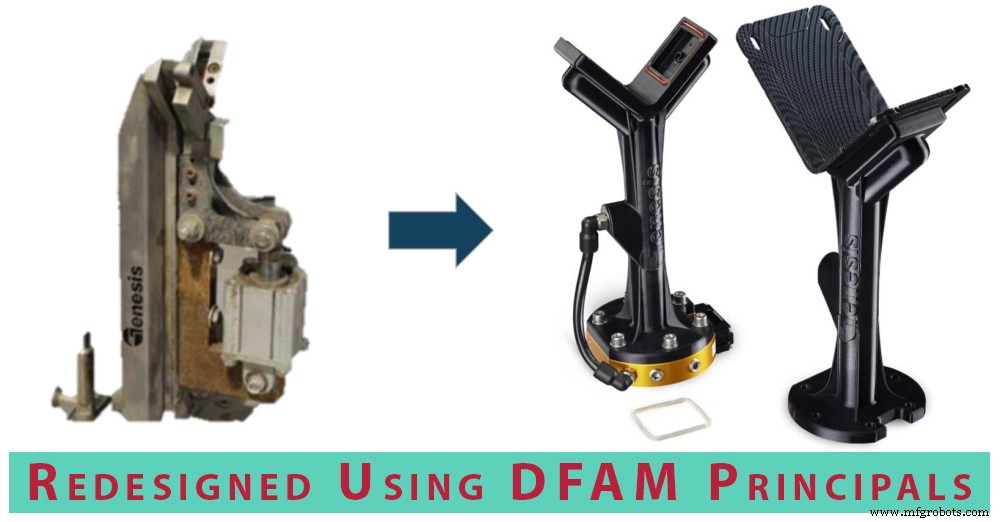
より複雑な固定具を必要とする人が使用するもう1つの一般的な方法は、ハイブリッドツールと呼ばれるものを使用することです。これらのハイブリッドツールには、金属製の留め具、油圧、ホースライン、およびより高度なアプリケーションに必要なその他のアタッチメントなどが組み込まれています。
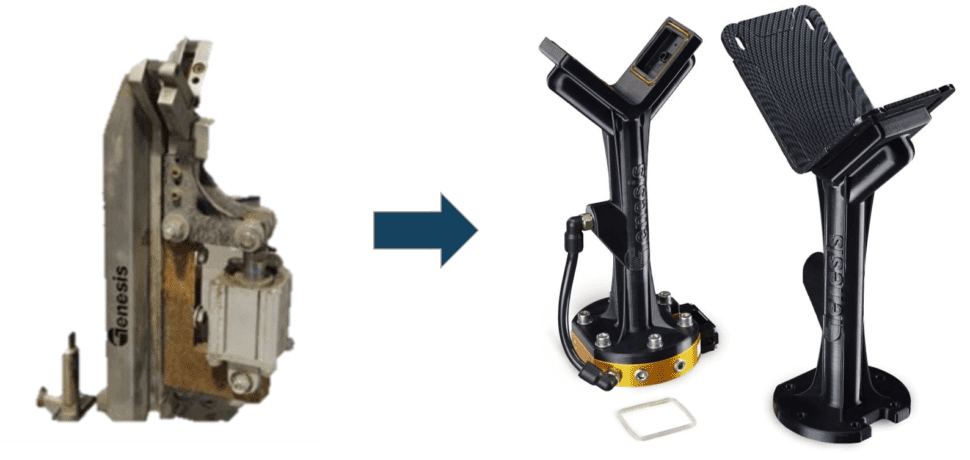
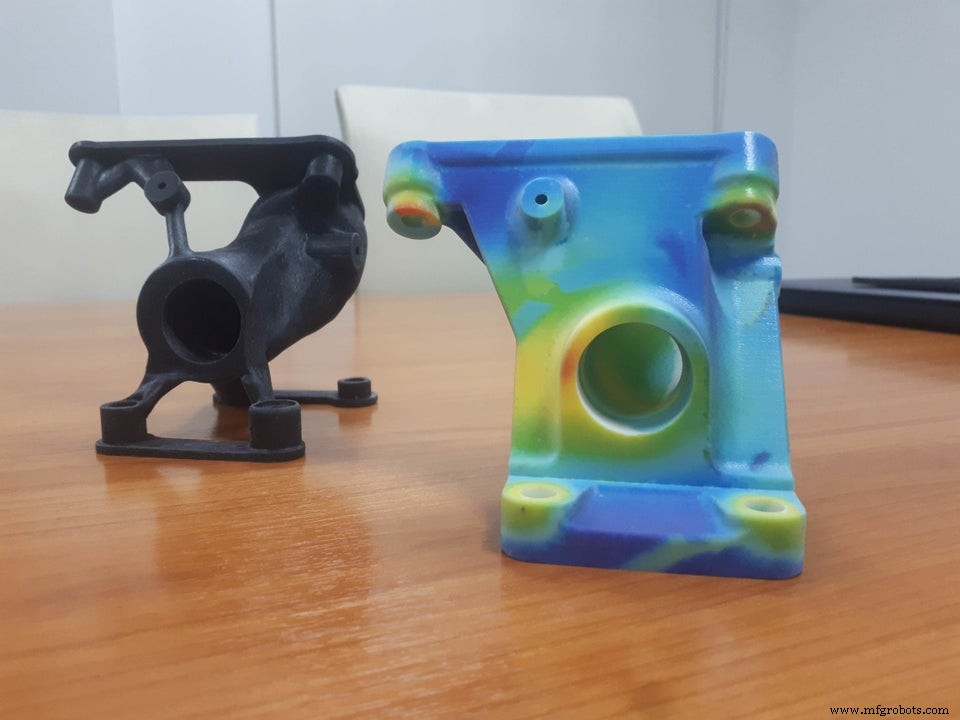
Genesis Systemsのこの例は、エアラインと金属ファスナーを組み込んだ再設計された3D印刷ツールの隣に、従来の製造されたアームエンドツールを示しています。 Genesisはツールの重量を大幅に減らすことができ、このアプリケーションでより速く、より小さく、より安価なロボットを使用できるようになりました。

この次の例はフォードから来ています。左側の元のツールはアルミニウムで作成されており、オペレーターがコンバーチブルにウィンドウを取り付けるのに役立ちます。このフィクスチャーは、アルミニウム製であるにもかかわらず、非常にかさばっていました。また、制御しないと車の塗装作業に損傷を与え、遅延と追加コストが発生します。右側の3D印刷された再設計には、サポートに内部リブを利用しながら、同じ必要なエアラインとファスナーが組み込まれています。新しい3Dプリントデザインの重量は7.5ポンド未満です。
付加的な結論のための設計
すべてをまとめて、私たちは話しました:
- 従来から製造されているツールと、製造方法と原材料の両方が設計の選択をどのように推進しているか。部品を入手するためのリードタイムを短縮したいという願望と、主な制限は機械の可用性と熟練した労働力であると話しました。
- 従来の設計を使用している場合でも、企業は積層造形に切り替えることでメリットを享受できます。これらの直接印刷されたデザインは、通常、軽量化により、リードタイム、コスト、および全体的な人間工学が向上します。
- 「積層造形の設計」というフレーズについての誤解。たとえば、用語が広すぎるなど。 FDM印刷技術を使用する際の、くぼみと砲撃のよくある間違いを調べました。
- 最後に、将来の設計に実装できる6つの簡単な設計のヒントを確認して、部品の時間とコストをさらに削減し、全体的な機能を向上させました。
3Dプリント
- アディティブマニュファクチャリングにおける4つの有望な自動化トレンド
- アディティブマニュファクチャリングと射出成形—生産ライフサイクルの新しいビジョン
- アディティブマニュファクチャリングの設計を検討する必要がある6つの理由
- 2019年の積層造形に関する4つの質問
- 専門家インタビュー:アディティブマニュファクチャリング、ジェネレーティブデザイン、インダストリー4.0に関するオートデスクのRobert Yancey
- アディティブマニュファクチャリングの設計によるスイートスポットの発見
- AMフライデーと追加ポッドキャストの紹介
- EssentiumとLehvossが提携して積層造形用の材料を開発
- PCBを製造するための設計
- 医学および歯科における付加製造
- なぜ製造のための設計が重要なのか?