


アディティブ マニュファクチャリング サポート構造:その重要性とその設計方法

アディティブ マニュファクチャリングは、製造の可能性に新たな時代をもたらしました。 3D プリント技術により、これまでにない速度と精度で、複雑な寸法と角度を特徴とする、以前は「作ることができなかった」部品を作成することができます。ただし、材料が層ごとに追加される付加製造プロセスの性質は、多くの場合、部品が造形中に内圧 (本質的には重力) を管理するためのサポートを必要とすることを意味します。そのサポートがなければ、追加レイヤーは周囲の素材によって支えられずに崩壊することができず、印刷が失敗します.この課題に対処するために、3D プリント パーツにサポート構造を設計する必要がある場合があります。
3D プリント パーツの速度、品質、コストの可能性を最大限に引き出すには、サポート構造と、それらを付加製造プロジェクトに統合する方法を理解することが重要です。
3D プリントのサポート構造とは?
サポート構造は、製造中にサポート材料を持たない 3D プリント パーツの要素を支えます。すべての 3D プリンティング プロセスにサポート構造が必要なわけではありません。Stratasys の Fused Deposition Modeling (FDM)、Carbon Digital Light Synthesis™ (DLS)、および Stereolithography (SLA) プロセスでは多くの場合サポートが必要ですが、パウダー ベッド プリンティング プロセスである HP Multi Jet Fusion 、しません。
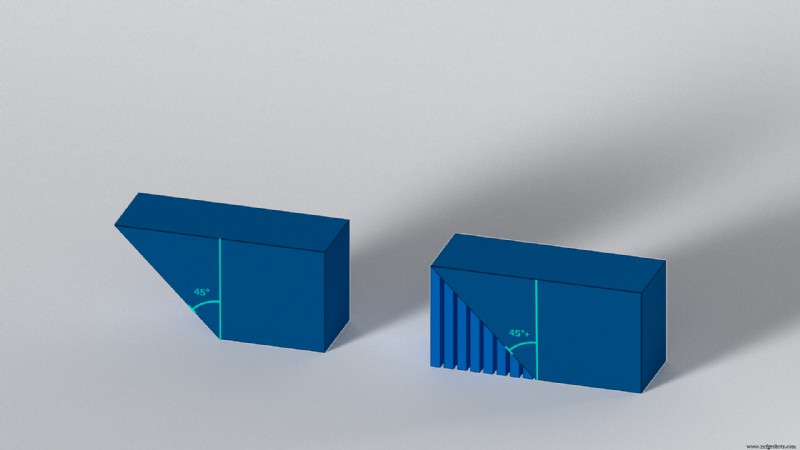
たとえば、Stratasys Fused Deposition Modeling (FDM) 付加製造プロセスでは、加熱された押し出し材料の層が、その下の材料層への接着によってプリント ベッドから構築され、傾斜した表面を作成するために、これらの下層からはみ出す場合があります。その角度が 45° を超えると、張り出した要素は一般にサポートを必要とするか、サポートされていない材料の重量によって要素が崩壊し、印刷が失敗します。
サポートが必要な場合は、部品の設計に組み込み、製造時に部品に印刷する必要があります。もちろん、これは、3D プリント プロセス中に必要となる追加の時間と材料、およびその後のサポート構造のその後のプロセス除去を考慮に入れることを意味します。
例外: すべての積層造形法がサポート構造を必要とするわけではありません。溶融堆積モデリング (FDM) などの 3D プリント技術は、プリント ベッドに材料の層を追加してパーツをプリントしますが、HP マルチ ジェット フュージョン (MJF) などのその他のテクノロジーは、パウダー ベッドからパーツをプリントします。粉末の層は自己支持型であるため、HP MJF 部品の設計に支持構造を組み込む必要はありません。
どのような種類のサポート構造が利用できますか?
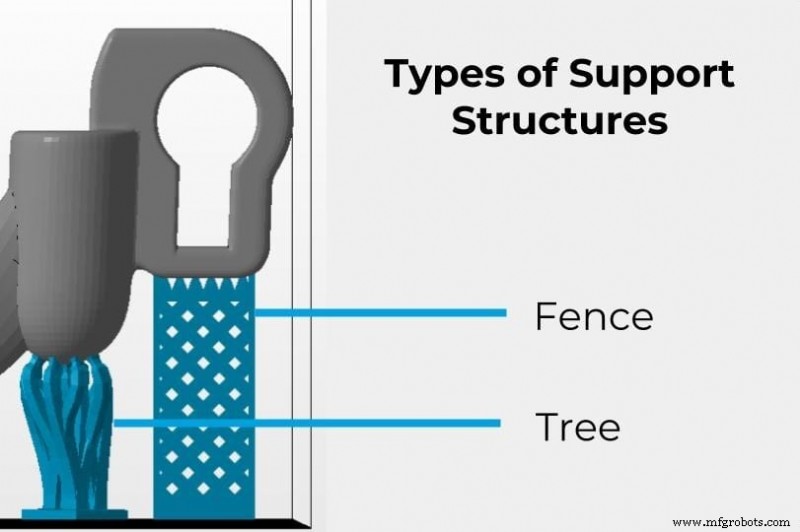
3D プリント パーツのサポート構造は、デザインと種類が異なりますが、「ツリー」と「フェンス」の 2 つのカテゴリに大きく分類できます。
- ツリーのサポート: 枝や幹に似たツリー サポートは、パーツを囲み、角度の付いた表面にぴったりと収まり、簡単に取り外すことができます。ツリー サポートは、3D プリント プロジェクトの一部として迅速に設計、適用、テストできるため、迅速な反復が可能です。その枝のような構造は、特定の地域をサポートするために遠く離れたところに手を差し伸べることができることを意味します。
- フェンスのサポート: 壁に似ており、さまざまな取り付けポイントがあるフェンス サポートは、多くの場合、格子構造で部品の表面に垂直に印刷されます。フェンス サポートは、ツリー サポートよりも耐久性が高く、取り外しが簡単で、通常、化粧品や大量生産に適しています。
アディティブ マニュファクチャリング サポート構造はいつ使用する必要がありますか?
「45° ルール」は、3D プリントされた 45° 以上のオーバーハングにはサポートが必要であり、45° 未満のものにはサポートが必要であることを示唆しています。
ただし、45° ルールは一般的な経験則と見なす必要があり、サポート構造の必要性は部品設計の複雑さと使用する材料によって異なります。場合によっては、ブリッジングが支持構造の代替手段となる場合があります。ブリッジングは、部品の完全性を損なうことなく、加熱された追加材料を短い距離 (通常は 5 mm 未満) にわたって伸ばす技術です。
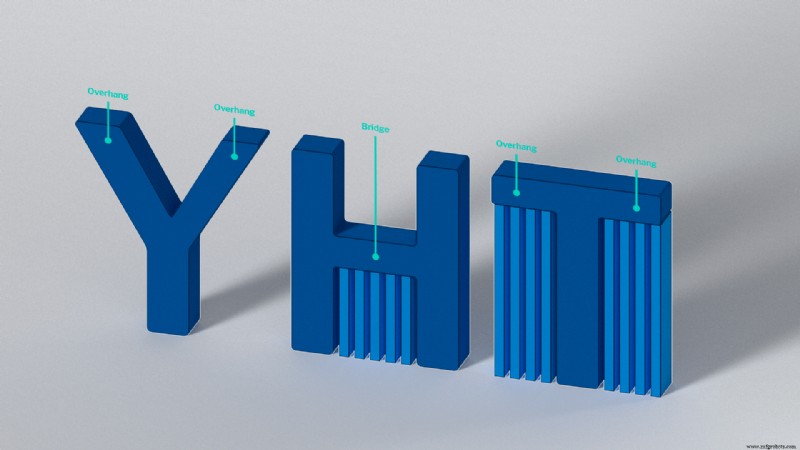
「YHT」の原則:直立した 3D プリント モデルとして考えた場合、Y、H、T の文字は、アディティブ マニュファクチャリング サポート構造の必要性を示すのに役立ちます。
- 文字 Y: 2 本のアームは文字 Y から 45° で伸びています – それらのオーバーハングの角度はサポート構造を必要としません。オーバーハング角度が 45° を超えると、サポート構造が必要になる可能性が高くなります。
- 文字 H: 文字 H の 2 つの垂直要素が互いに 5 mm 以内にある場合、H の水平要素をブリッジで 3D プリントできる可能性があります。垂直要素が 5 mm 以上離れている場合、水平要素にはサポート構造が必要になる場合があります。
- 文字 T: 文字 T の 2 つのアームは、垂直要素から 90° で伸びており、サポート構造が必要です。
オーバーハングの角度を超えて、他の要因がサポート構造の必要性に影響を与える可能性があります。これらには、3D プリンターの品質と印刷速度が含まれます。たとえば、低速のプリンターでは、サポート構造の必要性が高まる可能性があります。
サポート構造:製造上の課題
サポート構造は多くのアディティブ ビルドで必要ですが、プロジェクトが最終的に生成する廃棄物の量は言うまでもなく、大量生産のパーツのコストに大きな影響を与える可能性があることを覚えておくことが重要です。サポート構造を取り外す際にも注意が必要です。取り外したときに完成品に損傷を与えたり、跡を付けたりする可能性があるためです。
これらの要因を念頭に置いて、3D プリントされた部品は、サポート構造の必要性を最小化または排除するように理想的に設計する必要があり、可能であれば、品質、コスト、および生産のために部品を最適化するために、積層造形 (DFAM) の原則を適用する必要があります。時間。次の戦略は、サポート構造の必要性を減らすのに役立ちます:
オリエンテーション: プリントベッド上のパーツの向きは、サポート構造の必要性に影響を与える場合があります。たとえば、オーバーハングは、パーツを背面または側面に回転させることによって除去できます。上記の例では、3D モデルの各文字 Y、H、および T を背中に配置すると、張り出した要素が完全に排除され、サポート構造やブリッジが必要なくなります。
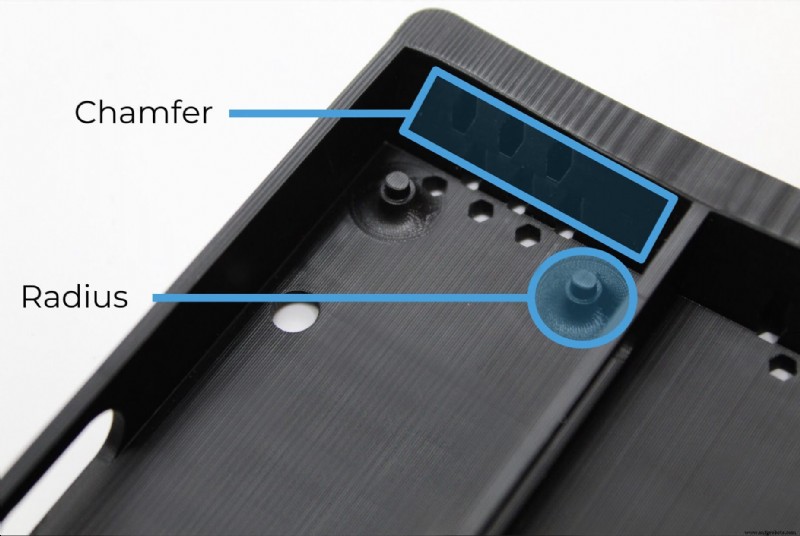
部品形状: 可能であれば、デザインからオーバーハングを取り除くか、その角度を 45° 未満に減らしてください。当然のことながら、機能上の要件によりオーバーハングを完全になくすことは不可能かもしれませんが、面取り、ガセット、半径などの代替設計要素を導入して、部品の形状をより自立させることができる場合があります。
パーツの分離: 3D プリント技術は複雑な単一部品の製造を可能にしますが、それらの部品に必要なサポートの量が品質や費用対効果を低下させる場合は、部品を後で組み立てることができる小さなコンポーネントに分割する価値があるかもしれません。たとえば、球状のパーツはかなりのサポートが必要ですが、それらを半分に分割し、大きな平面を作成することで、サポートを完全に不要にすることができます。
サポート密度: サポート構造に加えられる圧力によって、必要な強度と印刷に必要な材料の量が決まります。費用対効果の高い印刷を確実に成功させるには、突出した要素のサイズをサポートするのに十分な密度のサポート構造を確保してください。サポート構造が密になるほど、印刷後の除去が難しくなる可能性があることに注意してください。
溶解サポート: 一部の 3D 印刷技術では、二次印刷ノズルを介して、別の溶解可能な材料でサポート構造を印刷できる場合があります。これらのサポート構造は、水や化学薬品に浸したり、印刷後に溶解したりして、無傷の部品を残すことができます。溶解可能なサポートは、サポート構造の除去プロセス中に完成品が損傷する可能性を減らします。ほとんどの FDM 添加剤材料には溶解可能な支持体がありますが、DLS および SLA 材料にはありません。 HP MJF プロセスはサポートをまったく必要としません。
はじめに
サポート構造は、ほとんどのアディティブ マニュファクチャリング プロジェクトで引き続き不可欠な役割を果たします。
目標は常にサポート構造の必要性を削減または排除することですが、当社のエンジニアは、機能とコストのために部品を最適化することを目指しています。アディティブ マニュファクチャリング プロジェクトを実現する方法について詳しく知りたい場合は、今すぐ Fast Radius チームにお問い合わせください。
Fast Radius でパーツを作成する準備はできましたか?
見積もりを開始する産業技術
- アディティブマニュファクチャリングの設計を検討する必要がある6つの理由
- アディティブマニュファクチャリングとプロトタイピングのテクニック
- フィクスチャとツーリングの積層造形の設計
- Design for Additive Manufacturing(DfAM)3D Printing Strategies
- 米国の製造業における上位4つの課題とそれらを克服する方法
- 製造業者が従業員を見つけられない理由と製造日が採用にどのように役立つか
- ARとIIoTが製造業をどのように変革しているか
- PCBを製造するための設計
- アディティブ マニュファクチャリングと従来の製造が補完的なプロセスである理由
- SLDPRT および SLDASM ファイルとは何ですか?また、アディティブ マニュファクチャリングでどのように使用されますか?
- なぜ製造のための設計が重要なのか?