


理想的な Ender 3 (Pro および V2) PETG 設定!
Ender 3 が PETG をどれだけうまく印刷できるかをテストすることにし、複数の 20 mm 立方体と花瓶さえも印刷しました.
この記事では、私の調査結果、どの設定が機能し、どの設定が機能しなかったかなどを共有します!
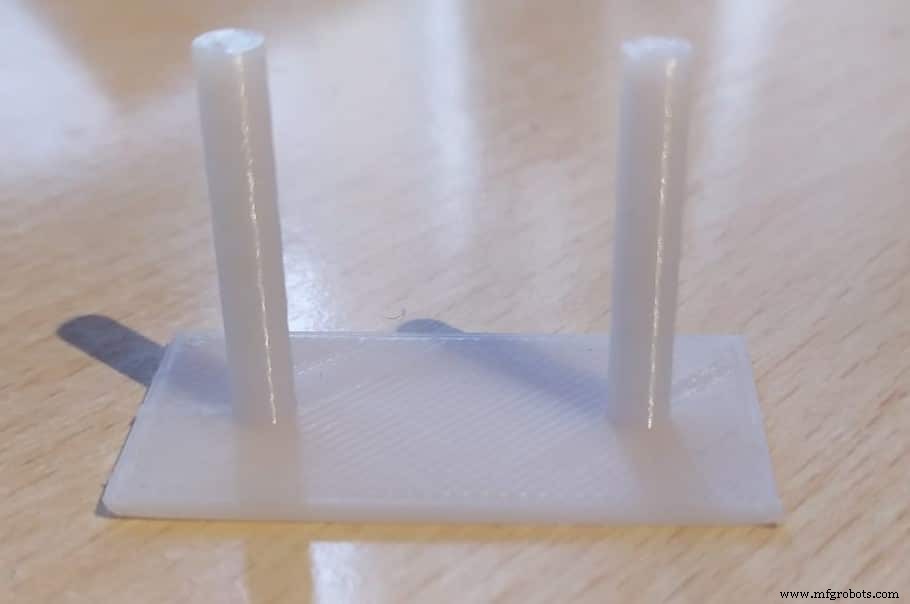
また、私が作成したモデルの写真をいくつか添付して、私が達成した印刷品質を確認できるようにします.
Ender 3 で高品質のプリントを作成するための理想的な設定を見つけるために試行錯誤を繰り返したくない場合は、特別に調整された独自の Cura プロファイルをぜひチェックしてください。 Ender 3 プリンター シリーズの場合(わずか 7 ドルですべて入手できます)。
それでは早速始めましょう!
印刷温度
一般的に言えば、PETG は 220°C から 250°C の範囲で非常に良好に印刷されます。ただし、Ender 3 は、240°C または 245°C を超えると損傷する可能性があるため、印刷するように設計されていないボーデン タイプのセットアップを使用するため、220°C から 240°C の範囲にとどまることをお勧めします。 /P>
私のテストでは、220°C で印刷すると、全体的に最高の印刷品質が得られました。
Ender 3 での理想的な PETG 印刷温度:
- 220°C ~ 240°C (220°C ではわずかに見栄えが良くなります)
20 以上の異なるプリントで複数の異なる印刷温度を試した後、私の場合、220°C が最良の結果をもたらすことがわかりました。 230°C 以上では、最上層または私のモデルに糸とブロブが作成されます。実際、実行した糸引きテストで確認できます (正しくなるまで、2 つの異なるフィラメントを使用して 10 回以上の糸引きテストを印刷しました)。
ベッドの接着力
反りを防ぎ、プリントが剥がれないようにするために、最初のレイヤーをプリント面に適切に接着させる必要があるため、プリント時に考慮すべき最も重要な要素はおそらくベッドの接着力です。
プリント温度、ベッド温度、使用しているビルド サーフェスのタイプなどの要因は、モデルがサーフェスにどれだけ密着しているかに影響します。
ベッド温度
PETG はかなり高い温度で印刷する必要があります。つまり、反りを避けるために、ベッドを 60°C から 70°C の間に設定する必要があります (60°C が一般的に推奨されていますが、私は持っていませんでした)。素晴らしい結果が得られます)。
さて、ご存じないかもしれませんが、床温度が高いほど接着力が強くなります。実際、プラスチックのガラス転移温度 (PETG の場合は 80°C) をわずかに超えるとベッドの接着力が最も強くなるという研究が実施されました (基本的に、ベッドの温度を80°C を少し超えています)。
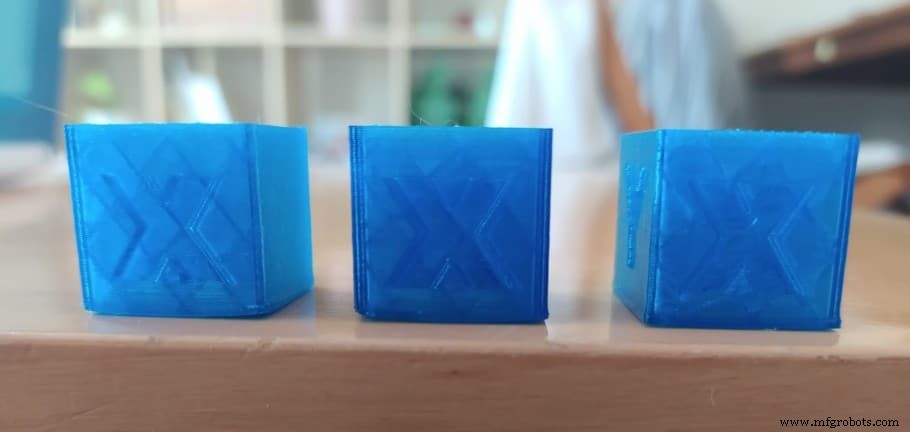
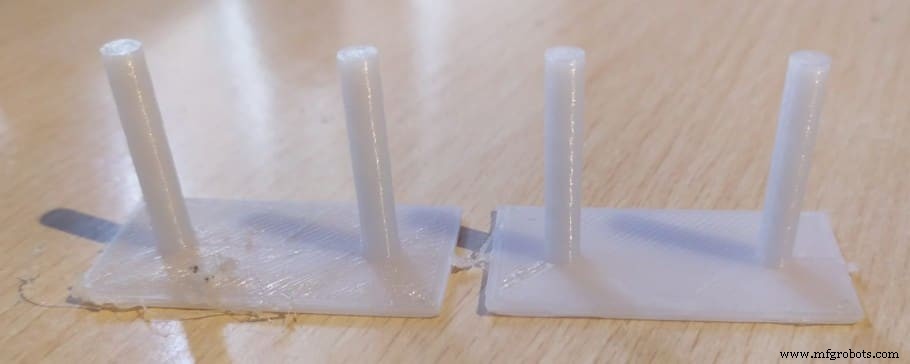
ベッド温度を変えて (60°C、70°C、85°C)、230°C で 20 mm の立方体をいくつか印刷しました。 °C の接着力は十分に強く、反りはほぼ解消されました。
したがって、60°C から始めて、印刷物がゆがむ場合は、ベッド温度を 70°C に上げることを検討してください。それがうまくいかない場合は、80°C または 85°C を試してください。
エンダー3の理想的なPETGベッド温度:
- 可能な限り強力な接着力を得るには、ベッドを PETG のガラス転移温度 (80°C) よりわずかに高く設定します。 85°C で最も強い接着力が得られるようです。
ビルド サーフェス

私の Ender 3 での PETG 印刷テストは、Creality ガラス ベッドを使用して実施されました。20 mm 立方体のような小さなオブジェクトは少し反りましたが、ベッドの温度に関係なく、ビルド プレートから外れることはありませんでした。
カプトン テープまたは青色のペインター テープを使用することをお勧めする人が多いのは、どちらも PETG をより強力に接着できるからです。
ただし、理想的な解決策は、Ender 3 ではなく、Ender 3 Pro と V2 の両方に付属するビルド サーフェスであると思われます。これは、PETG が付着する優れた表面を提供するため、BuilTak または磁気ビルド サーフェスです。プリントの除去も非常に簡単です。
重要な注意 :一部の Web サイトでは、PETG がガラス床に非常によくくっつく可能性があり、それを取り除くとガラスが壊れたり、ガラスの塊がいくつか取れたりする可能性があると述べています.私はそのような経験はまったくありませんでした。実際、PETG での私の経験では、PLA、TPU などの他の素材ほど接着力が強くありませんでした.
自分でテストして、何が機能するかを確認してください。プリントを取り除くのが難しい場合は、まずベッドを冷やしてください (ベッドを冷蔵庫に入れても、ベッドが収縮しやすくなり、PETG を簡単に取り除くことができます)。
PETG のスカート、つば、ラフトを使用して印刷しますか?
スカート、つば、いかだが何であるかを説明する記事全体を書きましたが、これらはベッドの接着を改善するのに本当に役立つので、ぜひチェックしてください.
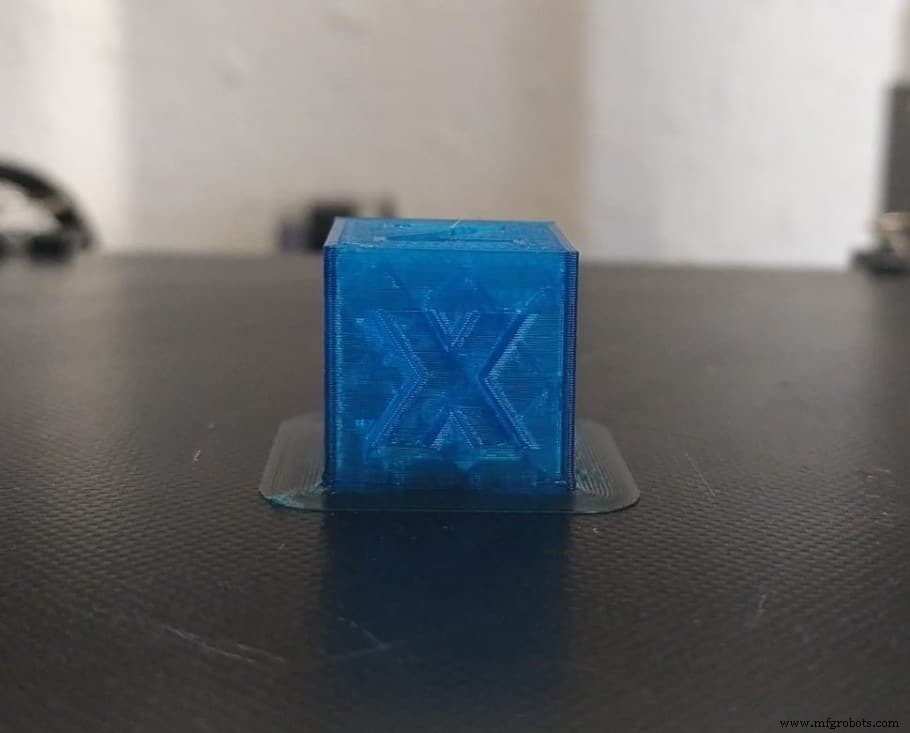
別のテスト キューブを印刷するとき、スカートで印刷するとすべてがゆがんだので、60°C のベッドでブリム を使用して別のものを印刷しようとしましたが、反りだけでなく、実際にビルドから外れました。プレート (これを数回試しましたが、常に同じ結果になりました)。
私が得た最高の結果は、ブリムを使用して印刷し、ベッド温度を 85°C に設定したことです これにより、印刷物が少しでも反ることなく、常にベッドに貼り付けられていたためです。
ラフトはベッドの接着力をさらに高めますが、ラフトはより多くの材料を使用し、モデルに跡を残すため、ラフト、つば、スカートについてリンクしたばかりの記事を必ずお読みください.
私は一般的にスカートを使用することをお勧めします.より良い接着力が必要な場合は、つばを使用してください.
撤回設定
リトラクトとは、エクストルーダーがフィラメントを引き戻してホットエンド内の圧力を解放し、フィラメントがにじみ出ないようにすることです。これは、糸引きを避けるために不可欠です。現在、溶融状態の PETG は他のフィラメントよりもはるかに粘性が高く、糸引きを避けることが優先事項である場合は、適切なリトラクション設定を有効にする必要があります。
ただし、PETG は PLA と非常によく似た印刷を行い、リトラクション設定は多くの場合同じか、非常に似ています。
そのため、Cura を使用している場合、ほとんどの場合、デフォルトの撤回設定で問題なく動作するはずです。
Ender 3 の理想的な PETG 収縮設定:
- 収納距離:6.5mm。
- 収納速度:25mm/秒
- 最大撤回回数:10。
- 最小押し出し距離ウィンドウ:10mm。
- コーミング モード:オンで「インフィル内」に設定 (ストリングなし)。
Ender 3 のリトラクションに関するすべての詳細を知りたい場合は、私たちが書いたこの記事をチェックしてください!
印刷速度
PETG は PLA よりも遅く印刷する必要はないので、Ender 3 のデフォルトの Cura 設定は問題なく動作するはずです (50mm/秒)。
プリントの品質を向上させたい場合は、好きなだけ速度を落とすことができますが、30mm/s から 50mm/s の間が最適なようです。
Ender 3 の理想的な PETG 速度設定:
- 30mm/秒~50mm/秒
プリント冷却
前に述べたように、最初の層をしっかりと接着させたいと考えています。これを達成するには、最初の数層が印刷されている間、層のファンをオフにする必要があります。
この後、ファンを 100% にしてディテールを増やし、糸引きを減らします。
ただし、ディテールが優先されず、より強度が必要な場合は、印刷中ずっとレイヤーをファンオフにして印刷してください。これにより、レイヤー間の結合が確実に改善され、モデルの全体的な強度だけでなく、レイヤーの強度も向上します。
Ender 3 の理想的な PETG 速度設定:
- 詳細については、レイヤー ファンは 100% にする必要があります。ただし、最初のレイヤーの密着性を確保するため、最初の 2 枚のレイヤーを除きます。
- 強度を上げるために、レイヤー ファンをオフにしてモデル全体を印刷します。
PETG で印刷するためのエンクロージャが必要ですか?
PETG で造形する場合、エンクロージャーは必要ありません。PETG は非常に単純な材料であるからです。ただし、エンクロージャー内の温度が比較的暖かく一定に保たれるため、モデルの反りや造形面からの剥がれを防止するのに確実に役立ちます。
現在、エンクロージャーで印刷すると、通常、いくつかの問題を回避するのに役立ちます。必要ではないかもしれませんが、密閉型プリンターを使用すると、いくつかの失敗した印刷から救うことができます.
PETG は簡単に使用できますが、ABS ほどではなく PLA よりも確実に反ります。より涼しい気候に住んでいる場合は、反りのリスクを減らすために PETG を同封することをお勧めします。
PETG での印刷に最適な Ender 3 の設定
PETG で印刷するための設定は、PLA で印刷するために使用される設定と非常によく似ています。ただし、重要な違いがいくつかあります:
- 印刷温度: 220~240°C (最上層は 220°C で見栄えが良くなります)。
- ベッドの温度: 最適な接着には 85°C。
- 最初のレイヤーの高さ: 0.2mm で最初の層の接着力を最適化。
- 後退距離: 6.5mm。
- 印刷速度: 30mm/秒~50mm/秒
- ファン速度: ディテールには 100%、強度にはオフ。
Ender 3 で高品質のプリントを作成するための理想的な設定を見つけるために試行錯誤を繰り返したくない場合は、特別に調整された独自の Cura プロファイルをぜひチェックしてください。 Ender 3 プリンター シリーズの場合(わずか 7 ドルですべて入手できます)。
結論
PETG で私が抱えていた主な問題はベッドの粘着性でした。特に 60°C のベッドでプリントしようとすると、オンラインで見た一般的な推奨温度です。 P>
ベッドの温度を 70°C に上げることにしましたが、実際の変化はありませんでした.
PETG のガラス転移温度は 80°C であるため、85°C を試してみることにしました。 -つばなしですが、これは BuildTak ではなくガラスベッドを使用しているためかもしれません。おそらく、BuilTak ベッドを使用すると、60°C で快適に印刷できます.
したがって、PETG でベッドの接着に問題がある場合は、ベッドの温度を上げてみてください!
それ以外は、Ender 3 は問題なく PETG を完全に印刷でき、印刷物は見栄えがよくなりますが、PLA はこのマシンでよりよく印刷され、より良い仕上がりになると言わざるを得ませんが、PETG 印刷物は
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント
- FDM 3D印刷:ASA、PETG、およびPCフィラメントの比較
- ラズベリーパイ温度および光センサー
- Ender 3 (Pro &V2) のノズルを交換する方法!
- エンダー 3 Z オフセット;調整方法
- エンダー 3 X 軸のたるみ;解決方法
- PLA は耐熱性がありますか? ABS、ASA、PETG など!
- Ender 3 Pro レビュー:2022 年に入手する価値はありますか?
- エンダー3のベッドレベリングの問題;それらを修正する方法!
- エンダー 3:ベッドを水平にし、水平に保つ方法!
- Ender 3 (Pro &V2) アップグレード;印刷して購入可能!
- 3D プリントの速度と温度:最適な設定