


プログラマブルロジックコントローラー(PLC)
ソリッドステート論理回路が登場する前は、論理制御システムは電気機械式リレーのみを中心に設計および構築されていました。リレーは現代の設計では時代遅れにはなりませんが、ロジックレベルの制御デバイスとしての以前の役割の多くに置き換えられ、大電流および/または高電圧スイッチングを必要とするアプリケーションに最も頻繁に追いやられています。
「オン/オフ」制御を必要とするシステムとプロセスは、現代の商工業に豊富にありますが、そのような制御システムが電気機械式リレーまたはディスクリート論理ゲートのいずれかから構築されることはめったにありません。代わりに、デジタルコンピュータがニーズを満たします。これはプログラムされている さまざまな論理機能を実行します。
プログラマブルロジックコントローラーの歴史
1960年代後半、Bedford Associatesという名前のアメリカの会社が、 MODICON と呼ばれるコンピューティングデバイスをリリースしました。 。頭字語として、それは Mod を意味しました ular Di gital Con トロラー、後にこれらの特殊用途の制御コンピューターの設計、製造、販売を専門とする会社部門の名前になりました。
他のエンジニアリング会社がこのデバイスの独自のバージョンを開発し、最終的には非独占的な用語で PLC として知られるようになりました。 、または P rogrammable L ogic C オントロラー。 PLCの目的は、電気機械式リレーを論理要素として直接置き換え、代わりにソリッドステートデジタルコンピューターをストアドプログラムに置き換え、多くのリレーの相互接続をエミュレートして特定の論理タスクを実行できるようにすることでした。
ラダーロジックとプログラミングPLC
PLCには多くの「入力」端子があり、センサーやスイッチからの「高」および「低」論理状態を解釈します。また、多くの出力端子があり、電源ライト、ソレノイド、コンタクタ、小型モーター、およびオン/オフ制御に役立つその他のデバイスに「高」および「低」信号を出力します。
PLCのプログラミングを容易にするために、PLCのプログラミング言語はラダーロジック図に似せて設計されました。したがって、ラダーロジックの回路図を読むことに慣れている産業用電気技師または電気技師は、同じ制御機能を実行するようにPLCをプログラミングすることに慣れているでしょう。
PLCは産業用コンピュータであるため、PLCの入力信号と出力信号は、交換用に設計された電気機械式制御リレーと同様に、通常120ボルトACです。一部のPLCには、論理ゲート回路で使用される大きさの低レベルDC電圧信号を入出力する機能がありますが、これは例外であり、規則ではありません。信号接続とプログラミングの標準は、PLCのモデルによって多少異なりますが、ここでPLCプログラミングの「一般的な」紹介を行うのに十分なほど類似しています。
次の図は、正面から見た場合の単純なPLCを示しています。 2つのネジ留め式端子は、L1およびL2とラベル付けされたPLCの内部回路に電力を供給するための120ボルトACへの接続を提供します。左側の6つのネジ留め式端子は、入力デバイスへの接続を提供します。各端子は、独自の「X」ラベルが付いた異なる入力「チャネル」を表します。
左下のネジ留め式端子は「共通」接続であり、通常、120 VAC電源のL2(ニュートラル)に接続されます。
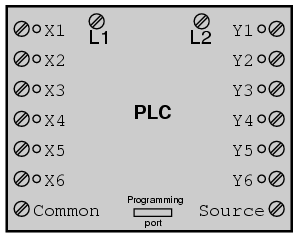
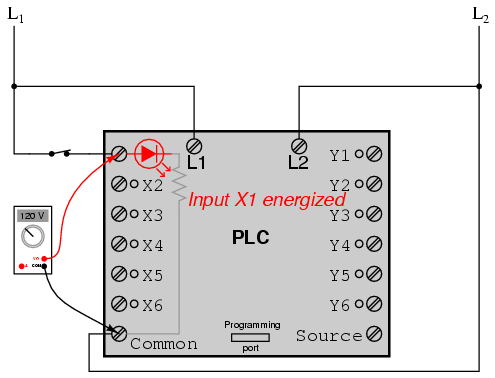
各入力端子と共通端子の間に接続されたPLCハウジングの内部には、コンピューターの回路に電気的に絶縁された「ハイ」ロジック信号を提供するオプトアイソレーターデバイス(発光ダイオード)があります(フォトトランジスターがLEDの光を解釈します) )それぞれの入力端子と共通端子の間に120VAC電源が供給されている場合。 PLCのフロントパネルにある表示LEDは、「通電された」入力を視覚的に示します。
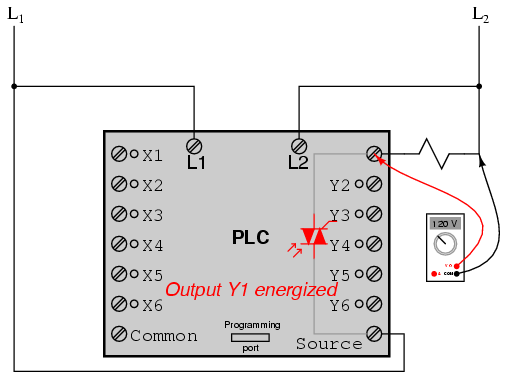
出力信号は、スイッチングデバイス(トランジスタ、トライアック、または電気機械式リレー)をアクティブにするPLCのコンピュータ回路によって生成され、「ソース」端子を「Y-」ラベルの付いた出力端子のいずれかに接続します。これに対応して、「ソース」端子は通常、120VAC電源のL1側に接続されます。各入力と同様に、PLCのフロントパネルにある表示LEDは、「通電された」出力を視覚的に示します。
このようにして、PLCはスイッチやソレノイドなどの実際のデバイスとインターフェースをとることができます。実際のロジック 制御システムの機能は、コンピュータプログラムによってPLC内に確立されます。このプログラムは、どの出力がどの入力条件で通電されるかを指示します。
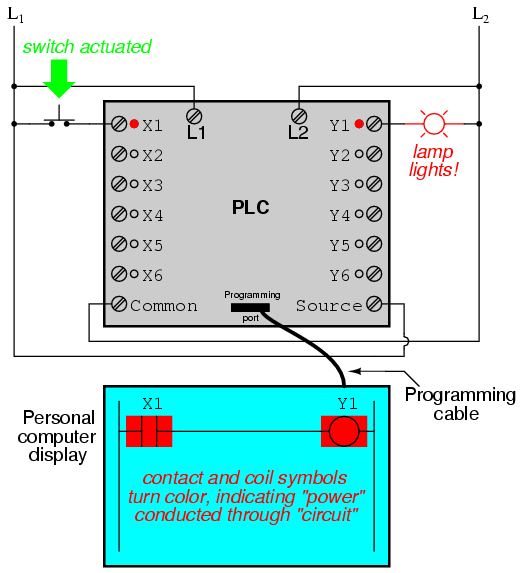
プログラム自体はラダーロジック図のように見えますが、スイッチとリレーの記号が付いていますが、入力と出力の間に論理的な関係を作成するためにPLC内で動作する実際のスイッチ接点やリレーコイルはありません。これらは架空です 必要に応じて、接点とコイル。プログラムは、PLCのプログラミングポートに接続されたパーソナルコンピュータを介して入力および表示されます。次の回路とPLCプログラムを検討してください。
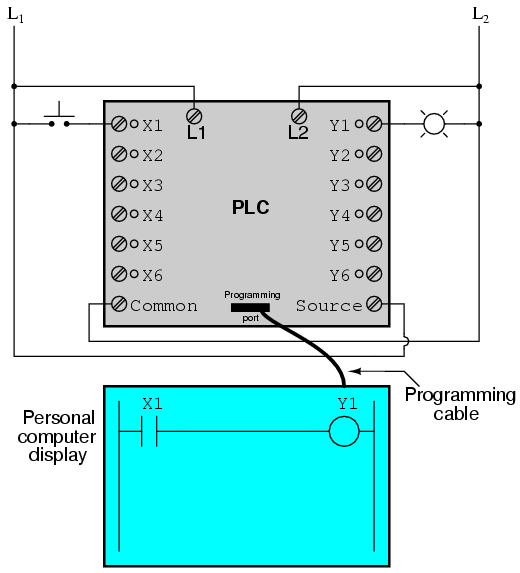
押しボタンスイッチが作動していない(押されていない)場合、PLCのX1入力に電力は送られません。 Y1コイルと直列に接続された通常開のX1接点を示すプログラムに続いて、「電力」はY1コイルに送信されません。したがって、PLCのY1出力はオフのままであり、PLCに接続されているインジケータランプは暗いままです。
ただし、押しボタンスイッチを押すと、PLCのX1入力に電力が送られます。プログラムに表示されるすべてのX1接点は、「X1」という名前のリレーコイルの通電によって作動するリレー接点であるかのように、作動(非正常)状態になります。
この場合、X1入力に通電すると、通常開いているX1接点が「閉じ」、Y1コイルに「電力」が送られます。プログラムのY1コイルが「通電」されると、実際のY1出力が通電され、それに接続されているランプが点灯します。
パソコンのディスプレイに表示されるX1接点、Y1コイル、接続線、および「電源」はすべて仮想であることを理解する必要があります。 。それらは実際の電気部品としては存在しません。これらは、実際のリレーの概略図に似ている、コンピュータプログラム(ソフトウェアのみ)のコマンドとして存在します。
同様に理解しておくべき重要なことは、PLCのプログラムを表示および編集するために使用されるパーソナルコンピュータは、PLCの継続的な操作には必要ないということです。パーソナルコンピュータからPLCにプログラムがロードされると、パーソナルコンピュータがPLCから取り外される可能性があり、PLCはプログラムされたコマンドに従い続けます。
これらの図には、実際の状態(スイッチの閉鎖とランプの状態)とプログラムの状態(仮想接点と仮想コイルを介した「電力」)の関係を理解するために、パーソナルコンピューターのディスプレイを含めています。
制御システムの動作
PLCの真のパワーと汎用性は、制御システムの動作を変更したいときに明らかになります。 PLCはプログラマブルデバイスであるため、PLCに接続されている電気部品を再構成しなくても、指定したコマンドを変更することでPLCの動作を変更できます。
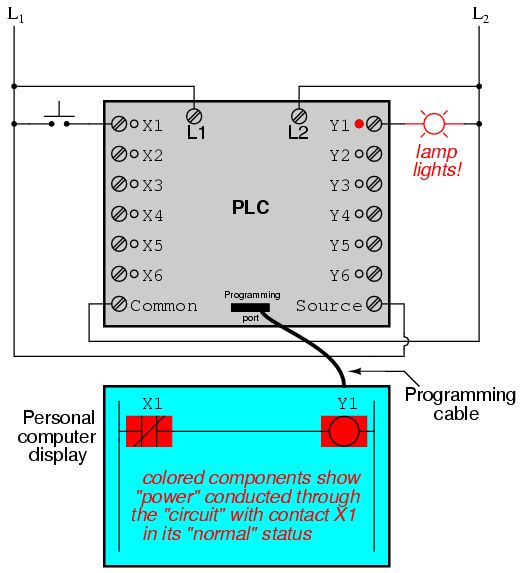
たとえば、このスイッチとランプの回路を逆に機能させたいとします。ボタンを押して、ランプをオフにします。 、離してオンにします 。 「ハードウェア」ソリューションでは、現在配置されている通常開のスイッチの代わりに、通常閉の押しボタンスイッチを使用する必要があります。 「ソフトウェア」ソリューションははるかに簡単です。連絡先X1が通常開いているのではなく、通常閉じているようにプログラムを変更するだけです。
次の図では、押しボタンが作動していない状態( ではない)で変更されたシステムが示されています。 押されている):
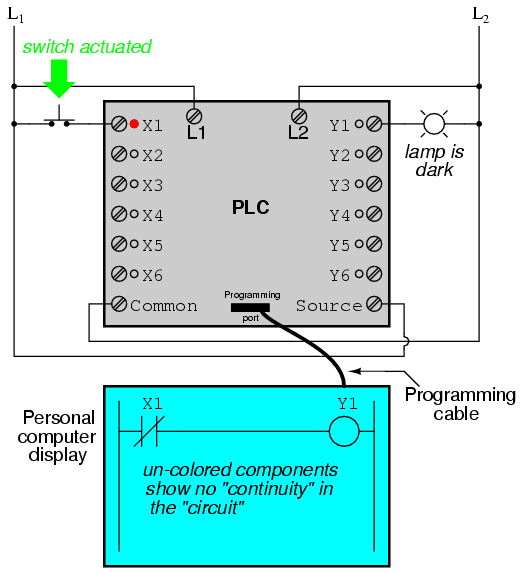
この次の図では、スイッチが作動(押されている)で示されています:
ハードウェアではなくソフトウェアで論理制御を実装する利点の1つは、入力信号をプログラムで必要な回数だけ再利用できることです。たとえば、3つの押しボタンスイッチのうち少なくとも2つが同時に作動した場合にランプをオンにするように設計された、次の回路とプログラムを考えてみましょう。
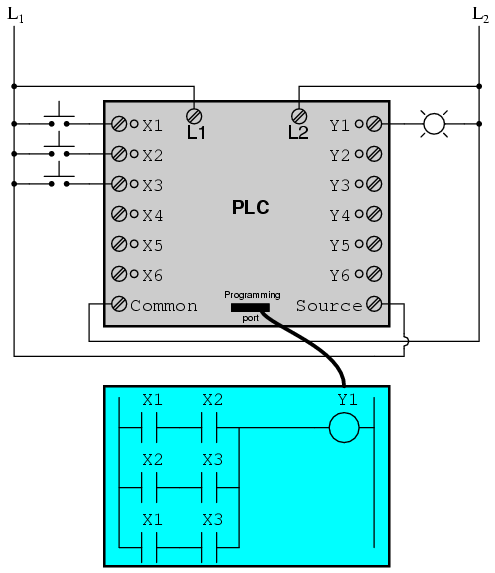
電気機械式リレーを使用して等価回路を構築するには、入力スイッチごとに2つの接点を提供するために、それぞれ2つの通常開接点を持つ3つのリレーを使用する必要があります。ただし、PLCを使用すると、ハードウェアを追加しなくても、「X」入力ごとに必要な数の接点をプログラムできます。これは、各入力と各出力がPLCのデジタルメモリの1ビット(0または1)にすぎないためです。 、および必要に応じて何度でも呼び出すことができます。
さらに、PLCの各出力はメモリ内のビットにすぎないため、出力(Y)ステータスによって「作動」するPLCプログラムの接点を割り当てることができます。たとえば、この次のシステムであるモーターの始動-停止制御回路を考えてみましょう。
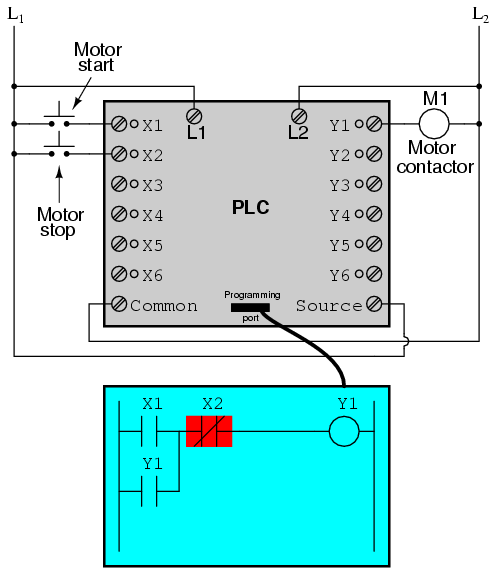
入力X1に接続された押しボタンスイッチは「開始」スイッチとして機能し、入力X2に接続されたスイッチは「停止」として機能します。プログラム内のY1という名前の別の接点は、出力コイルのステータスを直接シールイン接点として使用するため、「開始」押しボタンスイッチを離した後もモーターコンタクタは通電され続けます。通常は閉じている接点X2が色付きのブロックで表示され、閉じている(「導電性」)状態にあることがわかります。
「開始」ボタンを押すと、入力X1がオンになり、プログラムのX1接点が「閉じ」、Y1「コイル」に「電力」が送られ、Y1出力がオンになり、120ボルトのAC電源が供給されます。実際のモーターコンタクターコイル。並列Y1接点も「閉じる」ため、「回路」が通電状態でラッチされます。
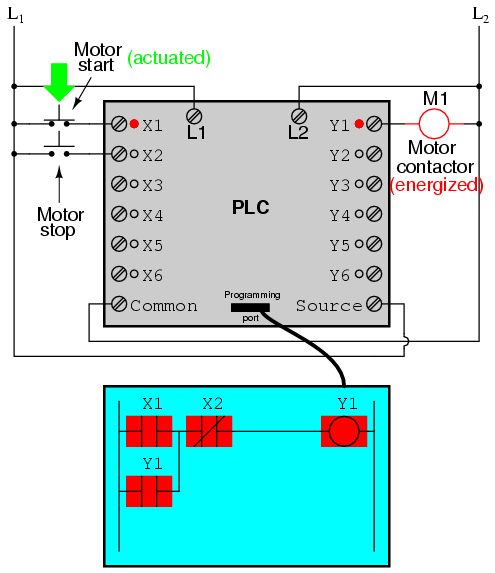
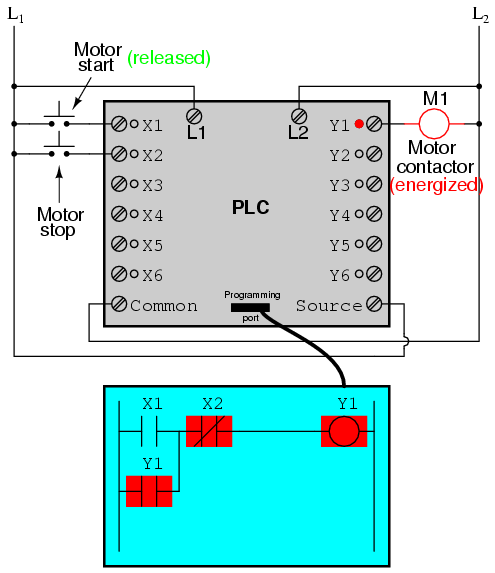
ここで、「開始」押しボタンを離すと、通常開いているX1「接点」は「開」状態に戻りますが、Y1シールイン「接点」が「連続性」を提供し続けるため、モーターは動作し続けます。コイルY1に「電力を供給」し、Y1出力をオンに保ちます。
モーターを停止するには、「停止」押しボタンを瞬間的に押す必要があります。これにより、X2入力がオンになり、通常は閉じている「接点」が「開き」、Y1「コイル」への導通が切断されます。
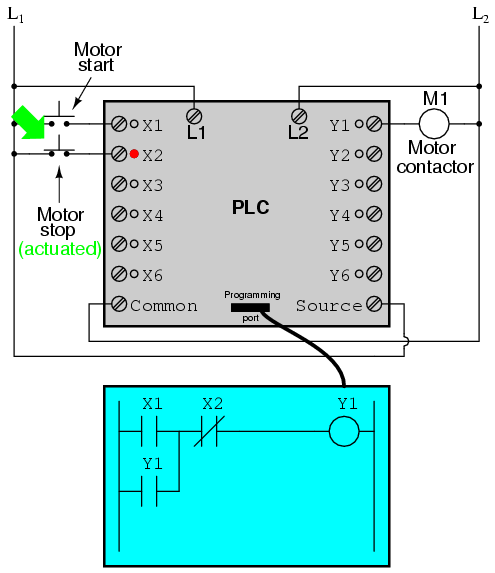
「停止」押しボタンを離すと、入力X2がオフになり、「接触」X2が通常の「閉じた」状態に戻ります。ただし、Y1の「シールイン」が失われているため、「開始」押しボタンが作動するまでモーターは再起動しません。
PLC制御システムのフェイルセーフ設計
ここで重要な点は、フェイルセーフということです。 設計は、電気機械式リレー制御システムと同様に、PLC制御システムでも重要です。制御されている1つまたは複数のデバイスに対する失敗した(開いた)配線の影響を常に考慮する必要があります。このモーター制御回路の例では、問題があります。X2の入力配線(「停止」スイッチ)がフェールオープンした場合、モーターを停止する方法はありません!
この問題の解決策は、PLCプログラム内のX2「接点」と実際の「停止」押しボタンスイッチの間のロジックを逆にすることです。
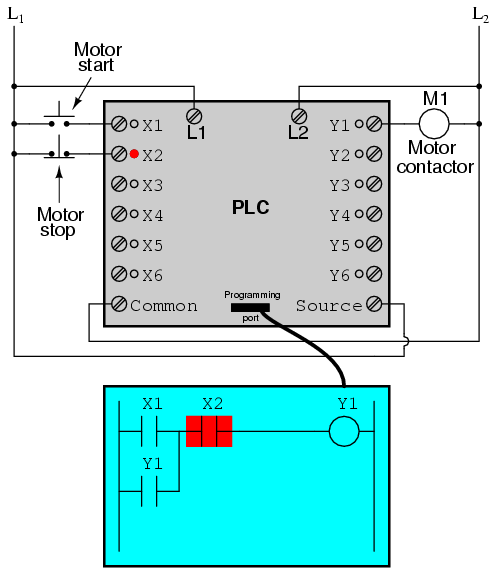
通常閉じている「停止」押しボタンスイッチが作動していない(押されていない)場合、PLCのX2入力がオンになり、プログラム内のX2「接点」が「閉じ」ます。これにより、入力X1がオンになったときにモーターを始動でき、「開始」押しボタンが押されなくなったときにモーターを運転し続けることができます。 「停止」押しボタンが作動すると、入力X2がオフになり、PLCプログラム内のX2「接点」が「開き」、モーターが停止します。
したがって、この新しい設計と以前の設計の間に操作上の違いはないことがわかります。ただし、入力X2の入力配線がフェールオープンした場合、「停止」押しボタンが押されたときと同じ方法でX2入力がオフになります。その結果、X2入力の配線障害により、モーターがすぐに停止します。
これは、前に示したものよりも安全な設計であり、「停止」スイッチの配線に障害が発生すると、機能しなくなる可能性があります。 モーターをオフにします。入力(X)および出力(Y)プログラム要素に加えて、PLCは「内部」コイルおよび接点を提供し、外界への本質的な接続はありません。これらは、標準のリレー回路で使用される「制御リレー」(CR1、CR2など)とほぼ同じように使用されます。必要に応じて論理信号の反転を提供します。
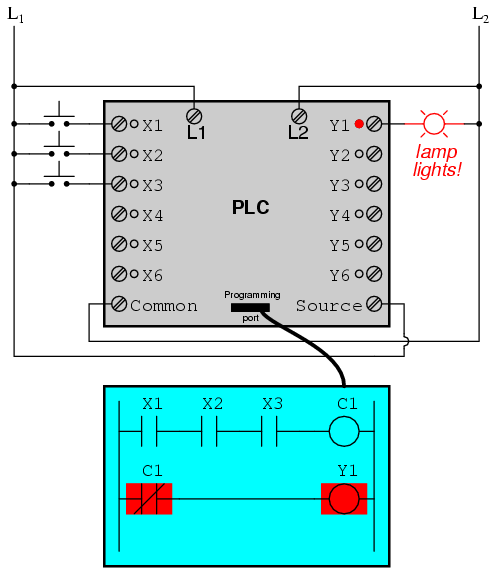
これらの「内部」リレーの1つがどのように使用されるかを示すために、3入力NANDゲートの機能をエミュレートするように設計された次の回路とプログラムの例を検討してください。 PLCプログラム要素は通常1文字で設計されているため、リレー制御回路で通常使用される「CR1」ではなく、内部制御リレーを「C1」と呼びます。
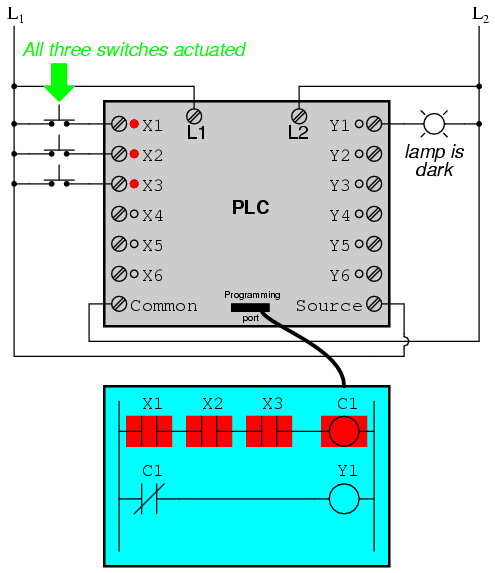
この回路では、ランプは 押しボタンのうちの1つは作動しない(押されない)ままです。ランプをオフにするには、すべてを作動(押す)する必要があります このような3つのスイッチ:
高度なPLC機能
プログラマブルロジックコントローラに関するこのセクションでは、それらの機能のほんの一部を示します。 PLCは、コンピュータとして、タイミング機能(時間遅延リレーと同等)、ドラムシーケンス、およびその他の高度な機能を、電気機械ロジックデバイスを使用した場合よりもはるかに高い精度と信頼性で実行できます。ほとんどのPLCには、6つの入力と6つの出力をはるかに超える容量があります。次の写真は、単一のAllen-BradleyPLCのいくつかの入力モジュールと出力モジュールを示しています。

各モジュールには入力または出力の16の「ポイント」があり、このPLCには数十のデバイスを監視および制御する機能があります。制御盤に収まるPLCは、特に同じ機能を実行するために電気機械式リレーが必要とする同等のスペースを考慮すると、ほとんどスペースを取りません。

デジタルコンピュータネットワークを介したPLCのリモート監視と制御
単純にできない PLCの利点の1つ 電気機械式リレーによって複製されるのは、デジタルコンピュータネットワークを介したリモート監視および制御です。 PLCは専用のデジタルコンピュータにすぎないため、他のコンピュータとかなり簡単に通信することができます。次の写真は、PLCによって制御される実際の液面プロセス(都市下水処理システムのポンプまたは「リフト」ステーション)のグラフィックイメージを表示するパーソナルコンピューターを示しています。
実際のポンプ場は、パソコンのディスプレイから数マイル離れた場所にあります。

産業技術