


スレッド ミルとは何か、スレッド ミルはどのように機能するか |ねじ切り方法 | CNCLATHING
ねじ切りは、用途が広く実用的なねじ製造ソリューションであり、CNC フライス プロセス、特に大きな穴の場合、このプロセスは主に多くのアプリケーションでタッピングの代わりに使用される傾向がありますが、ねじ切りフライス加工の利点は何ですか?このガイドでは、ねじ切りとその用途、利点、ねじ切り工具の種類、ねじ切りの仕組み、ねじ切りの方法について説明します。
ねじ切り加工とは?
ねじ切り加工は、回転工具の円形の傾斜運動によってさまざまなサイズのねじを切削する金属加工プロセスです。ねじのピッチは、1 回転の横方向の動きによって作成されます。ねじ切り加工は、タップ加工とは異なり、主に大型ワークに適用されます。ただし、超硬ソリッド スレッド ミルでも小さなねじ穴を作成できます。左ねじ、右ねじ、ねじ公差の違い、材質の違い、穴径の違いなどを1台の機械で加工し、高精度で仕上げ面の優れたねじを加工します。ねじ切り旋削ほど広くは使用されていませんが、用途によってはねじ切りフライス加工で高い生産性を達成できます。
ねじ切りの利点
– ねじ切りは、機械加工が難しい材料のねじ切りを行うことができます.
– 安全な機械加工操作であり、工作機械での作業がより簡単です。
– このプロセスにより、加工時間を短縮し、エネルギーを節約できます。
– ツールは柔軟性があり、同じツールで右ねじまたは左ねじのいずれかを作成できます。
– スレッド ミーリングでは、薄い材料の非常に浅い止まりねじの加工において、非常に短い距離で最大のねじ山を加工できます。
– バリのない高い糸品質を実現できます。
– 機械主軸の摩耗が少ない
– ライブ ツールを備えた旋盤で利用可能。
– ねじの直径をすぐに修正します。
– ねじ山よりも小さい工具を使用して、切りくずを排出するために必要なクリアランスでねじ山が適切に加工されるようにします。
– 適切なサイズの穴が必要です。
ねじ切り工具
ねじ切りカッターは、フライス加工によってねじ山を切削するように設計された工具です。さまざまなスレッド フライス工具またはカッターを使用すると、内ネジから外ネジ、中サイズから大サイズのネジの製造が可能になります。スレッドミルは、同時、3 軸制御、およびヘリカル補間機能を備えた CNC マシニング センターで使用できます。超硬ソリッド スレッド ミルまたは刃先交換式インサート付きスチール ホルダーを使用したスレッド ミル加工。
超硬スレッドミル :穴のサイズが小さい場合に便利で、スローアウェイ ツールよりも高価ですが、必要な品質によっては費用対効果が高くなります。
スローアウェイ インサート スレッド ミル :直径 0.625 インチ以下の穴には適合しません。スレッドミル本体の準備ができたら、スレッドを製造するためのコストはインサートの交換のみです。
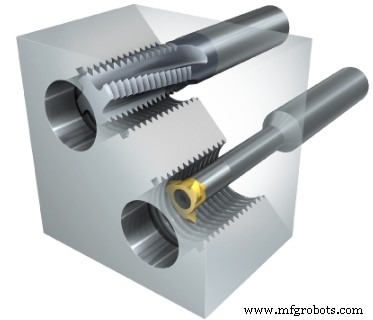
スレッドミルの仕組み
スレッド ミル加工プロセスでは、ヘリカル補間ツール パスを使用してタッピングを置き換えることができます。スレッド ミルはタップに似ていますが、効果は異なります。スレッドミルをスピンドルの軸に沿って穴に挿入します。目的の完全なねじ切り深さを生成するのに十分な深さになるまで、コントローラーはスレッドミルを穴の直径の位置に移動し、穴の側壁にねじを切り込み、360°円で移動します。 、開始位置に戻ります。スレッドミルが円運動を行う場合、ねじを生成するには、穴の上部に向かって移動するか、機械の Z 軸に沿って 1 ねじピッチ移動する必要があります。たわみを最小限に抑えるために、ねじの深さは通常、穴の直径の 1.5 倍以下です。
ねじ切り加工を使用する場合 - ねじ切り加工の用途
ねじ切りは、次の用途または要件に適した機械加工プロセスです:
– 薄肉部品
– 非対称/非回転コンポーネント
– 被削材は切削抵抗が大きく、切りくず排出の問題が発生しやすい
– ツールの在庫を減らす必要がある
– 不安定なコンポーネントのセットアップ
– タッピングの代わりとして
– スレッドの公差を調整します
– 1 つのツールで多数の奇数サイズのねじを切断
– 穴の裏面取り
ねじ切りとタッピング - ねじ切りとタッピングの違い
タッピングと比較して、どのプロセスを選択する必要がありますか?
– 通常、タッピングは、ドリル加工後に小さな穴にねじを作るために使用されますが、ねじ切りは大きな穴にねじを形成する傾向があります.
– タッピングでは、ねじ山と同じサイズの工具を使用して切りくずをねじ山から排出させますが、ねじ切りではねじより小さいサイズの工具を使用するため、ねじ切りではタッピングよりも優れたねじ品質が得られます。
– タッピングは、手または機械で実行できます。通常、ねじ切りには、ヘリカル補間用に少なくとも 3 つの軸を備えた CNC 工作機械が必要です。
– ねじ切りでは、タッピングよりも低い切削抵抗が必要です。
– ねじ切りプロセスで正しい穴サイズを使用する必要はありません。1 つの工具をねじ切り加工に使用して、さまざまな穴サイズを作成できます。一方、タッピングの場合、ねじ切りが必要な穴のサイズごとに異なるサイズのタップが必要です。
– ねじ切り加工では、タッピング プロセスで発生する面倒な糸状の切りくずを作成することなく、簡単にパイプねじを作成できます。
– ねじ切り加工は、タッピングよりも優れたねじ品質と滑らかな表面を実現できます
– ねじ切り加工により、ユーザーはカスタムねじを設計できますが、カスタム タップは非常に高価で、長いリード タイムが必要になる場合があります。
– タッピングでは、ねじのはめあいを調整できません。穴をタップすると、ネジのサイズと位置が固定されます。ねじ切り加工により、はめあいを制御できます。機械のオペレータは、穴を開けるのにドリル ビットではなく、エンド ミルを使用するのと同様の戦略を使用して、ねじのサイズを調整することができます。
ねじ切りガイドとヒント
<強い>1.適切な品質のツールを選択する
プロセス中の失敗や問題を回避するには、高品質で適切なねじ切り工具が不可欠です。資格のある工具メーカーをいくつか選択し、それらの長所と短所を比較して、要求に最も近いものを選択できます。その前に、スレッドミルの種類(ヘリカルフルートスレッドミル、ストレートフルートスレッドミル、シングルプロファイルスレッドミル、スローアウェイインサートスレッドミル、超硬スレッドミルなど)とそれらのスレッドミルカッターの仕様(シングルフォーム、トライフォーム、マルチフォーム)、直径など。
<強い>2.いくつかのラジアル パスを適用する
ねじ切り加工を複数のラジアル パスに分割することで、高品質を実現し、ねじ公差を改善し、安全性を確保し、難削材での工具破損を回避できるだけでなく、長い突出し量や不安定な条件などの困難な加工にも適しています。
<強い>3.切りくずの破損と除去戦略を選択
適切なツールまたは戦略を適用して、切りくずをタイムリーに切断して排出します。切削液と潤滑剤を検討し、切りくずの再切削を回避し、時間を節約し、ねじ山の公差を保証します。
<強い>4.ツール パスの決定
左ねじまたは右ねじは、選択したツール パスによって異なります。どちらがあなたに適していますか?経験に応じて、より効率的なものを選択してください。
<強い>5.スレッドの深さ
– 一般的に、ねじの深さは穴の直径の 1.5 倍以下にする必要があります。フライス工具が長くなればなるほど、たわみが発生する可能性が高くなり、ねじ山に不正確さが生じる可能性があります.
産業技術
- トグルプレスとは何ですか?どのように機能しますか?
- トランスファーモールディングとは何ですか?どのように機能しますか?
- トランスミッションとは何ですか?それはどのように機能しますか?
- WiFi通話とは何ですか?それはどのように機能しますか?
- 3Dプリントとは何ですか?-タイプとその仕組み
- アーク溶接とは何ですか?-タイプ、およびそれはどのように機能しますか
- スポット溶接とは何ですか?-定義、それはどのように機能しますか
- ベベル分度器とは何ですか?どのように機能しますか?
- CNCボーリングミルとは何ですか?どのように機能しますか?
- 産業用クラッチとは何ですか?
- ウェットブレーキ:それはなんですか?それはどのように機能しますか?