


板金曲げ:製品設計者向けの基本、種類、およびヒント
15 世紀後半、レオナルド ダ ヴィンチは、板金を曲げる可能性を示す単純な圧延機をスケッチしました。しかし、このスケッチが現実のものとなったのは 1590 年のことでした。金属労働者が 2 つの重いシリンダーを使用して金属をプレスし、金属の厚さと形状を変え始めたからです。
ダ・ヴィンチの素晴らしいスケッチ以来、板金曲げプロセスは進歩しました。現在、さまざまな機能を備えたいくつかの板金曲げ技術があります。ただし、長年にわたって変わらないことが 1 つあります。それは、板金成形プロジェクトの成功は、さまざまな曲げ方法と、さまざまな設計シナリオへの適合性を理解することから始まります。
ここでは、板金の曲げ加工について知っておくべきことについて説明します。シート メタル フォーミング プロジェクトを最初から正しく完了させたい場合は、この記事が役に立ちます!
板金曲げ工程
板金曲げプロセスでは、板金部品に力を加えて形状を変更します。この力は、シート メタルにその降伏強度を超える応力を発生させ、材料を破損または破損することなく物理的に変形させます。
プレス ブレーキは、板金を曲げるために一般的に使用されるツールです。これは、ダイに配置されたシート メタルにパンチを下げて、目的の形状を作成することによって機能します。
(板金曲げ工程のアニメーション。Wikimedia Commons によるパブリック ドメイン)
このプロセスは非常に簡単ですが、板金の曲げには目に見える以上のものがあります。たとえば、板金の曲げ加工にはいくつかの方法があり、機能は似ていますが操作が異なります。したがって、選択する理想的な方法を知ることは、板金成形プロジェクトを成功させるために必要な最初のステップです。
6 つの板金曲げ方法
方法 #1 V 曲げ
V曲げは、最も一般的な板金曲げ方法です。 V曲げとは、その名の通り、V型の金型とパンチを用いて、金属を任意の角度に曲げる加工方法です。 V 字型パンチは、板金ワークピースを金型の「V 字型」溝に押し込み、さまざまな曲げ角度の板金を形成します。たとえば、V 字型のパンチとダイの角度に応じて、鋭角、鈍角、または 90° の曲げ角度を実現できます。
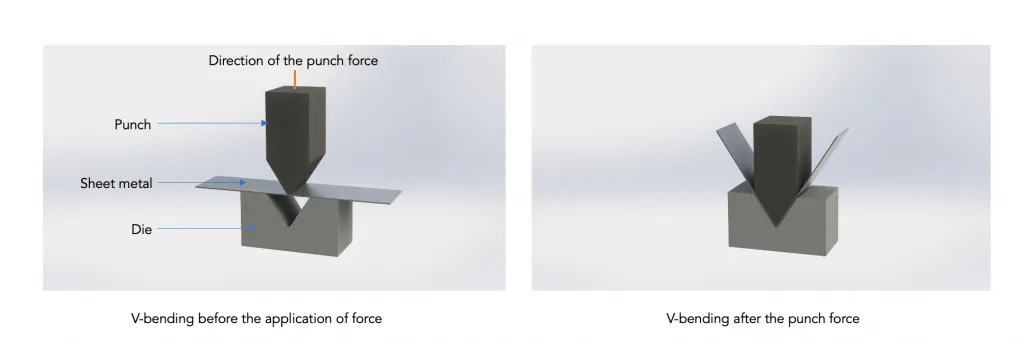
図 1:V 曲げ法
方法 #2 エアベンディング
空気曲げは、V 曲げ方法と非常によく似ています。V 字型のパンチとダイを使用して板金を曲げます。ただし、従来のV曲げ加工とは異なり、空気曲げ加工ではパンチがシートをキャビティの底に押し込むことはありません。代わりに、シートの下にスペース (または空気) を残し、従来の V 曲げよりも曲げ角度をより細かく制御できます。
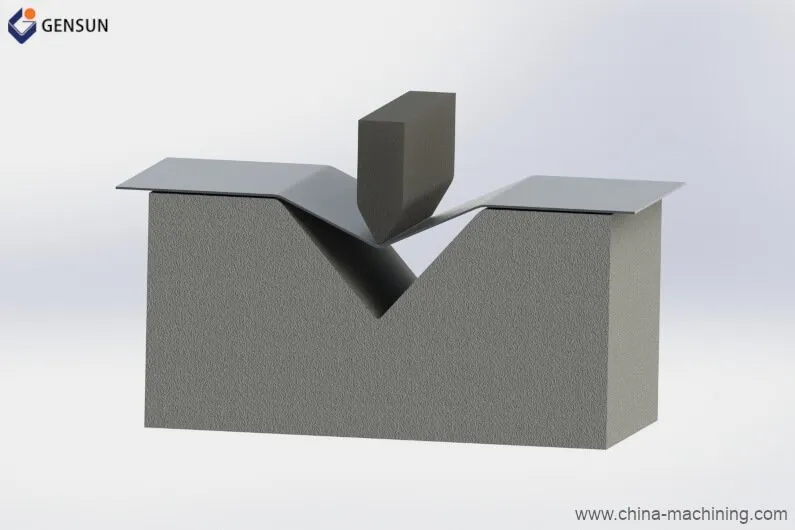
図 2:空気曲げ法
たとえば、90° のダイとパンチがあるとします。エアベンディング方式により、曲げ角度は90°~180°まで対応可能です。この方法では、スプリングバックが少ないため、より正確な結果が保証されます。スプリングバックは不正確な曲げの原因となるため、望ましくありません。
方法 #3 底入れ
ボトミング (またはボトム ベンディング) は、スプリングバックの問題も解決するタイプの V ベンディングです。これには、曲げの完了後にパンチの先端から追加の力を加えることによって、曲げ領域の板金を変形させることが含まれます。
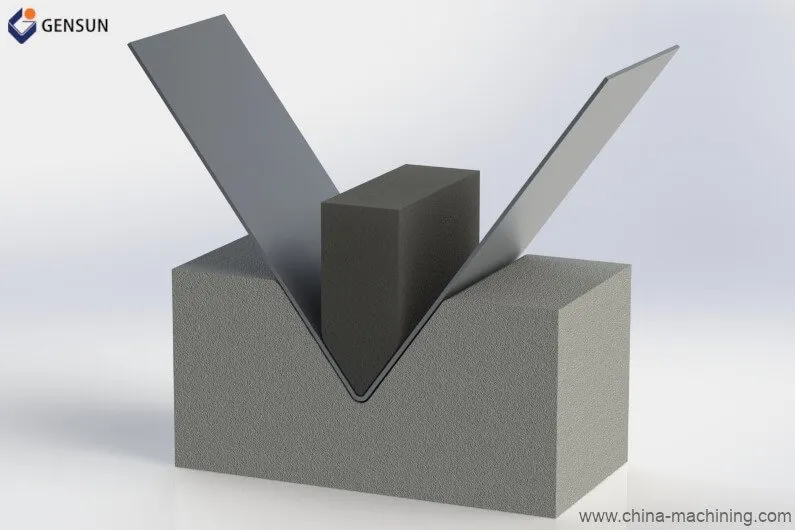
図 3:ボトムベンディング
エアベンディング方式と同様に、ボトミングは正確なベンド角度制御を提供します。ただし、底曲げよりも高いトン数のプレスが必要です。
方法 #4 ワイプ曲げ
ワイプベンディング法では、シートメタルは圧力パッドによってワイプダイに対して保持されます。パンチは、ダイと圧力パッドを越えて伸びるシートの端に力を加え、ダイの端で曲げます。
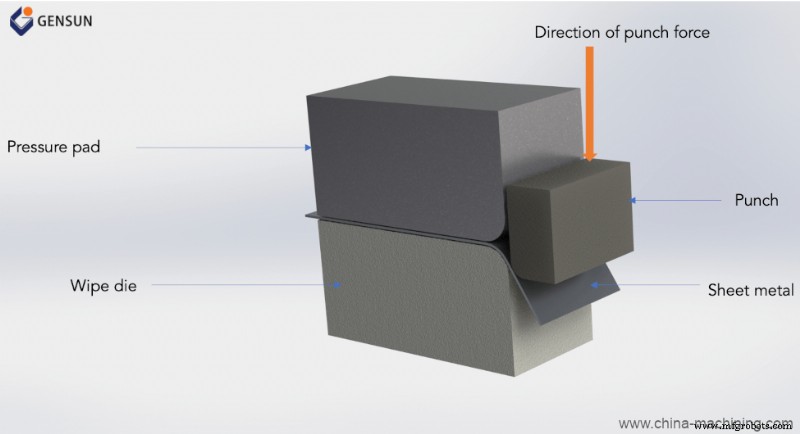
図 4:ワイプ曲げ
この方法は、優れた機械的利点を提供しますㅡつまり、必要な曲げ (および曲げ角度) を作成するために加える力を少なくすることができます。ただし、水平方向の力を提供できるより複雑な機器が必要になるため、鈍角の曲げ角度を作成するには理想的ではない場合があります.
方法 #5 ロールベンディング
ロール曲げ法では、シート メタルをロール、チューブ、コーン、または湾曲した形状に曲げることができます。この独自の板金成形プロセスでは、ローラー セットを使用して、金属素材を希望の曲率に送ります (そして曲げます)。
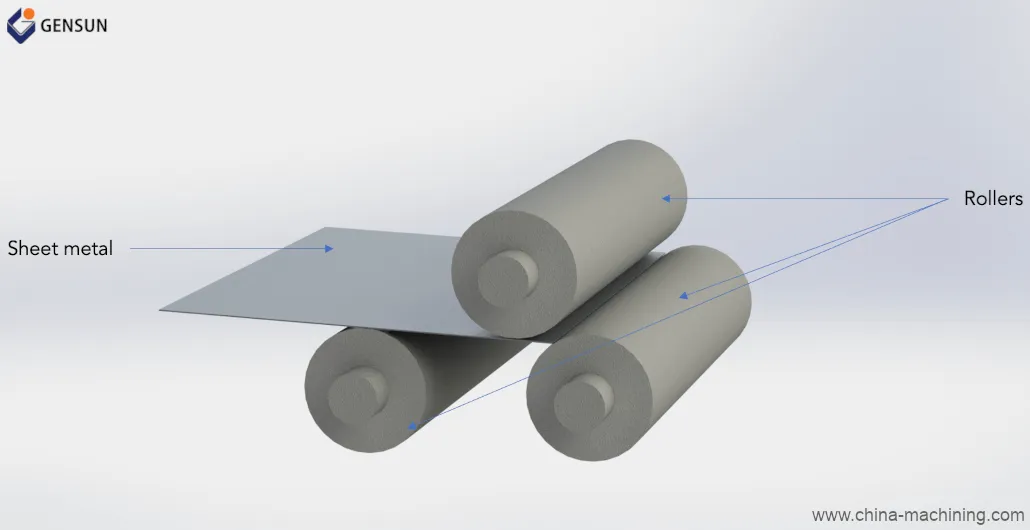
図 5:ロール曲げ
ロール曲げは、複数の曲げ曲線で構成されるさまざまな断面プロファイルに金属板を形成できます。これは、厚さが 0.004 ~ 0.125 インチ、幅が最大 20 インチの非常に長いシート メタル パーツを作成する場合に特に便利です。たとえば、ロール ベンディング マシンを使用して、パネル、トラック、棚などの部品を作成できます (通常、建物で照明、屋根、HVAC アプリケーションに使用されます)。
方法 #6 ロータリー ドロー ベンディング
ロータリー ドロー ベンディングでは、シート メタルを回転ダイスにクランプし、ダイスの周りに引き寄せて、半径が目的の曲げ半径と一致するジオメトリを形成します。この方法では、多くの場合、曲げられた板金の壁にしわが寄らないように、内部支持マンドレルが使用されます。
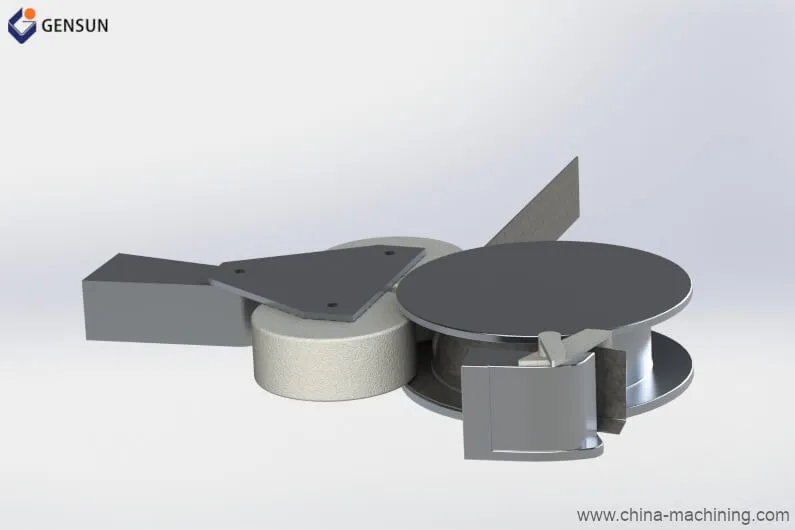
図 6:ロータリー ドロー ベンディング
ロータリー ドロー ベンディング法には、他の板金曲げタイプに比べていくつかの利点があります。たとえば、ワイプベンディングやVベンディングとは異なり、金属の表面を傷つけることはありません。さらに、鈍角の鋭い角に材料を曲げることができます。
関連記事:製品設計者がシート メタル プロトタイピングについて知っておくべき 5 つのこと
板金を曲げるための 5 つのヒント

次のヒントは、正確で信頼性の高い板金部品を作成するのに役立ちます。
<オール>Gensun Precision Machining は、アジアにおける板金成形サービスの大手プロバイダーです。幅広い業種の企業に高品質の曲げ加工サービスを提供しています。さらに、当社の板金曲げサービスは、他の製造機能 (3D プリントや CNC 機械加工など) を補完し、包括的な製造ソリューションを提供します。
曲げ加工サービスの詳細をご覧ください。
産業技術