


ロープ
背景
ロープは、全長と引張強度を高めるために撚り合わされた、または編まれた柔軟な繊維の束です。狩猟、運搬、持ち上げ、登山のためのロープの使用は、先史時代にまでさかのぼります。ロープはもともと天然繊維を使って手作業で作られていました。現代のロープは機械で作られ、多くの新しい合成材料を利用して、強度が向上し、重量が軽くなり、腐敗に対する耐性が向上しています。現在製造されているロープの半分以上は、漁業や海事産業で使用されています。
ロープの起源は不明ですが、エジプト人はロープを作るための特別な道具を開発した最初の人々でした。エジプトのロープは紀元前4000年から3500年にさかのぼります。 そして一般的に水葦繊維でできていました。他のエジプトのロープは、ナツメヤシ、亜麻、草、パピルス、革、またはラクダの毛の繊維から作られました。何千人もの奴隷によって引っ張られたそのようなロープの使用は、エジプト人がピラミッドを構築するのに必要な重い石を動かすことを可能にしました。紀元前2800年頃までに<小> 、中国では麻繊維製のロープが使われていました。ロープとロープ作りの技術は、今後数千年にわたってアジア、インド、ヨーロッパに広がりました。 4世紀までに、インドでのロープ製造は非常に専門的になり、一部のメーカーは象専用のロープを製造していました。レオナルド・ダ・ヴィンチ(1452-1519)は、ロープ製造機のコンセプトのスケッチを描き、1700年代後半までに、いくつかの作業用機械が製造され、特許を取得しました。ロープは、ナイロンなどの合成材料が普及する1950年代まで、天然繊維で作られ続けました。材料と技術の変化にもかかわらず、今日のロープ製造は古代エジプト人の時代からほとんど変わっていません。
ロープは一般的にコードと呼ばれることもあり、その直径に基づいて4つのカテゴリに分類できます。直径0.1875インチ(0.5 cm)未満のロープには、より糸、物干しロープ、サッシコード、およびマーリンと呼ばれるタールで覆われた麻のラインが含まれます。これらは真のロープとは見なされません。直径0.1875〜0.5インチ(0.5〜1.3 cm)のロープは、軽量のロープであり、「小さなもの」と呼ばれることもあります。直径0.5〜約1.5インチ(1.3〜3.8 cm)の索具は、真のロープと見なされます。直径約1.5インチ(3.8 cm)を超えるロープは、一般に大綱と呼ばれ、大型船の係留に使用されます。
ロープの構造には、繊維を撚り合わせて糸を形成することが含まれます。ツイストロープの場合、糸は撚られてストランドになり、ストランドは撚られてロープになります。 3本撚りロープが最も一般的な構造です。編組ロープの場合、糸は撚り合わされて撚り合わされるのではなく、編組されます。二重編組ロープは、編組カバー付きの編組コアを備えています。編組ロープは、撚り糸を編んで作られています。他のロープ構造には、編組カバーを備えた3ストランドツイストコアなど、これら3つの技術の組み合わせが含まれます。繊維またはフィラメントを糸に、糸をストランドまたはブレードに形成するという概念は、ロープ製造プロセスの基本です。
原材料
ロープは、簡単に糸に成形できるように加工された天然繊維、または繊維に紡がれた、または長いフィラメントに押し出された合成材料のいずれかで作ることができます。
天然繊維には、麻、サイザル麻、綿、亜麻、ジュートなどがあります。もう一つの天然素材はマニラ麻と呼ばれていますが、実際にはバナナ植物の繊維です。サイザル麻はより糸を作るために広く使われていましたが、合成材料がそれに取って代わっています。マニラロープは今でも伝統主義者によって使用されていますが、内側から腐敗する可能性があるため、外側に何も表示されずに強度が失われます。
合成繊維には、ナイロン、ポリエステル、が含まれます。 ポリプロピレンとアラミド。ポリプロピレンは最も安価で、水に浮き、それほど伸びません。これらの理由で、それは良い水上スキー牽引ロープになります。ナイロンは適度に高価で、かなり丈夫で、かなり伸縮性があります。それはわずかに与える能力のためにボートのための良い係留とドッキングラインを作ります、それでも保持します。アラミドは最強ですが、非常に高価でもあります。ナイロンとポリエステルは、長さ約4〜10インチ(10〜25 cm)の繊維に紡がれる場合があります。紡績された合成繊維から作られたロープは、ぼやけた感じがし、長く連続したフィラメントから作られたロープほど強くはありません。一部のロープは、2つの異なる合成材料を使用して、高強度と低コスト、または高強度と滑らかな表面仕上げの組み合わせを実現しています。
ワイヤーロープは鉄線または鋼線で作ることができます。これは一般にケーブルと呼ばれ、橋、エレベーター、で使用されます。 とクレーン。それは繊維またはフィラメントロープとは異なるプロセスで作られています。
製造
プロセス
繊維とフィラメントは最初に糸に成形されます。次に、作られるロープの種類に応じて、糸が撚られ、編まれ、または編まれます。ロープの直径は、糸の直径、数によって決定されます 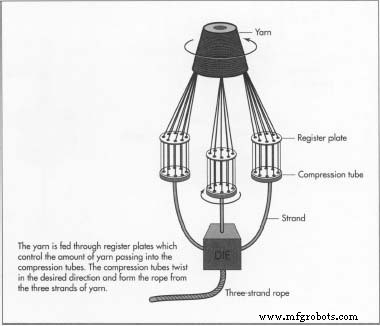 ストランドあたりの糸の数、および完成したロープのストランドまたはブレードの数。
ストランドあたりの糸の数、および完成したロープのストランドまたはブレードの数。
繊維とフィラメントの処理
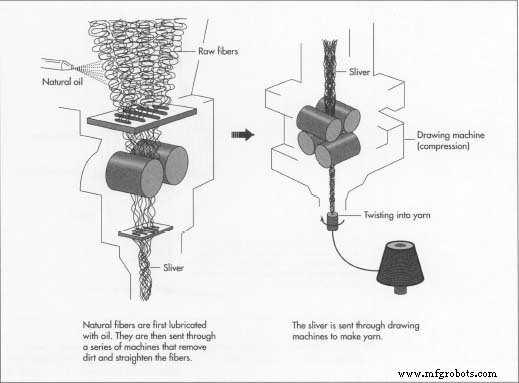
- 1ロープを生の天然繊維で作る場合は、最初に繊維を天然油で潤滑します。次に、それらは一連の機械に供給され、汚れを取り除き、繊維をまっすぐにし、それらを広げ、いくつかの鋼の歯の櫛でそれらをとかします。コームの各セットでは、繊維がプロセスを進むにつれて、歯が互いに接近してセットされます。これにより、スライバーと呼ばれる緩く連続した繊維のリボンが生成されます。スライバーの繊維は、リボンの長軸に沿って整列されています。合成繊維も同様のプロセスをたどりますが、より簡単に整列する傾向があります。
ロープが合成材料の長いフィラメントから作られる場合、いくつかのフィラメントは、ダブリングまたはスローと呼ばれるプロセスで一緒にグループ化されます。これにより、フィラメントの複数の層のスライバーが生成されます。
- 2スライバーを延伸機のローラーに通して圧縮してから、撚り合わせて糸にします。端から見て右ねじれ(右上)の糸は「Z」ねじれ、左撚り(左上)の糸は「Z」ねじれと言われています。 「S」ツイスト。これは、右巻き糸および左巻き糸と呼ばれることもあります。完成した糸はボビンと呼ばれるスプールに巻かれます。この時点で、糸をさまざまな色に染めて、特定の色のストランドまたはロープ全体を生成することができます。これは、帆船の索具の迷路の中で特定の線を見つけるのに特に役立ちます。
ツイストロープの形成
- 3糸のボビンは、クリールと呼ばれるフレームにセットされています。 3ストランドの右側のツイストロープの場合、Zツイストヤーンを使用して各ストランドを作成します。糸の端は、糸を互いに適切な関係に保つレジスタープレートの穴を通して供給されます。次に、糸の端が圧縮管に供給されます。糸が圧縮チューブを通して引っ張られると、チューブはそれを糸の撚りとは反対のS撚り方向に撚り、タイトなストランドを生成します。
- 4ストランドはストランドボビンに移されるか、閉鎖機に直接供給されます。一般的な3ストランドロープの場合、3本のSツイストストランドが使用されます。クロージングマシンは、敷設トップと呼ばれるチューブ状のクランプでストランドをしっかりと保持します。次に、各ストランドの端を回転ダイに通し、ストランドをZツイスト方向にツイストして、ストランドをロックします。このプロセスは、ロープを閉じると呼ばれます。
- 5完成したロープをリールに巻きます。ストランドの終わりに達すると、完成したロープのコイルがリールから取り外され、小さいロープのバンドで結ばれます。端はテープで留められているか、ロープが合成材料の場合は、ほつれないように熱で溶かされています。
編組ロープの形成
- 6編組ロープは、通常、合成材料で作られています。糸のボビンは、編組機のいくつかの動くペンダントに設置されます。各ペンダントは振動パターンで移動し、糸をタイトなブレードに織ります。ローラーのセットがガイドを介してブレードを引っ張って、ブレードをロックまたはセットし、ロープの張力を維持します。いくつかの機械では、編組プロセスは、別々の逆回転レジスタープレートを通して糸を供給することによって達成されます。 1本の糸が一方向に織られ、次に別の糸が反対方向に織られ、以下同様に、インターロックされたブレードを形成します。
- 7二重編組ロープが形成されている場合、最初の編組がコアになり、2番目の編組がすぐにその上に織り込まれてコートと呼ばれる外側のカバーを形成します。
- 8ロープがローラーから出てくると、リールに巻き取られます。次に、完成したコイルを取り外してバンドを付け、両端をテープで留めるか、溶かします。
メッキロープの形成
- 9 8本のロープは、4本のSツイストストランドと4本のZツイストストランドで構成されています。ストランドは、各ペアで1つのSツイストと1つのZツイストでペアになっています。次に、これらのペアは一緒に保持され、他のペアと編組されます。製造工程は、最初に撚りロープ工程を経てストランドを作り、次に編組ロープ工程を経て最終ロープを形成します。
品質管理
品質管理のレベルは、ロープの使用目的によって異なります。汎用ロープは、直径と引張強度で販売されています。引張強度は、荷重下でサンプル片を破壊することによって決定されます。これらのロープに使用される品質管理手段は、基本的な原材料の仕様と目視検査だけです。懸垂下降、救助作業、人の上に物を持ち上げるなどのリスクの高い用途を対象としたロープは、より綿密に検査およびテストされます。これらのロープの耐用年数は有限であり、製造日を示すためにカラーコードまたはその他のコーディングが付いている場合もあります。一部のロープには、ロープに形成されたある種の摩耗トレーサーが組み込まれています。これらのトレーサーは通常、糸の外側のラップのすぐ下に配置された対照的な色の単一の糸です。ロープの摩耗や過度の伸びが発生した場合、このフィラメントが露出し、危険な状態を示し、ロープを交換する必要があります。
未来
ロープ作りの未来は、素材の改良に直結しています。何年にもわたって、考えられるほとんどすべてのタイプのロープ構成が試みられてきました。これまで、新しい材料により、ロープメーカーは引張強度を維持し、耐候性と耐摩耗性を向上させながら、ロープの直径を小さくすることができました。新世代の非常に強く、非常に軽い繊維と成形技術により、ロープがさらに改善されることが期待されています。
製造プロセス