


機械加工で部品精度を得るための一般的な方法
加工精度とは、加工後の部品の実際の幾何学的パラメーター (サイズ、形状、および位置) が、図面で指定された理想的な幾何学的パラメーターに適合する程度を指します。適合度が高いほど、加工精度が高くなります。
機械加工では、さまざまな要因の影響により、部品のすべての幾何学的パラメーターを理想的な幾何学的パラメーターと正確に一致するように処理することは実際には不可能であり、常に何らかの偏差が生じます。このずれが加工誤差です。
次の 3 つの側面から検討してください。
<オール>1. 部品の寸法精度の取得方法
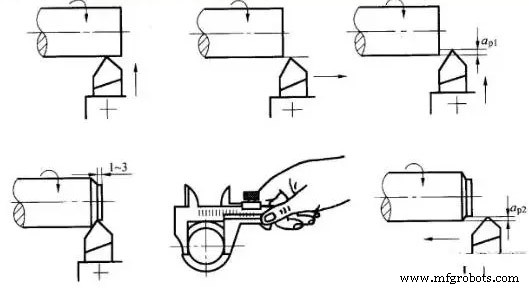
(1)試し切り方法
つまり、最初に機械加工された表面の小さな部分を切り取ってみて、テストカットのサイズを測定し、機械加工の要件に従ってワークピースに対する工具の刃先の位置を調整してから、切断してみてください。測定してから測定しますので、2~3回の試し切りと測定を経て、必要なサイズになった後に加工する場合は、加工面全体をカットしてください。
試し切り方法は「試し切り→採寸→調整→再度試し切り」を必要な寸法精度になるまで繰り返します。
トライカット法で得られる精度は非常に高い場合があります。複雑な装置は必要ありませんが、手間がかかり(何度も調整、試し切り、測定、計算が必要)、効率が悪く、作業者の熟練度や測定器の精度に依存します。品質が不安定なため、一個一個の小ロット生産にのみ使用されます。
試し切り方法合わせの一種で、加工部分を元に、合わせた別のワークを加工したり、2つ以上のワークを組み合わせて加工したりします。マッチング作業における最終加工サイズの要件は、加工部品とのマッチング要件に基づきます。
(2)調整方法
サンプルまたは標準部品を使用して、工作機械、治具、切削工具、ワークピースの正確な相対位置を調整し、ワークピースの寸法精度を確保します。事前にサイズ調整を行っているため、加工途中で切り直しをする必要がありません。サイズは自動的に取得され、部品のバッチの加工中に変更されません。これが調整方法です。たとえば、フライス盤の治具を使用する場合、ツールの位置はツール ブロックによって決まります。調整方法の本質は、固定距離装置または工作機械または事前設定された工具ホルダーの工具設定装置を使用して、工具を工作機械または治具に対して特定の位置精度に到達させ、次に加工することです。ワークピースのバッチ。
ダイヤルに合わせて工具を送り、工作機械で切削するのも一種の調整方法です。この方法では、文字盤の目盛りを試し切り方法で決定する必要があります。大量生産では、固定範囲ストッパー、試作品、テンプレートなどのツール設定デバイスを調整に使用することがよくあります。
調整方式は、試し切り方式よりも加工精度と安定性に優れ、生産性が高くなります。高度な工作機械オペレーターは必要ありませんが、工作機械の調整者には高い要件があり、バッチ生産や大量生産でよく使用されます。
(3) 固定 S 化 M 方法
対応するサイズの工具を使用して、加工するワークのサイズを確保する方法は、サイジング方法と呼ばれます。加工には標準サイズの工具を使用し、加工面のサイズは工具のサイズによって決まります。つまり、一定の寸法精度を持つツール (リーマー、リーマー、ドリルなど) を使用して、ワークピース (穴など) の精度を確保します。
サイジング方式は操作が簡単で生産性が高く、加工精度も比較的安定しています。作業者の技術レベルとはほとんど関係ありません。生産性が高く、様々な生産に幅広く使用されています。たとえば、穴あけ、リーミングなど
(4) アクティブ測定方法
機械加工プロセスでは、加工中に加工寸法が測定され、測定結果が設計に必要な寸法と比較された後、工作機械は作業を続行するか、工作機械を停止することができます。これがアクティブな測定方法です。
現在、アクティブ測定の値はデジタルで表示できます。アクティブな測定方法は、測定デバイスをプロセス システム (つまり、工作機械、切削工具、固定具、ワークピースの統合) に追加し、その 5 番目の要素になります。
アクティブ測定法は、安定した品質と高い生産性を備えており、これが開発の方向性です。
( 5) 自動制御方法
この方法は、測定装置、供給装置、制御システムから構成されています。測定、送り装置、制御システムを自動処理システムに統合し、機械加工プロセスはシステムによって自動的に完了します。
寸法測定、工具補正調整、切削加工、機械停止といった一連の作業を自動で行い、必要な寸法精度を自動で実現します。たとえば、CNC マシンで加工する場合、パーツはプログラムのさまざまな命令によって制御され、加工シーケンスと加工精度が制御されます。
初期の自動制御方法は、アクティブな測定と機械的または油圧制御システムを使用して完成しました。現在、処理要件に応じてあらかじめ用意されたプログラムが広く使用されている。工作機械を制御するための制御システムまたはデジタル制御された工作機械を制御するための制御システムによって発行され、デジタル情報命令を実行するために発行されるプログラムで、加工中の加工条件の変化に適応し、加工量を自動的に調整し、最適化を実現することができます。指定された条件に従って機械加工プロセスの。適応制御工作機械は自動制御処理を行います。
自動制御方法は、安定した品質、高い生産性、優れた機械加工の柔軟性、および多品種生産への適応性を備えています。これは、機械製造の現在の開発方向であり、コンピューター支援製造 (CAM) の基礎です。
2.形状精度の取得方法
(1) 軌道法
この加工方法は、工具先端の移動の軌跡を使用して、加工面の形状を形成します。通常の旋削、フライス加工、平削り、研削はすべて工具先端経路法に属します。この方法で得られる形状精度は、主に成形動作の精度に依存します。
(2)成形方法
フォーミング ツールのジオメトリを使用して、マシン ツールの特定のフォーミング動作を置き換え、機械加工された表面の形状を取得します。成形旋削、フライス加工、研削など。成形方法で得られる形状精度は、主に刃の形状に依存します。
(3)生成方法
ツールとワークピースによって形成されたエンベロープ サーフェスを使用して、歯車のホブ切り、歯車の成形、歯車の研削、ナーリング スプラインなどの機械加工面の形状を生成します。これらはすべて生成方法です。この方法で得られる形状精度は、主にブレードの形状精度と生成運動精度に依存します。
3.位置精度の取得方法
機械加工では、他の面に対する加工面の位置の精度は、主にワークのクランプによって決まります。
(1) 正しいクランプを直接見つける
この方法では、ダイヤル インジケータ、マーキング プレート、または目視検査を使用して工作機械上のワークピースを直接特定します。
(2) 正しい取り付けクランプを見つけるために線を引きます
この方法は、部品図に従ってブランク材に加工する各面の中心線、対称線、および加工線を最初に描き、工作機械に工作物を取り付け、工作機械に工作物のクランプ位置を合わせます。描かれた線に従って工作機械。
このクランプ方法は、生産性が低く、精度が低く、作業者に対する高度な技術的要件があります。一般に、少量のバッチ生産で複雑で重い部品を処理する場合、またはブランク サイズの公差が大きく、治具で直接クランプできない場合に使用されます。
(3) クランプによる固定
固定具は、機械加工プロセスの要件に従って特別に設計されています。固定具の位置決め要素は、工作機械と切削工具に対してワークピースの正しい位置をすばやく占有できます。ワークの位置決め精度が芯出しなしで確保でき、治具によるクランプの生産性が高い。位置決め精度は高いですが、バッチおよび大量生産で広く使用されている特別な治具を設計および製造する必要があります。
製造プロセス