


加工検査工具・ノギス
品質は企業の成功の鍵です。どの機械加工業界も、製品の品質を非常に重視しています。そのため、特に製品の検査工具は重要なので、今日は機械加工業界の基本的な検査工具であるノギスを紹介します。
この記事では、ノギスの定義、読み取り方法、保管方法、注意事項について紹介します。お役に立てば幸いです。
ノギスの定義
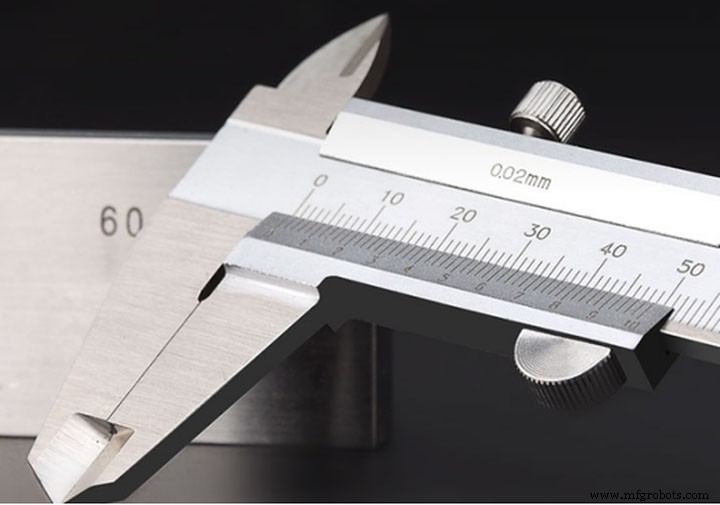
バーニアキャリパー(VERNIER CALIPER)は、機械加工の荒加工や中仕上げ加工における加工部品の検査・確認や、公差の大きな加工部品の寸法測定に使用する装置です。長さ、内径・外径、深さを測定する測定器です。バーニアキャリパーには、メインルーラーと、メインルーラーに接続されたスライド式ノギスが含まれます。主な定規は通常ミリメートル単位です。バーニアには、10、20、または 50 の目盛りがあります。さまざまな分割に従って、バーニア ノギスは 10 次元のバーニア ノギス、20 分割のバーニア ノギス、50 分割のバーニア ノギスなどに分割できます。バーニアは、10 分割の場合は 9mm、20 分割の場合は 19mm、50 分割の場合は 49mm です。メイン定規とノギスのバーニアには、2 つの可動測定ジョー、つまり内側測定ジョーと外側測定ジョーがあります。通常、内側の測定ジョーは内径の測定に使用され、外側の測定ジョーは通常、長さと外径の測定に使用されます。最小表示は 0.05mm と 0.02mm の 2 種類があります。
ノギスの読み方
ノギスを使用してサイズを測定する場合、値の読み取りは、主定規と副定規 (副定規) の 2 つの目盛りを使用して実行されます。
・標準副目盛(バーニア目盛)の目盛は、主目盛のn-1目盛をn等分した目盛です。
・標準のサブ定規(バーニア定規)には、1/20と1/50の2種類があります。
以下に示す目盛りの読み方
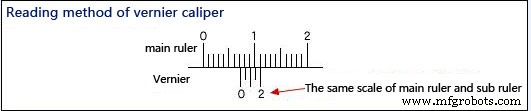
→この時、7mmと8mmの間にあるので、測定値は(7+α)mmのはずです。
- メイン定規とサブ定規の目盛りが同じ部分を見つけます。
→このとき、画像によると、サブスケールの第 4 スケールラインはメインスケールと一致しています。
- ノギスの副目盛が1/20の場合、1目盛=0.05mmなので、副目盛の同数に0.05を掛けてα値を算出
→このとき α=0.05×4=0.20mm
- 上記によると、7mm+0.20mm=7.20mm がサイズ測定値の固定値です。
測定時の注意
・測定前にノギスの基点が一致しているか確認する?ゼロ値の精度を明確にします。
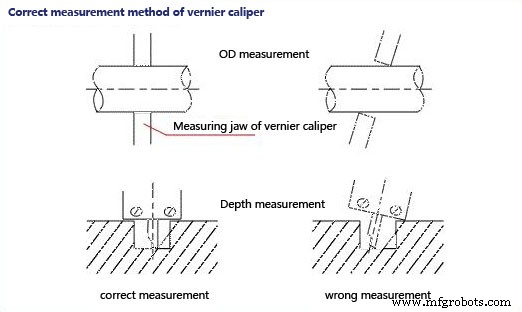
・測定物を保持する部分(ノギスの内顎と外顎の部分)はできるだけ主定規に近づける。
・ノギスの測定部(内爪、外爪、デプスゲージ)の測定面が測定対象物に正しく接していること。
・測定力は強すぎても弱すぎてもいけず、できるだけ一定の力で測定してください。
・目盛値は直角に読む。
・使用後は汚れをふき取り、変形を防ぐため湿度や温度の変化の少ない場所に保管してください。
ストレージ M 方法
ノギスの使用後は、綿糸できれいに拭き取ってください。長期間使用しない場合は、バターやエンジンオイルで拭き取ってください。 2 つの測定ジョーを閉じ、固定ネジを締めてから、キャリパー ボックスに入れ、蓋をします。
注意事項:
<オール>製造プロセス