


ガスタングステンアーク溶接またはTIG溶接とは何ですか?
ガス タングステン アーク溶接とは?
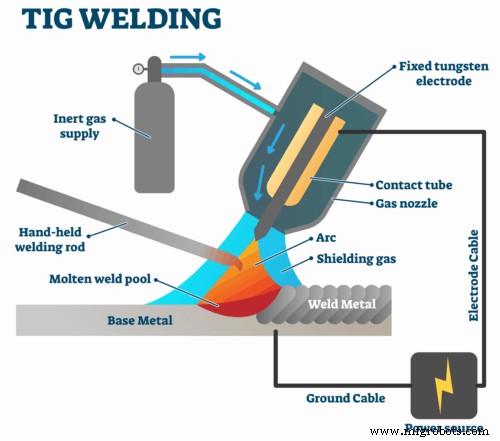
ガス タングステン アーク溶接 (GTAW) は、タングステン イナート ガス (TIG) 溶接としても知られており、非消耗タングステン電極を使用して溶接を行うアーク溶接プロセスです。溶接部と電極は、不活性シールドガス (アルゴンまたはヘリウム) によって、酸化やその他の大気汚染から保護されています。
通常はフィラー メタルが使用されますが、自生溶接または融合溶接として知られる一部の溶接ではフィラー メタルは必要ありません。ヘリウムを使用する場合、これはヘリアーク溶接として知られています。定電流溶接電源は電気エネルギーを生成します。この電気エネルギーは、プラズマとして知られる高度にイオン化されたガスと金属蒸気の柱を通してアーク全体に伝導されます。
GTAW は、ステンレス鋼や、アルミニウム、マグネシウム、銅合金などの非鉄金属の薄い部分を溶接するために最も一般的に使用されます。このプロセスにより、オペレータは、シールド メタル アーク溶接やガス メタル アーク溶接などの競合するプロセスよりも溶接をより細かく制御できるため、より強力で高品質の溶接が可能になります。
ただし、GTAW は比較的複雑でマスターするのが難しく、さらに、他のほとんどの溶接技術よりも大幅に時間がかかります。関連するプロセスであるプラズマ アーク溶接は、わずかに異なる溶接トーチを使用して、より集中した溶接アークを作成するため、多くの場合自動化されます。

ガス タングステン アーク溶接の仕組み
手動ガス タングステン アーク溶接は、溶接工による調整が必要なため、比較的難しい溶接方法です。トーチ溶接と同様に、GTAW では通常両手が必要です。これは、ほとんどのアプリケーションでは、溶接工が片手で溶接トーチを操作しながら、片手で溶加材を溶接領域に手動で供給する必要があるためです。電極とワークピース間の接触を防ぎながら、短いアーク長を維持することも重要です。
溶接アークを発生させるために、高周波発生器 (テスラ コイルに似ています) が電気火花を発生させます。この火花は、シールド ガスを通る溶接電流の導電経路であり、電極とワークピースが通常約 1.5 ~ 3 mm (0.06 ~ 0.12 インチ) 離れている間にアークを開始させることができます。
アークが発生すると、溶接機はトーチを小さな円で動かして溶接プールを作成します。そのサイズは、電極のサイズと電流の量によって異なります。
電極とワークピース間の距離を一定に保ちながら、オペレータはトーチをわずかに後方に動かし、垂直から約 10 ~ 15 度後方に傾けます。フィラー メタルは、必要に応じて溶接プールのフロント エンドに手動で追加されます。
溶接工は、トーチを前進させる (溶融池を前進させる) ことと溶加材を追加することをすばやく交互に行う技術を開発することがよくあります。フィラー ロッドは、電極が前進するたびに溶融池から引き出されますが、表面の酸化と溶接部の汚染を防ぐために、常にガス シールド内に保持されます。
アルミニウムなどの低融点の金属で構成されたフィラー ロッドでは、オペレータはガス シールドの内側にいる間、アークからある程度の距離を保つ必要があります。アークに近づけすぎると、フィラー ロッドが溶接パドルと接触する前に溶融する可能性があります。
溶接が完了に近づくと、アーク電流が徐々に減少し、溶接クレーターが凝固し、溶接の終わりにクレーター亀裂が形成されるのを防ぎます。
ガス タングステン アーク溶接でのシールド ガスの使用
シールドガスは被溶接物に合わせて選択します。次のガイドラインが役立ちます:
- アルゴン: 鋼、ステンレス鋼、アルミニウム、チタンなど、さまざまな材料の溶接に使用できる、最も一般的に使用されるシールド ガスです。
- アルゴン + 2 ~ 5% H2: アルゴンに水素を添加すると、ガスがわずかに還元され、表面が酸化することなくきれいな外観の溶接部が生成されます。アークがより熱く、より収縮するため、より高い溶接速度が可能になります。短所には、炭素鋼の水素割れやアルミニウム合金の溶接金属の気孔率などがあります。
- ヘリウムおよびヘリウム/アルゴン混合物: アルゴンにヘリウムを加えると、アークの温度が上がります。これにより、溶接速度が速くなり、溶接の溶け込みが深くなります。ヘリウムまたはヘリウム/アルゴン混合物を使用することの欠点は、ガスのコストが高く、アークを開始するのが難しいことです。
構造または部品 ガス タングステン アーク溶接の
タングステン不活性ガス溶接機は、次の機器で構成されています:
- 電源
- 不活性ガス供給
- 溶接トーチ/ホルダー
- タングステン電極
- シールドガス
- フィラーロッド
1. 電源:
TIG 溶接では、電流の変動があると、溶接機が接合部を適切に溶接することが難しいため、一定の電源が必要です。
電源には次の 2 つのタイプがあります。
- DC 電源
- AC 電源
DC 電源では、鋼、ニッケル、チタンなどを溶接できます。AC 電源では、マグネシウム、アルミニウムなどの材料を溶接できます。
2. 不活性ガス供給:
TIG 溶接では、雰囲気ガス (酸素、窒素、水素など) から溶接領域を保護するために、不活性ガスの供給が必要です。
一般に、TIG 溶接では不活性ガスの供給源としてアルゴンが使用されます。これについては、シールド ガス セクションで後述します。
3. 溶接トーチ:
TIG 溶接では、溶接トーチは自動および手動操作のいずれかを行うように設計されています。ただし、構造的にはどちらも同じで、手動トーチには保持用のハンドルがあり、自動の場合は自動機に取り付けるように設計されています。
トーチには、水または空気による冷却システムが備わっています。
通常、電流のアンペアが 200 A 未満の場合は空冷を使用しますが、200 A を超える場合は水冷を使用して溶接トーチの温度を下げます。
溶接トーチの内部は、一般的に熱伝導率を高めるために銅でできています。
また、トーチには、タングステン電極をしっかりと保持するための保持装置 (ポート) が備わっています。
4. タングステン電極:
TIG 溶接では、タングステンまたはタングステン合金製の非消耗電極を使用します。
他のどの金属よりもタングステンの耐熱性 (タングステンの融点は 3,422 °C) のため、タングステン電極を使用しています。
電極の直径は一般に 0.5 mm から 0.65 mm まで変化し、長さは 75 mm から 610 mm まで変化します。
5. シールドガス:
シールド ガスは、窒素や酸素などの大気ガスから溶接プールを保護するために使用されます。そうしないと、これらのガスが気孔やブローホールなどを作成して溶接表面を損傷する可能性があります。
シールドガスの選択は、溶接の種類や大気条件、作業に使用される金属の種類などによって異なります。
しかし、一般的にTIG溶接ではアルゴンをシールドガスとして使用します。このタイプの溶接では、アルゴンとヘリウムの混合物も使用されることがあります。
6. フィラーロッド:
ご存知のように、TIG 溶接では、タングステンという非消耗電極を使用するため、場合によっては、2 つのジョイント間のギャップを埋めるために別の材料が必要になります。
フィラー ロッドの材質は、炭素鋼、アルミニウムなど、何でもかまいません。一般に、ジョイントの種類、ワークピースの材質、厚さ、およびワークピースの特性によって異なります。
ガス タングステン アーク溶接の応用
- これは、耐火物、シート、および反応性材料の溶接に特に使用されます。
- タングステン ガス溶接は多種多様な金属に使用でき、このプロセスは複数の産業に適用でき、多くのアイテムの作成と修理に役立ちます。この形式の溶接は、航空宇宙、自動車、修理、芸術の分野で一般的です。
- 航空宇宙: 航空機と宇宙船は、TIG 溶接によって部分的に構築されます。
- 自動車: 安全で確実な構造は、車両が時の試練に耐えられるように、自動車業界では不可欠です。
- 修理: TIG は多くの修理用途に使用できます。ワゴンや昔ながらのペダルカーなどの子供のおもちゃの修理から、アルミ製の工具の修理まで、この溶接方法が役立ちます。
ガス タングステン アーク溶接の利点
タングステン不活性ガス溶接の利点は次のとおりです。
- タングステン溶接は、重要な接合部を溶接するためのソリューションを提供し、小規模または非常に正確な溶接が必要な状況に対応します。
- さまざまな金属で実行できます
- そして、正しく行われると、他の接合プロセスと比較して高品質で高純度の溶接が生成されます。これは、多くの用途で重要です。
- 自動でも手動でも実行できます。
- 全体として、これは 2 つの金属を接合する最も効率的な方法の 1 つです。
- スラグは生成されません。
- TIG 溶接はどの位置でも行うことができます。
ガス タングステン アーク溶接の欠点
TIG 溶接の欠点は次のとおりです。
- タングステン溶接は、より厚い金属板には使用できません。
- より複雑 - 高度なスキルを持つプロの労働者が必要です。
- 安全上の問題として、溶接工は強い光にさらされ、目に損傷を与える可能性があります。
- TIG 溶接サービスの価格は高い。ただし、費用は溶接する材料とプロジェクトの範囲によって異なります。
- これはゆっくりとした溶接プロセスです。
よくある質問
ガスタングステンアーク溶接とは?
ガス タングステン アーク溶接 (GTAW) は、タングステン イナート ガス (TIG) 溶接としても知られており、非消耗タングステン電極を使用して溶接を行うアーク溶接プロセスです。溶接部と電極は、不活性シールドガス (アルゴンまたはヘリウム) によって、酸化やその他の大気汚染から保護されています。
GTAW とは?
ガス タングステン アーク溶接 (GTAW) は、単一のタングステン (非消耗品) 電極とワークの間をアークで加熱することによって生成される溶接です。シールドは不活性ガス混合物から得られます。溶接スパッタやスラグが発生しません。このプロセスは、タングステン不活性ガス (TIG) 溶接と呼ばれることもあります。
GTAW は TIG 溶接と同じですか?
ガス タングステン アーク溶接 (GTAW) とも呼ばれるタングステン イナート ガス (TIG) 溶接は、非消耗タングステン電極を使用して溶接を行うアーク溶接プロセスです。
ガス タングステン アーク溶接は何に使用されますか?
ガス タングステン アーク溶接は、ステンレス鋼と、アルミニウムやマグネシウムなどの非鉄材料の溶接に最も一般的に使用されますが、亜鉛とその合金を除いて、ほぼすべての金属に適用できます。
ガス タングステン アーク溶接プロセスとは?
タングステン不活性ガス (TIG) 溶接としても知られるガス タングステン アーク溶接は、非消耗タングステン電極を使用して溶接を行うアーク溶接プロセスです。フィラー メタルは外部ソースから、通常はベア メタル フィラー ロッドとして追加されます。
ガス タングステン アーク溶接の短所は何ですか?
GTAWのデメリット
- 難易度。 GTAW は、マスターするのが最も難しい溶接プロセスと見なされることが多く、オペレーターには多くのスキルが必要です。
- スピード。 GTAW は移動速度が比較的遅く、他のプロセスよりも堆積率が低くなります。
- 非自動化。
- コスト。
ガス タングステン アーク溶接機の収入は?
溶接機ガス タングステン アークの平均賃金は、米国カリフォルニア州で年額 33,163 ドル、時給 16 ドルです。溶接ガス タングステン アークの平均給与範囲は、31,199 ドルから 39,001 ドルです。
最強の溶接方法は?
TIG 溶接は、MIG 溶接や他のアーク溶接方法よりもきれいで正確な溶接ができるため、強度が高くなります。とはいえ、溶接作業ごとに異なる方法が必要になる場合がありますが、TIG は一般に強度が高く、品質が高いため、作業で必要な場合は MIG または別の方法を使用する必要があります。
TIG 溶接は冷間溶接ですか?
また、冷間溶接としても知られる TIG 溶接プロセスもあります。直流と交流を含むTIGマシンには、「コールド」と呼ばれる設定がある場合があります。これは、TIG ガンでアークが開始されるたびに「ザッピング」効果を持つ手動プロセスです。
TIG 溶接に最適なガスは?
アルゴンは、TIG 溶接プロジェクトで最も一般的に使用される不活性ガスです。 TIG 溶接に使用できるガスはごくわずかであるため、軟鋼、ステンレス鋼、アルミニウムなどのさまざまな金属に使用できる用途の広いガスであるため、アルゴンが最も一般的な選択肢です。
TIG 溶接の温度は?
TIG 溶接 (GTAW またはガス タングステン) は、高温 (華氏 6,000 度以上) で金属を溶かして加熱するアーク溶接プロセスです。棒溶接よりも高価ですが、クリーンで用途が広い (鋼、アルミニウム、真ちゅう、その他多くの金属に使用できます)。
TIG 溶接の長所と短所は何ですか?
TIG 溶接の利点: 詳細な精度、さまざまなアプリケーションと位置、非常に複雑な金属溶接、非消耗電極。 TIG 溶接の欠点: 時間のかかるプロセス、複雑な器具、安全性の問題、不活性ガスのコスト。
溶接工は時間の経過とともに失明しますか?
溶接工がアークから目を適切に保護していない場合、通常、溶接フラッシュ、または光角膜炎に苦しみます。これは、強い紫外線にさらされることによって引き起こされる状態であり、一時的な失明や極度の不快感を引き起こします。さらに深刻な眼の損傷は、永久的な失明につながる可能性があります。
安定したアークを得るためにタングステンを研磨する正しい方法は何ですか?
タングステンを適切に研削し、汚染を防ぐために、タングステンの硬度に耐性のある、タングステン研削用に特別に設計された砥石を使用することをお勧めします。電極をホイールの方向に 90° の角度でまっすぐに研磨し、研磨痕が縦方向であることを確認します。
GTAW と SMAW とは?
SMAW - 溶接中に電極のフラックス コーティングが崩壊し、シールド ガスが生成されます。個別のシールドガスを個別に適用することはありません。 GMAW - シールド ガス (不活性または活性) は、ガス シリンダーから供給されます。 GTAW - 不活性シールドガスはガスボンベから供給されます。
GMAW と GTAW の違いは何ですか?
GMAWは消耗電極を利用しています。そのため、電極材料が溶けて溶接ビードに堆積します。 GTAW または TIG 溶接は非消耗電極を使用するため、電極材料は溶接ビードに堆積しません。
GTAW の長所と短所は何ですか?
| GTAW の利点 | GTAW のデメリット |
| クリーンで高品質な溶接 | 沈着率の低下 |
| 幅広い金属の溶接 | 高度なオペレータ スキルが必要 |
| はね、スラグ、火花、煙が出ない | より高いレベルの紫外線 |
| すべての位置での溶接が可能 | 高品質の溶接を実現するには、目と手の協調が必要です |
溶接するのが最も難しい金属は?
アルミニウムは、その融点、熱伝導率、および延性のために、溶接が非常に難しい金属です。
ガスなしで TIG 溶接できますか?
いいえ、ガスなしでは Tig 溶接できません。タングステン電極と溶接プールの両方を酸素から保護するためにガスが必要です。ほとんどの Tig Welder トーチもガスによって冷却されるため、ガスを使用しないとトーチが燃え尽きる危険があります。
真空溶接とは?
真空接合または真空溶接は、硬い真空中で小さな物体を凝固させる自然なプロセスです。最も顕著な例は、月の表面のほこりです。この影響は、最初のアメリカとソ連の衛星で問題になったと報告されました。これは、小さな可動部品が一緒に捕捉されるためです.
アルゴンのボトルはいくらですか?
アルゴン ガス ボンベは最も高価であると考えられており、新しいボンベの価格は 350 ドルまで上がります。
TIG 溶接に CO2 を使用できますか?
いいえ、TIG 溶接では不活性ガスのみを使用する必要があります。純粋なアルゴンが最も一般的です。追加の入熱が必要なアルミニウムのより厚いセクションを溶接するために、アルゴン/ヘリウム混合物が使用されることがあります。
TIG溶接は簡単ですか?
ガス タングステン アーク溶接 (GTAW)、または TIG は、多くの場合、美的、構造的、またはコード/標準の厳格な要件を満たすように指定されています。 TIG プロセスは複雑であり、学ぶのが最も難しいプロセスであることは間違いありません。
TIG にはフィラーが必要ですか?
TIG 溶接はフィラー材料を必要とせず、代わりにタングステン チップを使用して加熱し、金属表面を直接接合します。
TIG で何を溶接できますか?
TIG 溶接機は、鋼、ステンレス鋼、クロモリ、アルミニウム、ニッケル合金、マグネシウム、銅、真鍮、青銅、さらには金の溶接に使用できます。 TIG は、ワゴン、自転車フレーム、芝刈り機、ドア ハンドル、フェンダーなどの溶接に役立つ溶接プロセスです。
製造プロセス