


酸素アセチレン溶接とは? | |酸素燃料溶接
オキシ アセチレン溶接とは
一般にガス溶接と呼ばれる酸素アセチレン溶接は、酸素とアセチレンの燃焼に依存するプロセスです。手持ちのトーチまたはブローパイプ内で正しい比率で混合すると、温度が約 3,200 ℃ の比較的高温の炎が生成されます。
酸素アセチレン溶接では、溶接トーチを使用して金属を溶接します。溶接金属は、2 つの部品が溶融金属の共有プールを生成する温度に加熱されると生じます。溶融池には通常、フィラーと呼ばれる追加の金属が供給されます。溶加材の選択は、溶接する金属によって異なります。
オキシアセチレン炎の化学作用は、酸素とアセチレンの体積比を変えることで調整できます。
別のタイプの溶接は、酸素アセチレン溶接です。酸素燃料溶接とも呼ばれる酸素アセチレン溶接は、酸素と燃料ガス (通常はアセチレン) の燃焼に依存するプロセスです。このタイプの溶接は「ガス溶接」と呼ばれることがあります。
ガス溶接は、薄い金属部分の溶接にほぼ独占的に使用されます。また、酸素燃料溶接は、凍結したボルトやナットの解放、曲げ作業やソフトはんだ付け作業のための重いストックの加熱などの加熱作業にも使用できます。
関連: ガス溶接とは?
酸素アセチレン溶接は、柔軟で許容可能な溶接プロセスであるため、アマチュアやパートタイムの溶接工に最適です。酸素アセチレン溶接装置も持ち運び可能で使いやすいです。
オキシ アセチレン溶接の仕組み
酸素アセチレン溶接は、純粋な酸素と混合された燃料ガス (最も一般的にはアセチレン) を燃焼させることによって生成される高熱、高温の炎を使用します。母材は溶接トーチの先端を通して酸素燃料ガスの組み合わせからの炎を使用してフィラー ロッドで溶融されます。
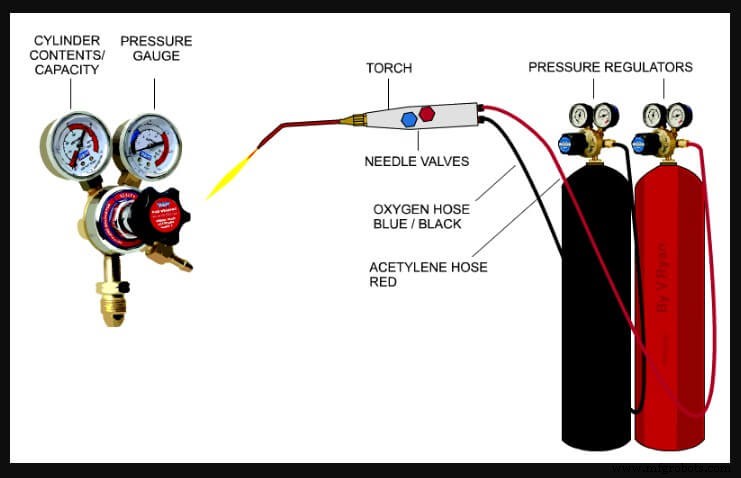
燃料ガスと酸素ガスは加圧されたスチール製シリンダーに貯蔵されます。シリンダー内のレギュレーターがガス圧を下げます。
ガスはフレキシブルホースを通って流れ、溶接機はトーチを介して流れを制御します。次に、フィラー ロッドを母材と一緒に溶かします。ただし、フィラー ロッドを必要とせずに 2 枚の金属を溶かすことも可能です。
酸素アセチレン溶接の炎の種類
中性、酸化、浸炭の 3 つの異なる火炎設定が使用されます。
溶接は一般に、酸素とアセチレンの量が等しい中性火炎設定を使用して実行されます。酸化炎は酸素流量だけを増やすことで得られ、浸炭炎は酸素流量に対してアセチレン流量を増やすことで達成されます。
鋼は1,500度以上の温度で溶けるからです。 C、酸素とアセチレンの混合ガスは、鋼を溶接するのに十分な熱を持つ唯一のガスの組み合わせとして使用されます。ただし、プロパン、水素、石炭ガスなどの他のガスは、低融点非鉄金属の接合、ろう付け、銀はんだ付けに使用できます。
前述のように、酸素アセチレン溶接を進める前に、炎を特定の方法で表示するように調整する必要があります。さまざまな種類の金属を溶接するために、さまざまな種類の炎が使用されます。
1. 浸炭炎
浸炭炎にはアセチレンガスが過剰に含まれています。このタイプの炎は、低熱の炎が必要な用途に適しています。ニッケル、モネル金属、高炭素鋼、および多くの非鉄金属の溶接に使用されます。この炎は、通常の鋼の溶接には使用されません。
関連: 浸炭とは?
2. ニュートラル フレイム
中性炎には、酸素とアセチレンガスが同じ割合で含まれています。このタイプの炎は、加熱された金属に対するこの炎の化学的影響が最も少ないため、ほとんどの溶接作業で使用されます。
3. 酸化炎
名前からわかるように、酸化炎は酸素含有量が高い (酸素とアセチレンの比率は 1.5:1)。このタイプの炎は、銅および青銅や真鍮などの銅の合金を溶接するときに使用されます。酸化するため、鋼の溶接には使用できません。
機器 酸素アセチレン溶接での使用
オキシアセチレン装置は持ち運びが簡単で使いやすいです。これには、鋼製ボンベに加圧下で貯蔵された酸素とアセチレンガスが含まれています。シリンダーには、ブローパイプにつながるレギュレーターとフレキシブル ホースが装備されています。
フレーム トラップなどの特別に設計された安全装置が、ホースとシリンダー レギュレーターの間に配置されています。フレーム トラップは、逆火によって生成された炎がシリンダーに到達するのを防ぎます。フラッシュバックの主な原因は、ホースのパージの失敗とブローパイプ ノズルの過熱です。
溶接の際、オペレーターは保護服と色付きの保護ゴーグルを着用する必要があります。炎は電気アークよりも弱く、紫外線もほとんど放出されないため、色付きの万能メガネで十分に保護できます。
動作特性
酸素アセチレン炎が被溶接材の表面に与える影響は、ガスの流れを変えることによって、ソフト、ハード、または激しい反応を生成するように調整できます。もちろん、溶接に使用できる炎の種類には実際的な制限があります。
硬くて強い炎は、溶融した溶融池を吹き飛ばしますが、柔らかすぎる炎は適用点付近で安定しません。
したがって、ブローパイプは、さまざまなサイズの「スワンネック銅ノズル」に対応するように設計されており、正しい炎の強さを使用できます。材料の厚さとブローパイプのノズルサイズと溶接速度の関係を表に示します。融接では、必要に応じて棒状の溶加材を追加できます。
酸素燃料溶接の主な技術は、左、右、およびすべての位置が右です。前者はほぼ独占的に使用され、板金の厚さが最大約 100 mm までの突合せ、フィレット、およびラップ ジョイントの溶接に最適です。 5mm。右の技術は、5 mm を超えるプレートの厚さに対して使用され、フラットおよび水平-垂直位置での溶接に使用されます。
全姿勢右手法は右手法の修正であり、鋼板の溶接、特に姿勢溶接 (垂直および頭上) を必要とするパイプラインに最適です。適切で適切な技術により、溶接工は、溶融溶融池と溶接堆積物をさらに制御しながら、均一な溶け込みビードを得ることができます。
さらに、溶接機は溶融池をはっきりと見ることができ、完全に自由に動くことができます。これらのテクニックは非常に熟練しており、従来の左のテクニックよりも使用される頻度は低くなります。
溶接にアセチレンを使用する理由
溶接は、さまざまな製造業で重要な製造プロセスです。さまざまな種類の溶接手順があります。重要なタイプの 1 つはガス溶接です。このタイプの溶接では、プロセスに必要な熱は、酸素とアセチレンの燃焼によって生成されます。アセチレンの代わりに水素、ブタン、プロパンが使用されることもあります。
金属を切断するための酸素とアセチレンの組み合わせは、およそ 1906 年から使用されています。何年にもわたって、アセチレンは最も安全で強力な溶接ガスの 1 つとして認識されてきました。しかし、プロパンはアセチレンよりも優れた溶接ガスであるという誤解が広まっています。この投稿では、これらのガスの違いを共有し、アセチレン ガスが提供する利点について詳しく説明します。
ガス溶接 - プロパンとアセチレンの 4 度の差
プロパンとアセチレンの主な違いは次のとおりです:
- 炎の温度 :プロパンは、酸素中で燃焼すると摂氏約 2800 度の炎温度を生成します。アセチレンは、酸素とともに摂氏約 3100 度の炎温度を生成します。この高い火炎温度により、アセチレンはガス溶接鋼に適しています。
- 溶接: 酸素中で燃焼すると、アセチレンは還元ゾーンを生成し、金属表面を簡単にきれいにします。ただし、プロパンには還元帯がありません。この特性により、溶接には適していません。現在、酸素アセチレン溶接は高強度鋼に使用されています。
- 安全: 酸素と一緒に使用した場合のアセチレンの効率は非常に高いです。これは、ガス、特に酸素がより長く持続することを意味します。したがって、これによりシリンダーの取り扱いが少なくなります。
- 経済的メリット :プロパンと比較すると、アセチレンは化学量論的酸素要求量が少なくなります。プロパンの体積比は 4.3 対 1 ですが、アセチレンの場合は 1.2 対 1 です。これは、アセチレンよりもプロパンを使用している間により多くの酸素が消費されることを意味します。
上記のすべての違いは、アセチレンがプロパンよりも好まれる理由を示唆しています。ガス溶接にオキシアセチレンを使用する利点についてもっと知りたいですか?次のセクションで詳しく説明します。
アセチレンが溶接に最適な 3 つの理由
以下の点は、1906 年以来アセチレンが溶接に好まれる理由を理解するのに役立ちます。
- 安全な燃料: 安全性は、ほとんどのプロセス産業において重要な優先事項です。アセチレンは空気よりも軽いため、低レベルで蓄積する可能性はほとんどありません。この特性により、あらゆる処理施設や地下用途で安全に使用できます。
- 優れた溶接品質 :アセチレンは、酸素と結合すると最も高温の燃料ガスです。適切な用途では、アセチレンはさまざまな鋼材の溶接に最適です。
- 節約 :オキシアセチレンはその柔軟性でよく知られており、ろう付け、切断など、溶接以外のさまざまな機械加工操作に適しています。
アセチレンガス充填プラントなどでは、溶接用のアセチレンボンベが各種サイズを取り揃えています。この柔軟性により、他の燃料ガスと比較して、調達と輸送が容易になります。
Rexach は、溶接用アセチレン シリンダーを充填するための機器の大手メーカーの 1 つです。 Rexarc のチームは、ガス溶接にアセチレンを使用することの仕様と追加の利点を理解するのに役立ちます.
酸素燃料溶接は何に使用されますか?
酸素燃料溶接は、純粋な酸素と燃料/ガスを使用して、炭素鋼、合金鋼、鋳鉄、アルミニウム、マグネシウムなどの種類の金属を溶接するプロセスです。酸素燃料溶接では、トーチを使用して 2 つの金属片を溶融プールを生成する温度で加熱します。
オキシアセチレントーチを適切に扱う方法
酸素アセチレントーチの点火、調整、およびシャットダウンは、特に適切な手順に従えば簡単です。これらのわかりやすい指示に加えて、トーチの製造元の操作手順に必ず従う必要があります。
酸素アセチレン トーチの適切な点火方法、調整方法、シャットダウン方法:
まず – トーチに点火する前に、次のチェックを行ってください:
- レギュレーターの圧力調整ネジが外されていることを確認してください!
- トーチバルブが閉じていることを確認してください!
- レギュレーターの前から離れて立つ
- 酸素ボンベとアセチレンボンベのバルブを別々にゆっくりと開けます
- レギュレーター p/a スクリューをチップ圧設定に調整します
- トーチバルブを個別に開閉し、レギュレーターの圧力設定を微調整する
- 切断レバーを押し下げ、必要に応じて圧力を調整します
トーチの点火と調整 (陽圧/等圧ミキサーを使用):
- 酸素と燃料ガスラインの両方を別々にパージ
- 燃料ガスバルブを 1/2 回転開けます
- ストライカーで炎に火をつける
- 炎がチップの端から出て煙がなくなるまで、燃料ガスの流れを増やします
- 炎が先端に戻るまで下げる
- 酸素バルブを開き、中性炎に調整します
- 酸素レバーを押して、必要な調整を行います
トーチのシャットダウン (陽圧/等圧ミキサーを使用):
- 酸素トーチバルブを閉じる
- 燃料ガストーチバルブを閉じる
トーチ/レギュレーターとガスがしばらく使用されていない場合は、次の手順に従ってください:
- 酸素と燃料ガスのボンベのバルブを閉める
- 酸素と燃料ガスラインを別々にパージ
- すべてのレギュレータ ゲージが 0 になっていることを確認します
- レギュレーターの圧力調整ネジを元に戻してください!
- 商用環境で使用している場合は、損傷などを監督者に報告してください
酸素燃料装置を扱うときは、常に基本的な安全規則に従うことを忘れないでください。
よくある質問
酸素アセチレン溶接とは?
一般にガス溶接として知られる酸素アセチレン溶接は、酸素とアセチレンの燃焼に依存するプロセスです。ハンド トーチまたはブローパイプで正しい比率で混合すると、温度が約 3,200°C の比較的高温の炎が生成されます。
酸素燃料溶接とは
酸素燃料溶接では、溶接トーチを使用して金属を溶接します。溶接金属は、2 つの部品が溶融金属の共有プールを生成する温度に加熱されると生じます。溶融池には通常、フィラーと呼ばれる追加の金属が供給されます。溶加材の選択は、溶接する金属によって異なります。
酸素燃焼溶接は何に使用されますか?
酸素燃料溶接は、純粋な酸素と燃料/ガスを使用して、炭素鋼、合金鋼、鋳鉄、アルミニウム、マグネシウムなどの種類の金属を溶接するプロセスです。酸素燃料溶接では、トーチを使用して 2 つの金属片を溶融プールを生成する温度で加熱します。
酸素アセチレン溶接プロセスとは?
一般にガス溶接と呼ばれる酸素アセチレン溶接は、酸素とアセチレンの燃焼に依存するプロセスです。手持ちのトーチやブローパイプ内で正しい比率で混合すると、温度が約 3,200 度の比較的熱い炎が生成されます。
オキシアセチレンで溶接できる金属は?
酸素アセチレン溶接が正しい方法で行われる場合、すべての商用金属の溶接に使用できます。オキシアセチレンで溶接される金属には、低合金鋼、低炭素鋼、錬鉄、鋳鉄が含まれます。
酸素アセチレン溶接の目的は何ですか?
酸素アセチレン ガス溶接は、一般に、金属や合金の溶接および切断作業に使用されます。溶接は一般に、アセチレン、水素、プロパン、ブタンなどの燃料ガスと酸素混合物との燃焼によって発生する熱を利用して、複数の金属を接合するために使用されます。
オキシアセチレンで溶接できる金属は?
酸素アセチレン炎で溶接できる金属には、鉄、鋼、鋳鉄、銅、真鍮、アルミニウム、青銅、および多くの合金が含まれます。酸素アセチレン炎は、金属の切断、肌焼き、アニーリングにも使用されます。
酸素溶接はどのように行うのですか?
なぜ電極はフラックスでコーティングされているのですか?
電極は、フラックスと呼ばれる金属混合物でコーティングされています。フラックスは、分解時にガスを放出して溶接部の汚染を防ぎ、脱酸剤を導入して溶接部を浄化し、溶接保護スラグを形成させ、アークの安定性を改善し、合金元素を提供して溶接を改善します。溶接品質
オキシ アセチレン セットアップの費用はいくらですか?
酸素燃料システムをいつでもどこでも稼働させるには、燃料ボンベと酸素ボンベが必要です。典型的な中型酸素燃料システムの初期設定費用は 230 ~ 500 ドルです。
トーチ溶接の強度は?
トーチ溶接装置は非常に効果的で、最高 3200° C または 5,620° F の火炎温度を生成できます。トーチ溶接機は非常に用途が広く、最小のガジェットから最大の構造物まで、さまざまなプロジェクトに使用できます。
オキシアセチレンはステンレス鋼を切断できますか?
ただし、この方法で切断できるのは、酸化物の融点が母材金属自体よりも低い金属のみです。アルミニウムやステンレス鋼などの金属は、酸化の完全な発生を妨げる酸化物の形成により、Oxyfuel では切断できません。
オキシアセチレンの圧力は?
燃料ガスの圧力は 0.07 バール (1 psi – ポンド/平方インチ) 以下です。酸素圧は、トーチ チップのサイズに応じて、0.7 ~ 2.8 bar (10 ~ 40 psi) の範囲です。
溶接ブースのカーテンが重要なのはなぜですか?
溶接カーテンとスクリーンは、溶接作業スペースに追加の保護層を追加し、溶接エリアの近くで作業する作業員が有害な紫外線にさらされたり、閃光火傷のリスクにさらされたりしないようにします.
フラックスはどのように溶接棒に付着しますか?
フラックス成分が溶接アークで燃焼すると、シールドガスが放出され、溶融溶融池が大気中の不純物から保護されます。溶融池が冷えると、フラックスがスラグを形成して溶接金属を酸化から保護し、溶接ビードの気孔を防ぎます。
ステンレス鋼に最適な溶接棒は?
309 または 312 SMAW 電極は、ステンレス鋼のスティック溶接、特にメンテナンスまたは修理用途に適しています。高い耐クラック性と良好な強度を提供し、特定の材料グレードが不明であっても、通常、すでに使用されているステンレス鋼に接合できます。
プラズマ カッターとオキシ アセチレンのどちらが優れていますか?
より薄い金属の高速切断:プラズマは酸素燃料よりも薄い金属をより速く切断でき、金属の歪みを最小限に抑えるか、まったく発生させません。プラズマは、積み重ねられた金属を切断する際のパフォーマンスも向上します。
プラズマ切断は酸素燃焼切断よりどれくらい速いですか?
全体として、プラズマはオキシフューエルよりも正確でクリーンなカットを生成し、角度が良く、カーフが薄く、熱影響ゾーンが小さく、ドロスがほとんどまたはまったくありません。プラズマは、厚さ 25 mm までの金属を切断する場合、酸素燃料の少なくとも 2 倍の速度で、より薄い材料では最大 12 倍高速です。
どのサイズのオキシ アセチレン タンクを入手すればよいですか?
これは「大きいほど良い」状況なので、K サイズの酸素タンクや #4 アセチレン タンクなどの背の高いタンクを用意することを検討してください。余裕があれば、それぞれ 2 つずつ購入することをお勧めします。そうすれば、ディーラーに補充を求めに行くまでプロジェクトを保留にするのではなく、交換して作業を続けることができます。
オキシ アセチレンは時代遅れですか?
ここ数十年で、酸素アセチレン溶接は時代遅れになりました。当社の最新のアーク溶接機は、一貫性が高く、溶接が高速です。ただし、酸素アセチレン切断は、毎日何百万人もの溶接工が利用する一般的なプロセスです。
オキシアセチレントーチはアルミニウムを切断できますか?
No oxy-アセチレンは、アルミニウムを切断するためのものではありません。オキシアセチレン (この時点からのアセチレン) は、アルミニウムを溶かすのに十分なほど熱くなりますが、きちんとした方法ではありません.
酸素アセチレン溶接には何が必要ですか?
必須機器コンポーネント
- トーチ本体(またはハンドル)
- 2 つの個別のガス管 (ホースに接続されたハンドルを介して)
- 独立したコントロール バルブ。
- ミキサー室。
- フレイムチューブ。
- 溶接のヒント
最初に酸素とアセチレンのどちらをオンにしますか?
アセチレンバルブを 1/8 回転させて炎に点火することから始めます。煙が最小限になるまで炎の速度を落とします。炎が最後に向かって羽のような形になっているのがわかります。酸素バルブをゆっくりとオンにして、予熱炎が現れるのを観察します。
酸素アセチレン溶接の利点は何ですか?
酸素アセチレン溶接の利点:
- 簡単に習得できます。
- この機器は、他のほとんどのタイプの溶接リグ (MIG/TIG 溶接) よりも安価です
- この機器は、他のほとんどのタイプの溶接リグ (MIG/TIG 溶接) よりも携帯性に優れています
- 酸素/アセチレン装置は、大きな材料の「火炎切断」にも使用できます。
オキシアセチレンで溶接できる金属は?
酸素アセチレン炎で溶接できる金属には、鉄、鋼、鋳鉄、銅、真鍮、アルミニウム、青銅、および多くの合金が含まれます。酸素アセチレン炎は、金属の切断、肌焼き、アニーリングにも使用されます。
製造プロセス