


表面仕上げとは - 単位、記号、表
表面仕上げとは?
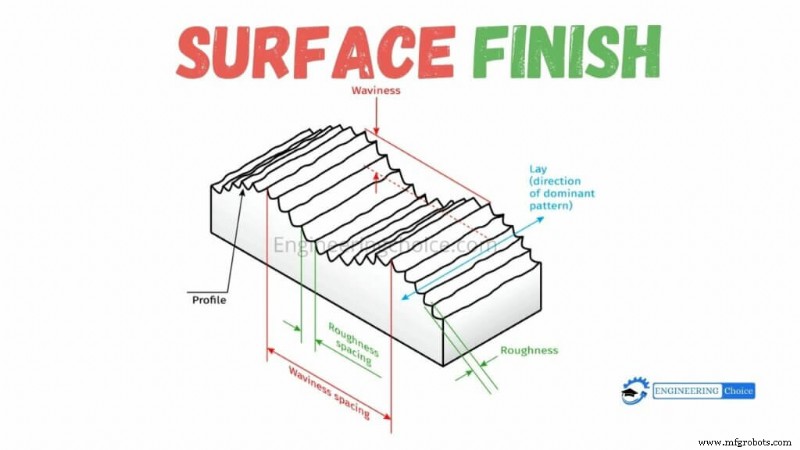
表面テクスチャーまたは表面トポグラフィーとも呼ばれる表面仕上げは、レイ、表面粗さ、うねりの 3 つの特性によって定義される表面の性質です。これは、完全に平らな理想 (真の平面) からの表面の小さな局所的な偏差で構成されます。
表面性状は、摺動時の摩擦と転写層の形成を制御する重要な要素の 1 つです。滑り状態での摩擦と摩耗に対する表面テクスチャの影響を研究するために、かなりの努力が払われてきました.
表面テクスチャは等方性または異方性です。表面のテクスチャによっては、スライド中にスティック スリップ摩擦現象が観察される場合があります。
製造工程ごとに表面の質感が生まれます。このプロセスは通常、結果として得られるテクスチャが確実に使用できるように最適化されます。必要に応じて、初期テクスチャを変更するプロセスが追加されます。
後者のプロセスには、研削 (研磨切断)、研磨、ラッピング、研磨ブラスト、ホーニング、放電加工 (EDM)、フライス加工、リソグラフィ、工業用エッチング/化学研磨、レーザー テクスチャリング、またはその他のプロセスがあります
表面仕上げの定義
表面テクスチャーまたは表面トポグラフィーとも呼ばれる表面仕上げは、レイ、表面粗さ、うねりの 3 つの特性によって定義される表面の性質です。これは、完全に平らな理想 (真の平面) からの表面の小さな局所的な偏差で構成されます。
表面仕上げは、表面のレイ、表面粗さ、およびうねりによって特徴付けられる、表面の全体的な質感の尺度です。機械工は表面粗さを表面仕上げと呼ぶことが多いため、3 つの特性すべてを含めることを意図する場合の表面仕上げは、混乱を避けるために表面テクスチャと呼ばれることがよくあります。表面テクスチャに類似した別の用語は、表面トポロジーです。
この図は、うねり、レイ、ラフネスの関係をどのように考えるかを示しています。
レイ
レイとは、表面の主要なパターンとそのパターンの方向を表すために使用される用語です。レイは一般に製造プロセスによって生成され、平行、垂直、円形、クロスハッチ、放射状、多方向、または等方性 (無方向) の場合があります。シンボルとレイの解釈については、以下のシンボル セクションで説明します。
うねり
うねりは、最も広い間隔の表面仕上げのバリエーションに使用される用語です。表面のこれらの周期的な欠陥は、粗さのサンプリング長よりも大きくなりますが、小さく、短く、規則的であるため、平坦性の欠陥とは見なされません。
表面のうねりの一般的な原因には、加熱と冷却による反り、びびりやたわみによる機械加工の欠陥が含まれます。
うねりは評価長さにわたって測定され、その長さのうねりプロファイルが生成されます。うねりプロファイルには、粗さ、平面度、または形状の変化による表面の不規則性は含まれません。
うねり間隔 (Wsm) は波のピーク間の間隔であり、波の高さは平均うねり (Wa) または合計うねり (Wt) パラメーターによって定義されます。
うねりの要件は、粗さの要件ほど一般的ではありませんが、ベアリング レースやシール面などの特定の部品では重要になる場合があります。
表面粗さ
表面粗さは、しばしば粗さと短縮され、表面形状の小さな不規則性を指します。粗さは、表面仕上げの最も一般的に指定、測定、および計算される側面であり、多くの人は「表面仕上げ」という用語を粗さのみを表すために使用します。
表面仕上げ記号
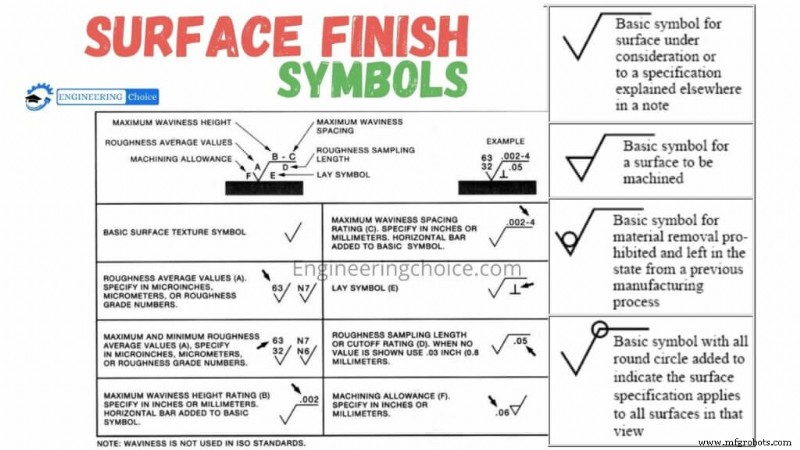
基本的な表面仕上げ記号は、指定する表面上に点が置かれたチェック マークです。この記号のバリエーションは、下の表で説明されている追加の指示を提供します。
表面仕上げ単位
Ra – 平均粗さ
Ra は、算術平均 (AA) または中心線平均 (CLA) としても知られています。これは、粗さプロファイルとその平均線の間の領域の平均粗さです。グラフ上では、Ra は粗さプロファイルとその中心線の間の面積を評価長さで割ったものです。評価長は、通常、各サンプル長が 1 つのカットオフ長に等しい 5 つのサンプル長です。
Ra は、最も一般的に使用される表面仕上げパラメーターです。非常に一般的な理由の 1 つは、アナログ電子回路を使用して信号の絶対値を取得し、信号を積分するのが非常に簡単であるため、デジタル回路を含まない機器で Ra を測定できることです。
Ra は一般的ですが、表面の粗さを完全に特徴付けるには十分ではありません。用途によっては、同じ Ra の表面でもまったく異なる性能を発揮することがあります。 Ra が同じで形状がまったく異なる 4 つの面があります。
これらの違いを区別するには、さらにパラメーターが必要です。
Rmax – 最高峰から最低谷までの垂直距離
Rmax は、平均値に基づく Ra などの測定値からは明らかでない、傷やバリなどの異常に特に敏感です。
Rz – 多くのヨーロッパ人に好まれる
ヨーロッパ、特にドイツでは、多くの場合、Rz が Ra よりも好まれます。 Ra のように中心線から測定する代わりに、Rz は 5 つのサンプリング長さ内の 5 つの最大の山と谷の差の平均を測定します。 Ra はいくつかの極値に対して比較的鈍感ですが、Rz は極値を測定するように設計されているため、非常に敏感です。
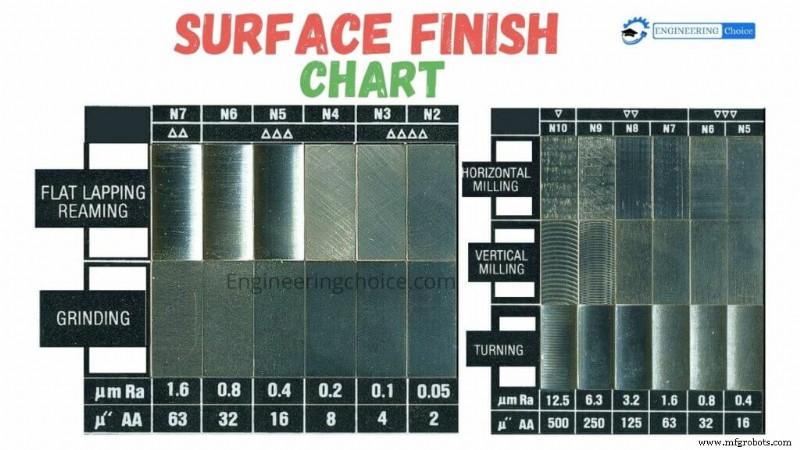
表面仕上げチャート
重要ポイント
- 表面仕上げは、うねり、レイ、粗さで構成されますが、製図では粗さのみが指定されるのが一般的です。
- Ra は平均的な粗さであり、表面の高さのばらつきを過小評価しています。
- Rz は平均粗さの深さであり、最も深刻な表面の高さの変化のサイズを概算します。
- ほとんどの場合、Ra
- 粗さが SI 単位 (マイクロメートル) で指定されているか、英国単位 (マイクロインチ) で指定されているかを知ることが重要です。
- より多くの製造プロセスが必要になるため、滑らかな表面はより高価になります。したがって、コストを最小限に抑えるには、許容できる最も粗い仕上げを指定する必要があります。
製造プロセス