


溶接炎とは - 中性・浸炭・酸化
今日は、ガス溶接で使用される溶接炎の種類について学びます。前回の投稿では、ガス溶接について説明しました。この溶接プロセス ガスでは、燃料が燃焼されて高温の炎が生成され、それがさらに溶接接合部を作成するために使用されます。
炎は溶接継手を作成する主な役割を果たし、溶接特性はそれに大きく依存します。炎には自然炎、浸炭炎、酸化炎の3種類があります。自然炎は燃料と酸素の混合が同期しており、浸炭炎は燃料が多く、酸化炎は酸素が多い。異なる材料は、溶接条件に応じて異なるフレームを使用しました.
溶接炎とは?
溶接炎は、金属または熱可塑性樹脂を加熱するために使用され、冷却しながらそれらを融合させます。ほとんどのガス溶接プロセスでは、酸素燃料溶接が使用されます。これは、1903 年に初めて開発された最も古い溶接プロセスの 1 つです。酸素アセチレン溶接とも呼ばれる酸素燃料溶接では、アセチレンなどの液体燃料またはガスが必要です。ガスは酸素と結合して炎の温度を上昇させます。
トーチにはガスタンクに接続するホースがあります。溶接を開始する準備ができたら、バルブを開き、トーチから出るガスに点火します。次に、バルブを調整して各ガスの流れを調整し、ガスの比率を変更します。
各フレームには、コーンと呼ばれるいくつかのゾーンもあります。内側の円錐は、炎の最も熱い部分です。アセチレンと酸素が結合する場所です。外側の円錐は、周囲の空気からより多くの酸素を取得するため、より低温になります。一般に、外被またはシースとも呼ばれます。

溶接炎の種類
炎には自然炎、浸炭炎、酸化炎の3種類があります。
- 自然の炎 燃料と酸素の混合が同期している
- 浸炭炎 より多くの燃料があり、
- 酸化炎 より多くの酸素を持っています..
私たちが知っているように、3 つの基本的な溶接フレームがあります。これらの領域が続きます。
1.自然の炎
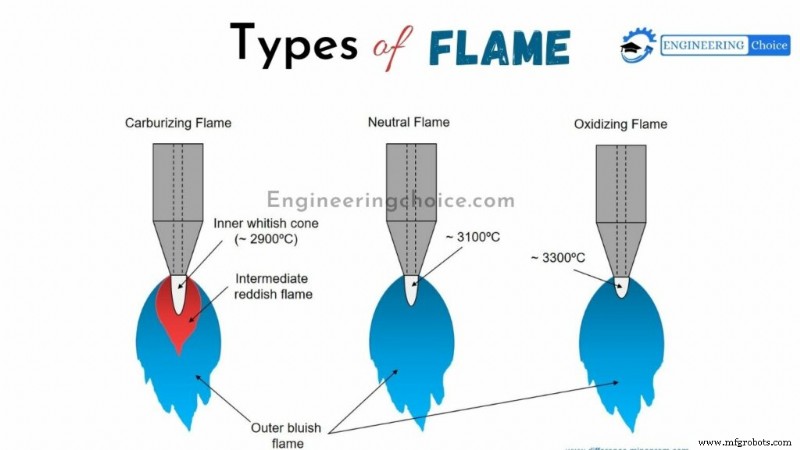
名前が示すように、この炎には体積によって燃料が供給される酸素とガスが同量含まれています。この炎は燃料を完全に燃焼させ、溶接される金属に化学的影響を与えません。主に軟鋼、ステンレス鋼、鋳鉄などの溶接に使用されます。煙はほとんど発生しません。
この炎には 2 つのゾーンがあります。内側のゾーンは白色で温度は摂氏約 3100 度、外側のゾーンは青色で摂氏約 1275 度です。
2.浸炭炎
この炎には燃料ガスが過剰に含まれています。この炎が金属と化学反応を起こし、金属炭化物を形成します。このため、この炎はカーボンを吸収する金属には使用できません。スモーキーで静かな炎です。この炎には 3 つの領域があります。
内側のゾーンは白色、中間のゾーンは赤色、外側のコーンは青色です。コーン内部の温度は摂氏約 2900 度です。この炎は、中炭素鋼、ニッケルなどの溶接に使用されます。
3.酸化炎
自然炎からアセチレンの量が減少したり、酸素の量が増加したりすると、内側の円錐が消失する傾向があり、得られる炎は酸化炎として知られています。自然炎よりも熱く、2 つのゾーンが明確に定義されています。
内側のゾーンは非常に明るい白色で、温度は摂氏約 3300 度です。外側の炎は青色です。この炎は、真鍮、青銅などの無酸素銅合金の溶接に使用されます。
理想的な炎にはどのタイプのガスを使用する必要がありますか?
アセチレンは、議論されているガス溶接炎のタイプを生成するために最も使用されるガスですが、それが唯一の選択肢ではありません.アセチレンの代替として、MAPP と水素がよく挙げられます。アセチレンには、炭素原子を一意に結合する「三重結合」があります。
他のガスが発火温度に達すると、結合が壊れます。その後、ガスはエネルギーを吸収します。アセチレンの結合が切れると、エネルギーを放出します。これにより、アセチレンはより高い温度に達することができます。
他のガスと比較して、アセチレンは酸化特性も少ないです。ただし、着火しやすい。 MAPP は、より安全なオプションとして作成されました。 MAPPガスは、プロパンとアセチレンを組み合わせた液化石油ガスです。標準的なアセチレンに比べて小さな容器で出荷でき、発火温度が高く、はるかに高い圧力で作動します。
MAPP の欠点は温度です。 MAPP を使用して生成された炎は、アセチレン炎に比べて温度が低くなります。ほとんどのスチールには適していませんが、アルミニウムには適しています。水素は、アルミニウムを容易に溶接するもう 1 つのガスです。 MAPP と同様に、水素炎は低温に達し、高圧で作動します。
アルミニウムを融合する予定がない限り、アセチレンに固執してください.温度が低く、回収率が低いため、MAPP と水素がより硬い金属を適切に融合することができません。 MAPP と水素はガス溶接には最適な選択肢ではありませんが、ガス切断では一般的な選択肢になっています。高圧トーチで使用すると、MAPP と水素により、よりクリーンな切断が実現します。
また、温度が低いため、MAPP と水素は、加熱、曲げ、およびろう付けに一般的に選択されます。
オキシアセチレン炎を生成するための一般的な比率
中性ガス溶接フレームには、酸素とガスが均等に混合されています。浸炭炎には酸素が少なく、酸化炎には酸素が多く含まれています。では、比率はどのように決定するのでしょうか?
どんなプロジェクトでも、ニュートラルな炎から始めましょう。浸炭炎と酸化炎は、中性炎を達成した後、アセチレンまたは酸素の放出を増加させることによって作成されます。
各炎の典型的な酸素とアセチレンの比率を分解するために、次のリストを作成しました:
- 浸炭炎:0.8~1.0
- 中性炎:0
- 酸化炎:1.0~2.5
アセチレンの流れを増やすと、明確な羽が内側の円錐から伸び始めます。フェザーは、内側のコーンの長さの約 2 ~ 3 倍に達する必要があります。ガスが完全に燃焼するのを防ぐと、ガスの温度も下がります。
酸化炎が必要な場合は、アセチレンの流れを増やす代わりに酸素の流れを増やします。余分な酸素が酸化効果を生み、ガスの燃焼が速くなり、温度が高くなります。
ガス溶接用の中性炎はどのように作成しますか?
中立炎は他の炎を作成するための出発点であるため、作成方法を学んだ最初の炎です。レギュレーターの調整から始めます。酸素ボンベとアセチレンボンベには、それぞれ 2 つのゲージを備えたレギュレーターがあります。 1 つのゲージは残りの圧力を示し、もう 1 つのゲージは使用圧力を表示します。
レギュレーターのネジを調整すると、作動圧力が調整され、酸素またはガスの流量を増減できます。トーチに点火する前に、レギュレーターの前から離れて立ち、ゆっくりと酸素ボンベを開け、次にアセチレン ボンベを開けます。レギュレーターのネジを回して圧力設定を調整します。
レギュレーターの圧力を設定すると、トーチに火をつけて調整できます。アセチレン バルブを 4 分の 1 回転開き、トーチに点火します。 3 つの異なるゾーンが見えるまで、酸素バルブをゆっくりと開きます。内側のコーン、羽の形をしたアセチレン コーン、および外側のエンベロープが表示されます。羽毛が内側のコーンに消えるまで、酸素バルブをゆっくりと開き続けます。これでニュートラル フレームができました。
浸炭炎を発生させるには、フェザーが内側コーンの長さの 2 ~ 3 倍に達するまで、アセチレン シリンダーのバルブをゆっくりと開きます。酸化炎を作成するには、内側のコーンが元のサイズの約 4 分の 1 になるまで酸素の流れを増やします。また、明確なシューという音も聞こえるはずです。
製造プロセス