


ダイカスト:考えられる製造上の問題とその修正
ダイカストは精密鋳造法です。ダイカストで製造された部品は、寸法公差が非常に小さい 高い表面精度 .
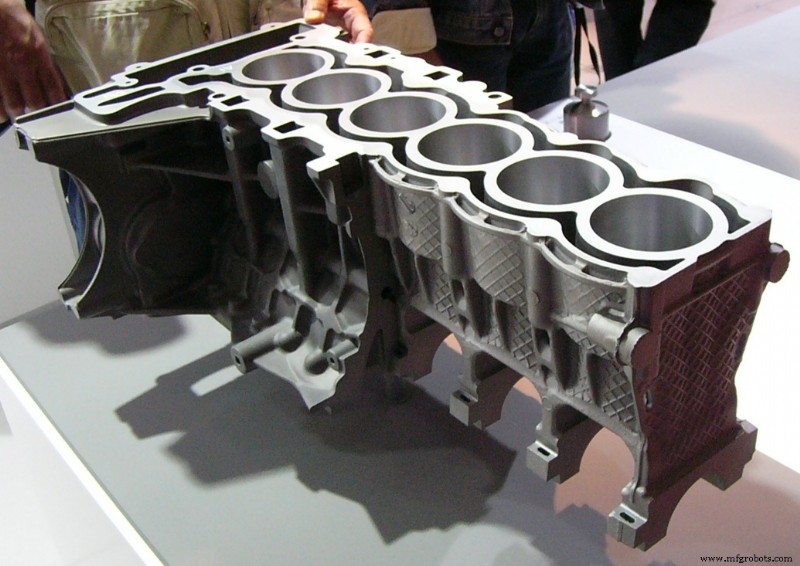
ほとんどの場合、ダイカスト部品は回さずに組み立てることができます。ネジ部は直接鋳造も可能です。一般的なカメラ部品、タイプライター部品、電子計算機、装飾品などの小型部品。自動車、機関車、飛行機などの車両の複雑な部品は、ほとんどがダイカストで製造されています。
この投稿では、ダイカストの品質を管理する主な方法を次の 3 つの側面から紹介します。
- 必要なダイカスト メタル
- 重要な影響因子:気温 、
- 製造過程で発生する可能性のある欠陥とその修正方法
この投稿を読んだ後は、これらすべての欠陥を回避して、高品質の製品を効果的に製造することができます.
1.必要なダイカスト金属
ダイカストに使用される金属には、主に亜鉛、銅、アルミニウム、マグネシウム、鉛、スズ、および鉛-スズ合金が含まれます。より具体的なダイカスト金属には、ZAMAK、アルミニウム亜鉛合金、および Alcoa の規格 (AA380、AA384、AA386、AA390、および AZ91D マグネシウム) が含まれます。
1.1 各種金属の特徴
ダイカスト時の各種金属の特徴は以下の通りです。
- 亜鉛 :亜鉛はダイカスト金属の中で最も簡単にコーティングできます。小さな部品を製造する場合、経済的であり、高い圧縮強度、高い可塑性、および長い鋳造寿命を備えています。
- アルミニウム :アルミニウムは軽量で、寸法安定性が高く、耐食性が高く、機械的特性に優れ、熱伝導率が高く、電気伝導性に優れています。
- マグネシウム :マグネシウムは機械加工が容易で、一般的に使用されるダイカスト金属の中で最も軽い金属です。
- 銅 :銅は硬度が高く、耐食性が強いという特徴があります。ダイカスト金属の中でクーパーの機械的特性は最高です。
- 鉛とスズ :これらの 2 つの金属は、特殊防食部品用の高密度で高い寸法精度を備えています。安全上の問題から、この合金は食品加工および貯蔵施設として使用できません。鉛-スズ-ビスマス合金 (少量の銅を含む場合もあります) は、活版印刷で手仕上げのレタリングやホット スタンプを作成するために使用できます。
1.2 さまざまな材料の最小断面積と最小抜き勾配
各材料の最小断面積と最小抜き勾配は下の表に記載されており、最も厚い部分は 13 mm 未満である必要があります。
| メタル | 最小断面積 | 最小ドラフト角度 |
| アルミニウム合金 | 0.89 mm (0.035 インチ) | 1:100 (0.6°) |
| 真鍮とブロンズ | 1.27 mm (0.050 インチ) | 1:80 (0.7°) |
| マグネシウム合金 | 1.27 mm (0.050 インチ) | 1:100 (0.6°) |
| 亜鉛合金 | 0.63 mm (0.025 インチ) | 1:200 (0.3°) |
2.重要な影響因子:温度
温度は、ダイカスト プロセスにおいて非常に重要な要素です。鋳造温度と金型温度の両方が最終製品に重要な影響を与えます。
2.1 鋳造温度
鋳造温度が上昇するにつれて、合金中のガスの溶解度が増加し、ダイカスト プロセス中に析出しにくくなり、金属の機械的特性に影響を与えます。
アルミニウム合金とマグネシウム合金は、温度が上がると酸化が進みます。酸化した介在物は、合金の特性を低下させる傾向があります。
また、金属の鉄含有量は、温度が上昇するにつれて増加し、流動性の低下につながり、製品の性能を低下させます。
2.2 金型温度
金型温度は金型の寿命に大きく影響します。急激な温度変化は、金型の早期の割れを引き起こす可能性があります.
金型温度が低すぎると、合金の収縮応力が増加し、鋳造品に亀裂が生じやすくなります。
ただし、金型温度が高すぎると、鋳物の滑らかな表面を得るのに有利ですが、収縮低下が発生しやすくなります。
3.製造過程で発生する可能性のある欠陥とその修正方法
3.1 クラック
ダイカストの製造工程では、金型が繰り返し熱にさらされ、成形面とその内部の変形により、マイクロ クラックが発生します。
したがって、一方では、ダイカストの開始時に金型を十分に予熱する必要があります。さらに、初期の亀裂故障を回避するために、ダイカスト プロセス中に金型を特定の動作温度範囲内に維持する必要があります。
3.2 断片化
射出力の作用下で、金型は最も弱い点で割れます。特に、金型の成形面のスクライビングマークまたは電気加工マークが研磨されていないか、成形品の明確なコーナーに細かい亀裂が最初に現れます。
粒界に脆性相や粗粒があると壊れやすい。亀裂は脆性破壊中に急速に伝播し、金型の破損の危険な要因となります。
このため一方では、金型表面の傷や電工痕などは、注湯方式であっても研磨しなければなりません。さらに、使用される金型材料には、高強度、良好な可塑性、衝撃靭性、および破壊靭性が要求されます。
以上がダイカストの品質問題です。お役に立てれば幸いです。ご不明な点がございましたら、お気軽にコメントを残してください。
注:
1.この投稿で使用されている画像は私たちの所有物ではありません。それらがあなたのものである場合は、お気軽にお問い合わせください。可能な限り迅速に削除いたします。
2. 統計は次のものから:Degarmo、E. Paul;ブラック、J T。 Kohser、Ronald A. 製造における材料とプロセス (第 9 版)。ワイリー。 2003:331.
製造プロセス