


3D プリントのアニーリング。簡単な方法で 3D プリントを改善!
3D オブジェクトを印刷したことがある人なら誰でも、完成したときに厄介な驚きが待っていることを知っています。
反り、層間剥離、およびその他の欠陥により、美しいプリントが台無しになる可能性があります。
しかし、印刷物をアニーリングすると、これらの問題を回避してより良い印刷物を作成できることをご存知ですか?
3D プリントは、世界を席巻した素晴らしい技術です。ただし、他のテクノロジーと同様に、癖があります。
3D プリントのアニーリング
3D プリントで最もよくある問題の 1 つは、プリントが思ったほど強くないことです。これは多くの場合、プリントに十分な熱を加えていないことが原因であり、プラスチックの冷却が速すぎます。
印刷物を改善したい場合は、アニールする必要があります。 3D プリントのアニーリングは、品質と耐久性を向上させる優れた方法です。
3D プリントにおけるアニーリングとは?
アニーリングは、アニーリング温度で金属の物理的および機械的特性を変更するために使用される熱処理プロセスです。目的は、金属を柔らかくし、応力を取り除き、延性と靭性を向上させることです。
金属や合金の製造、金属部品の製造に一般的に使用されています。このプロセスでは、金属を特定の温度まで加熱し、その温度で一定時間保持します。
必要な時間が経過した後、金属はゆっくりと室温まで冷却されます。
3D プリント プロセスにおけるアニーリング プロセスについて知っておくべきヒント
熱たわみ温度
アニーリングは、高温に耐えることができる金属に対してのみ実行する必要があるプロセスです。金属は、再結晶温度または熱変形温度より高く、ただし融点より低く加熱する必要があります。
融解温度
さらに、目的の結果を得るには、アニーリングの温度と時間を慎重に制御する必要があります。アニーリング後、金属を室温または溶融温度までゆっくりと冷却します。繰り返しますが、ガスオーブンまたは電気オーブンを使用して実行できます。
ガスオーブンで行う場合は、炉壁を適切な温度で加熱することにより、間接的に熱を加えます。対照的に、電気オーブンを使用する場合は、作業場を直接加熱します。
アニーリング PLA の仕組み
アニーリング ポリ乳酸は、フィラメントを特定の温度に加熱し、その温度で一定時間維持して、材料内の結晶構造を分解します。
これに続いて、制御された条件下での冷却が行われます。通常は冷気または水中で行われますが、場合によっては外部フィンまたは加熱されたプリント ベッドなどの他の機器が使用されます。
このプロセスは複数回行うことができ、材料特性を継続的に改善します。 PLA はアモルファス プラスチックです。つまり、金属やその他の結晶性材料で見られるような原子の規則的な繰り返しパターンはありません。
それは、微結晶として知られる他の領域の間に散在するアモルファス領域と呼ばれる不規則な塊で構成されています。これらの長鎖分子が熱くなると、より移動しやすくなり、互いに滑りやすくなります。
PLA にアニーリングが必要な理由
PLAは、コーンスターチと砂糖から作られる熱可塑性樹脂です。アクリロニトリル ブタジエン スチレン(ABS)やポリエチレン テレフタレート グリコール(PETG)などの他の熱可塑性樹脂よりも融点が低いです。押出機のノズルの熱で素早く溶かすことができます。
PLA は融点が低いため、高温で印刷すると反りや収縮を起こしやすくなります。
PLA をアニーリングすると、高温での 3D プリント プロセスによって生じる応力が除去され、延性と靭性が向上します。これにより、アニールされた部品の反りや収縮が起こりにくくなり、破損しにくくなります。
PLAフィラメントは生分解性材料でできているため、PLAもアニーリングが必要です。アニーリング プロセスにより、フィラメントの強度と耐久性が向上し、FDM プリンターでの使用により適したものになります。

PLAプリントをアニールする方法
アニーリングプロセスは、ガスオーブンまたは電気オーブンのいずれかを使用して実行できます。 PLA フィラメントをアニーリングするときは、フィラメントの融点より低い温度を使用することが不可欠です。
PLA フィラメントのアニーリングに推奨される温度は摂氏 175 度です。フィラメントをこの温度に加熱し、30 ~ 60 分間保持する必要があります。必要な時間が経過したら、フィラメントを室温までゆっくり冷却します。
望ましい結果を得るには、アニーリングの温度と時間を慎重に制御する必要があります。金属は焼きなまし後、室温までゆっくり冷却する必要があります。
PLA を反りなくアニーリングするにはどうすればよいですか?
PLA をアニーリングする主な理由の 1 つは反りを防ぐことですが、オーブンなしでこれを行うにはどうすればよいでしょうか?
炉を使用するほど効果的ではありませんが、プリントを十分に加熱して再結晶化させる方法がいくつかあります。
<オール>ガラス転移温度。 PLAをアニールする温度は?
PLA フィラメントのアニーリングの推奨温度は摂氏 175 度で、最大 60 分かかります。ただし、適切なアニーリング時間はさまざまであることに注意してください。
必要な時間が経過したら、フィラメントを室温までゆっくり冷却します。一部の材料は、摂氏 140 ~ 370 度のガラス転移温度でアニールすることもできます。
アニーリングによって 3D プリントがどのように改善されるか
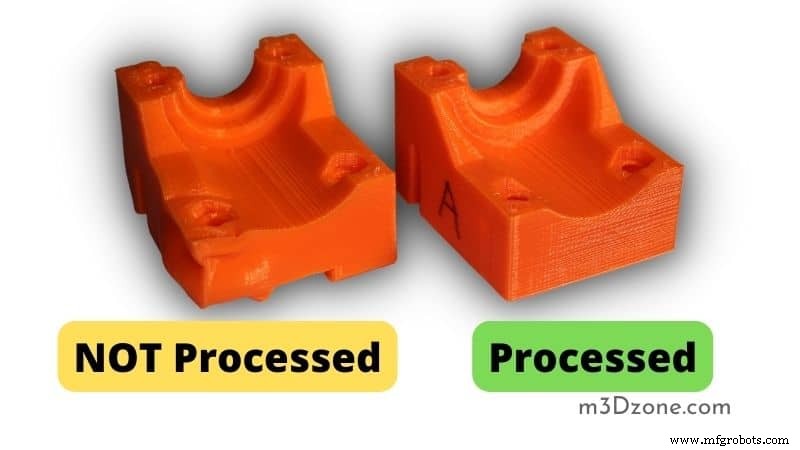
このプロセスにより、より均一な粒子構造を持つより重要な金属部品が得られます。 PLA プリントをアニールすると、経時的な温度変化による反りや形状の変化が少なくなります。
レイヤーが互いにきれいに整列するため、(必要に応じて) 後でプリントを研磨するのが簡単になります.
ABS のアニーリングは、従来の溶剤による接着方法を使用するよりも、ABS 部品を接着する場合に特に有利です。
3D プリントが熱処理されると、その表面と層のすべてが同様の結晶構造を持つため、接着剤やエポキシとの結合がより良くなる可能性が高くなります (特に同じスプールからのものである場合)!
アニーリング プロセスでは、プリントにまだ残っている可能性のある光沢のある PLA ワニスが焼き尽くされる傾向があるため、プリントはアニーリング後に少し光沢があり、カラフルに見える可能性が高くなります。
接着する前に熱で処理された 3D プリントは、接着層が接触する表面積が大きいため、塗装されていないものほどクランプを必要としません。
金属部品の場合、少なくとも特定の条件下では、それらを一緒に保持するのにそれほど多くのボルトやリベットは必要ありません! ABS フィラメントをアニーリングすると、押し出しプロセス中にフィラメントがより溶けやすくなります。これは、とにかく ABS で印刷する場合に適しています。
ABS フィラメントがその下のレイヤーと結合しやすくなり、反りの可能性が減少します。
透明材料のアニーリング
アニール ガラス、石英ガラス、サファイアなど、さまざまな種類の透明な素材があります。これらの材料は高度な光学的均一性を備えているため、光ファイバーやレーザーなどの用途に非常に適しています。
ガラスなどの透明材料は、ガラス転移温度でアニールすることを忘れてはなりません。他にも多くの透明な素材が存在しますが、上記の 3 つほど透明ではない可能性があります。
たとえば、窓ガラスは、600 ナノメートル以下の微視的な表面の不規則性のみを有する固体を形成するために冷却された溶融砂から作られます。それに比べて、ほとんどのサファイアには数マイクロメートルのサイズの表面特徴があります!
材料をアニーリングするときの鍵は、再結晶温度 (T) よりも高くすることです。十分な数の微結晶が成長するのに十分な時間、その温度に保持する必要があります。特徴的な時間依存の成長曲線。
核の数が指数関数的に増加するにつれて、新しい結晶が形成されるよりも多くのエネルギーが結晶の成長に投入されるポイントが来ます.この成長段階は、結晶サイズに正味の変化がないため、静的再結晶と呼ばれます。
この時点で、T はアニーリング温度と等しくなります。つまり、温度がさらに上昇しても、結晶のサイズや密度は変化しません!
冷却速度によって、核形成の速度が決まります そして、成長した結晶がどのような形になるか。冷却速度が遅いと粒子が狭くなり、冷却速度が速いと粒子が大きくなります。
最高の結果を得るには、特に溶融シリカ (二酸化ケイ素) のような非常に純粋な材料をアニーリングする場合、T と冷却速度の両方を制御することが不可欠です。
アニーリング時間が数時間の場合、温度は摂氏 0.1 度以内に維持する必要があります。ただし、短いアニーリング時間 (数分) の場合、この許容範囲は摂氏の 100 分の 1 まで低下する可能性があります。
冷却速度に関しては、毎分 50 mm と毎分 150 mm の差が大きくなる可能性があります。通常、純度の低い材料ほど、T と冷却速度の制御が不正確になります。
透明な材料はアニーリング中に割れやすいことに注意してください。ウォーターバスでの制御された冷却によって材料へのストレスの導入を回避しようとする試みでさえ、リスクを伴う可能性があります!
PETGのアニーリング。 PETG はアニーリングできますか?
アニーリングに関して最もよくある質問の 1 つは、PETG をアニーリングできるかどうかです。この質問に対する答えは少し複雑です。 PETG は PLA や ABS よりも再結晶温度がはるかに低いため、アニールを成功させるのは困難です。
ただし、温度を再結晶温度より上に上げて十分な時間保持できれば、PETG は他の材料と同様にアニールします。主な課題は、印刷するオブジェクトを損傷することなく、必要な温度を達成することです.
PETG は PLA や ABS よりも再結晶温度が低いため、温度が高すぎると損傷しやすくなります。これは、良好な結果を得るには、アニーリング温度を低くし、温度での時間を長くする必要があることを意味します.
アニーリング後に PLA はどのくらい収縮しますか?
PLA は大幅に縮小します。すべての次元で最大 10% 縮小することは珍しくありません。非常に薄い壁や張り出しのあるパーツをプリントすることについては、よく考える必要があります。特に、それらが長くてサポートされていない場合は、アニールによってパーツが反り、形状が著しく変化するためです。
これには、プリントの側面に張り出した面取りが含まれます。 If you want the edges to line up nicely with each other after annealing them, make sure their bottom layer doesn’t have any sharp corners or cuts around it since those can get stressed easily by heat treatment too.
On average, your ABS prints might shrink about 2-3% in all dimensions before they start warping significantly from being annealed. Your part’s shape might change a bit, too, especially if you have very thin walls or overhangs.
If the walls are too thin to remain straight without bowing out toward the inside of your print after being annealed, they’ll most likely break off when you try removing it from your build plate.
How Do I Clean My Prints After Annealing?
Abrasives or solvents will remove cold-bed ooze so the part can be glued in place. However, it would help if you were careful not to move around too much while sanding/scraping your print because that could cause it to warp or crack.
If there are any especially thin pieces on your model – like threads or tiny whiskers of plastic – then they might become even lighter after treatment and may break off entirely afterward. Clean up all loose ends by scraping them with a razor blade or file!
Bottom Line
Annealing is the best way to make PLA and PBS prints warp less when handled because it straightens out the internal layers of the filament while allowing the exterior to remain unchanged.
Make your 3D print look cleaner and shinier by annealing it before you use it for anything! It is the best treatment you can give your ABS prints since it straightens out the internal layer, so they don’t warp when you handle them!
3Dプリント