


3D エクストルーダーとホットエンドの種類
この記事では、3D プリントの世界で最も一般的な押出機と HotEnd の種類について説明します。開始する前に、引用されているすべてが、押出機、HotEnd、およびノズルに特化した高品質の 3D プリンター コンポーネントの会社である E3D Online の製品など、主要ブランドの製品を常に使用した経験の結果であることを明確にする必要があります。エクストルーダーと低品質の HotEnd を使用すると、以下にコメントする特性が満たされない可能性があるため、このニュアンスが必要です。
エクストルーダーの主な機能は、3D プリントに適した速度で最も正確な方法でフィラメントをリールからホットエンドに移動させることですが、エクストルーダーにはさまざまな分類があります。この投稿では、主なものを分析します。
ドライブに応じた押出機の種類
エクストルーダーには、ドライブのタイプに応じて、ダイレクトとボーデンの 2 つのタイプがあります。ダイレクトエクストルーダーでは、その名前が示すように、フィラメントがエクストルーダーのコグからホットエンドまで直接伸びます。 Titan Aero のように、これら 2 つの部分が一緒になっているシステムもあります。
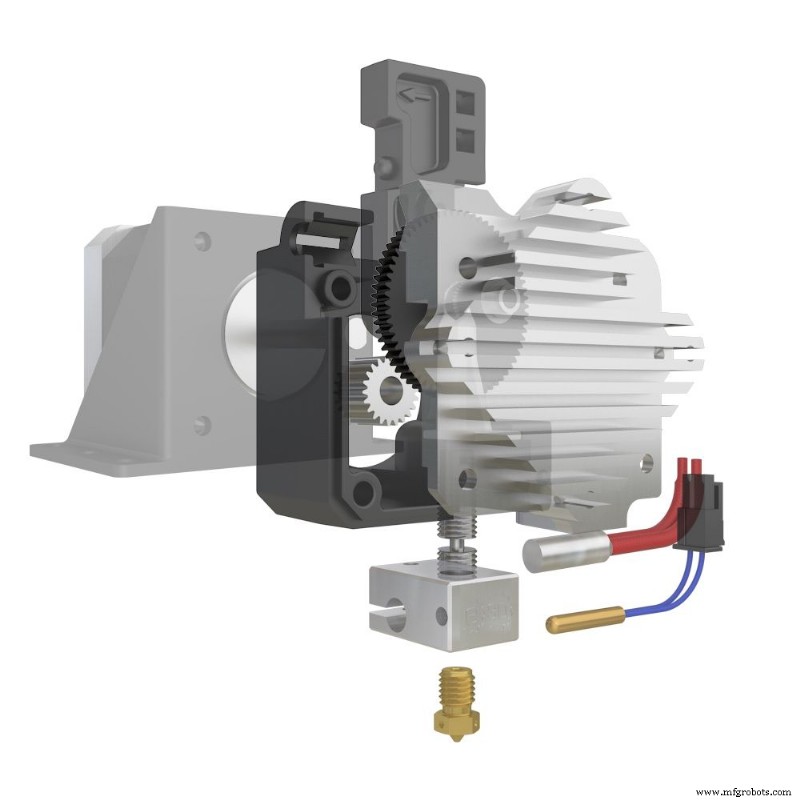
画像 1:Titan Aero 押出機。出典:E3D
反対に、Bowden エクストルーダーでは、HotEnd との接続は、フィラメントが通過する PTFE チューブを介して行われます。
ダイレクトエクストルーダー
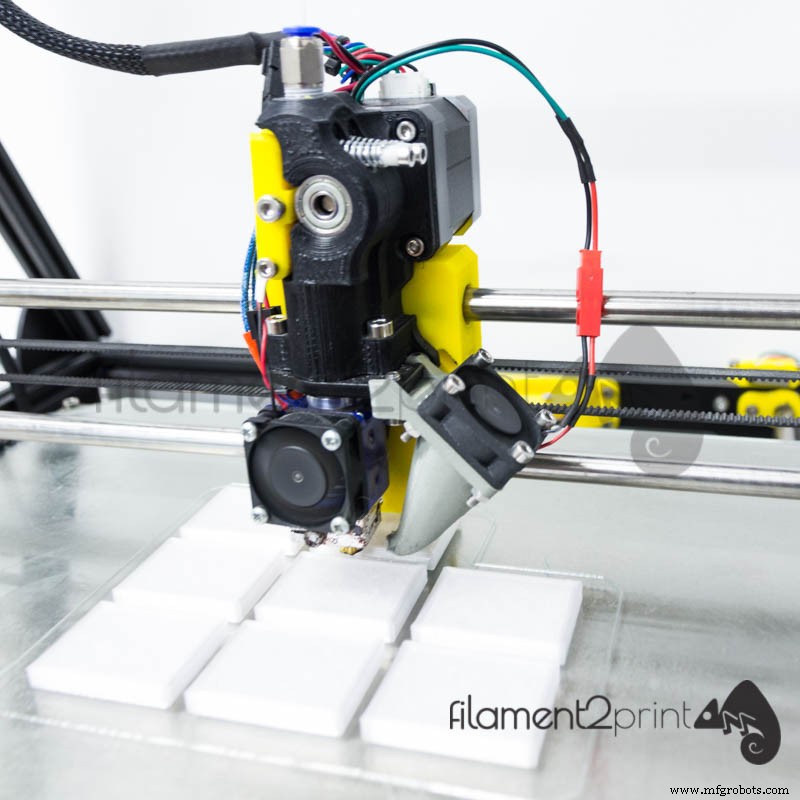
画像 2:ダイレクト エクストルーダー
利点 :
- 1.75 mm と 2.85 mm で、PLA ソフトまたは TPU と TPE (FilaFlex) の両方の柔軟な素材を印刷します。
- 特定のフィラメントによる摩耗に関係なく、あらゆる種類の素材を問題なく印刷できます。グラフェンなどの 3D 研磨材を印刷するには、オルソン ルビー ノズルを使用することをお勧めします。オルソン ルビー ノズルは、先端がルビーで寿命がほぼ無限の真鍮製ノズルです。
- このシステムは、良好な 3D プリントを得るために短い 引き込み長 を必要とし、ジャムの可能性を減らします。撤回について詳しくは、次のリンクの記事を参照してください。
短所 :
- エクストルーダーとホットエンドが移動する軸にはかなりの慣性があります。セット全体 (押出機、押出機モーター、ホットエンド) の重量を動かさなければならないため、高速で 3D プリントを作成したい場合、特に 3D プリンターに複数の押出機がある場合、この係数は増加します。
- エクストルーダーの電気モーターの温度の問題。閉じた 3D プリンターと強化チャンバーを使用すると、押出機モーターの温度が操作のパフォーマンスに影響を与える可能性があります。
ボーデン押出機
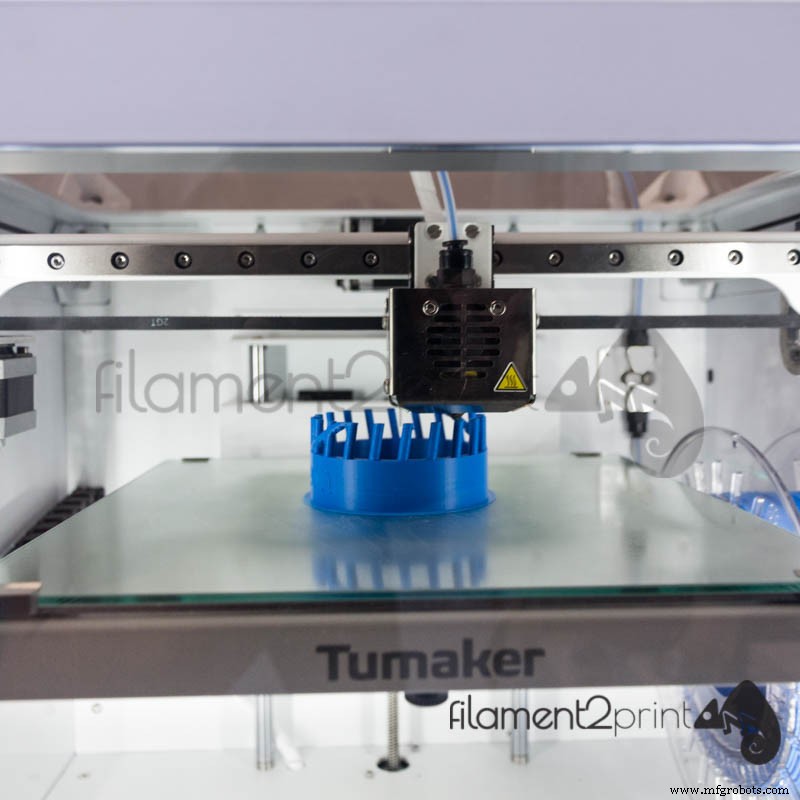
画像 3:ボーデン押出機
利点 :
- HotEnd の変位軸の低慣性。ボーデンシステムでは、エクストルーダーとエクストルーダーモーターが3Dプリンターのシャーシに固定されているため、印象を作るための動きの慣性が大幅に減少します。これにより、非常に高速で高品質の印刷が可能になります。
- フィラメントの高いドラグ力。このエクストルーダー システム (BCN シグマックス、3NTR-A2) を使用する 3D プリンターの大半には、フィラメントのドラッグ トルクを増加させる一連のピニオン (リデューサー グループ) があり、通常よりも大きなコイルを動かすことができます。
短所 :
- 直径 1.75 mm の柔軟なフィラメントでの印刷の問題。これは、フレキシブル フィラメントであるため、フィラメントを導くホットエンドまで、ボーデン PTFE チューブに沿ってフィラメント内の圧力を一定に保つことができないためです。ただし、2.85 mm のボーデン システムでは、柔軟なフィラメントを低速で印刷することができます。
材料の直径に応じたホットエンドの種類
HotEnd は、フィラメントを溶かして目的のピースを作る役割を果たします。 HotEnd のタイプ (V6 または Volcano) と、材料の直径に応じたノズル、ピースのタイプ、取得したい品質と仕上げに応じて構成します。エクストルーダーを V6 タイプと Volcano タイプに分類し、これら 2 つのタイプの HotEnd の長所と短所について説明します。
HotEnd V6 の長所と短所
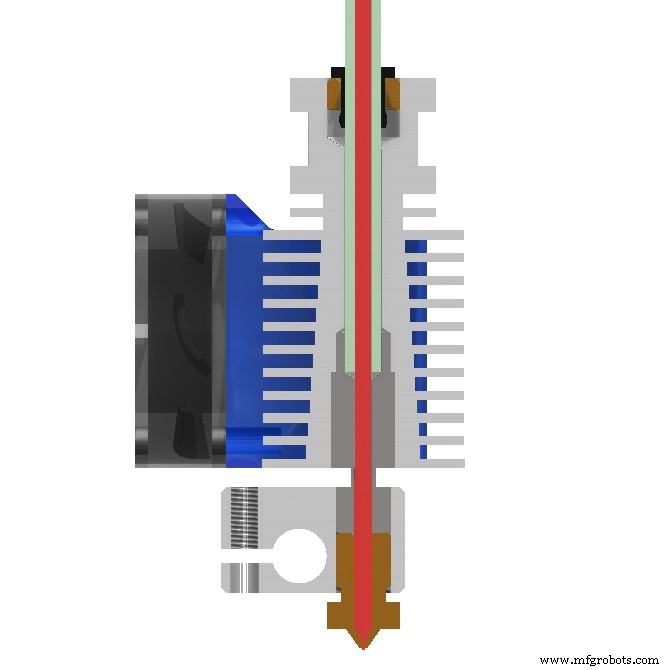
画像 4:HotEnd V6 ユニバーサル 1.75mm。出典:E3D
利点 :
- V6 は市場で最も用途の広い HotEnd で、あらゆるタイプの印象に有効で、柔軟な素材 (特に 2.85 / 3 mm フィラメント) にも有効です。 HotEnd V6 を使用すると、あらゆる種類の部品を卓越した仕上げ品質で作成できます。
短所 :
- このタイプの押出機に推奨されるノズルの最大直径は 0.80 mm / 1 mm です。これより大きな直径の場合、流れの連続性の問題が通常発生するためです。
HotEnd Volcano の長所と短所:

画像 5:E3D HotEnd Volcano
利点 :
- ヒーター カートリッジがノズルに対して平行に配置されているおかげで、より大きな加熱領域が実現され、フィラメントの溶融に対する優れた制御と安定性が得られます。上記のすべてについて、より大きな直径のノズル (1.2 mm) を使用して 3D プリントを作成できるため、製造時間が短縮され、V6 よりも高いレイヤー高さでプリントできる可能性があります。
- より耐性のあるピース。層流 (気泡なし) でより高い層を作成することで、材料の化学結合間の結合がより強くなり、より剛性と耐性のある部品が得られます。
短所 :
- 低ディテールの表面仕上げ。層の高さが高いため、高さの異なる曲面のある部分に段差をつけて作られています。
一部のメーカーは、使用するエクストルーダー システムとフィラメントの直径に応じて HotEnd と呼んでいます。たとえば、E3D オンラインでは、1.75 mm ホットエンド(ユニバーサル ダイレクトおよびユニバーサル ボーデン)に「ユニバーサル」という名称を使用しています。このホットエンドでは、TPFE チューブがヒート ブレークの内部に到達し、加熱ブロックを中断することなくフィラメントを導きます。 2.85 / 3 mm HotEnd の場合は、単に「direct」または「bowden」という名称を使用してください。
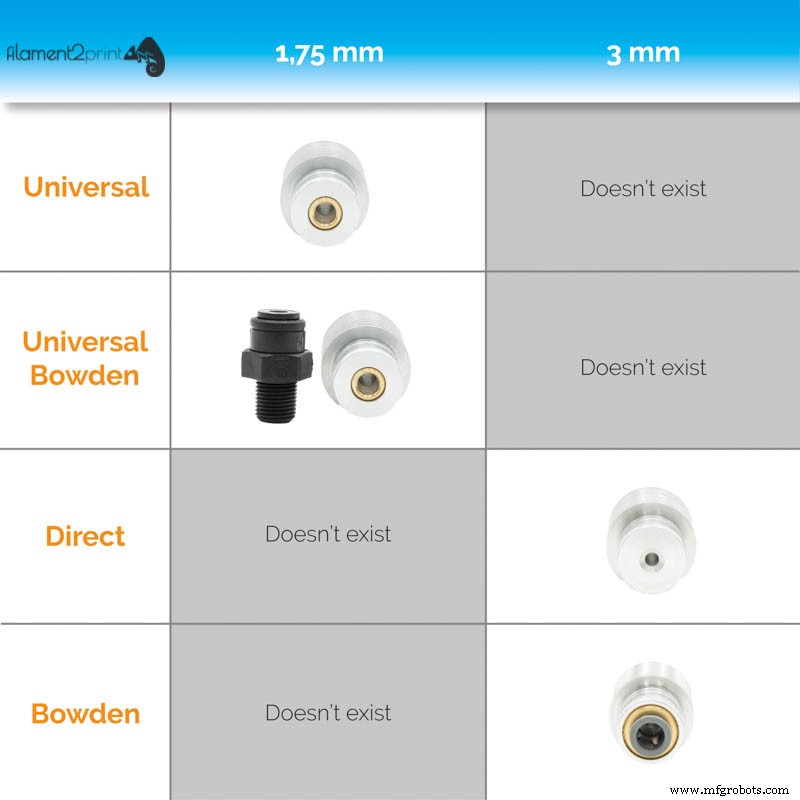
画像 6:E3D HotEnd の種類
私たちとしては、各ユーザーがパーツの種類と 3D プリントの速度に基づいて特定のケースを検討することをお勧めしますが、すべての製品の品質を保証する一流のコンポーネントを常に使用することをお勧めします。
3Dプリント