


直接押し出しとボーデン システム
3D FDM プリンターの最も重要な要素の 1 つは、押出機とホットエンドで構成されるセットです。
ホットエンドは、フィラメントを溶かしてノズルを通過できるようにする要素です 、いわゆるホットゾーンの外に熱が伝わるのを防ぎます。
このため、ホテルには一般的に 4 つの部分があります。
- ノズルまたはノズル :溶融したフィラメントが流れてピースに堆積する要素です。その直径によって、押し出された材料のスレッドの直径が決まり、したがって XY でのプリンターの解像度が決まります。
- ヒーティング ブロック: ノズルを印刷温度まで加熱し、安定に保つ役割を担っています。
- ヒートブレイク: サーマル ブレーク ブリッジとして機能します。ホットゾーンとコールドゾーンを分ける
- ヒートシンク: その機能は、コールド ゾーンを冷却し、加熱ブロックによって伝達された余分な熱を放散することです。
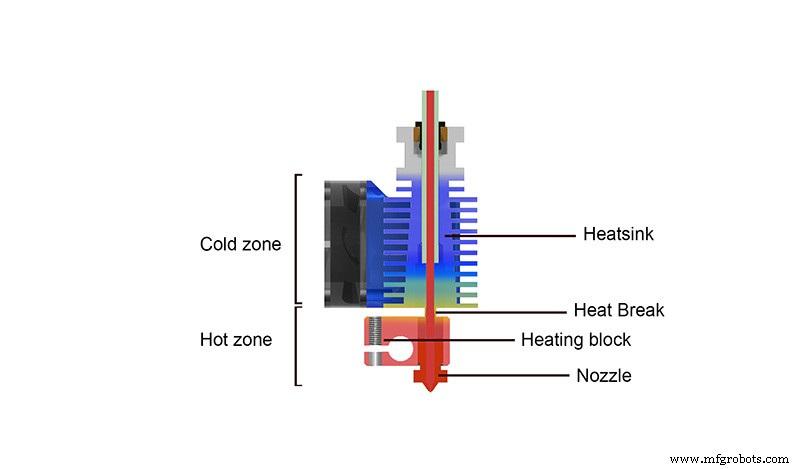
画像 1:ホットエンド内の温度。出典:E3D.com
一方、押出機はフィラメントをホットエンドに引き込み、ホットエンド内に十分な圧力が発生して溶融材料が流れるようにします。 ノズルを通して常に均一に。
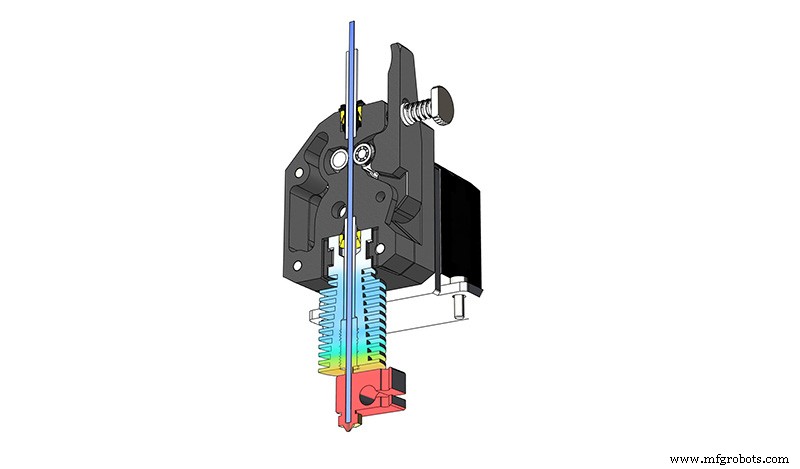
画像 2:直接押出機。出典:E3D.com
現在、ホットエンドとエクストルーダーを組み合わせるには、ダイレクト エクストルージョン システムとボーデン システムの 2 つの方法があります。
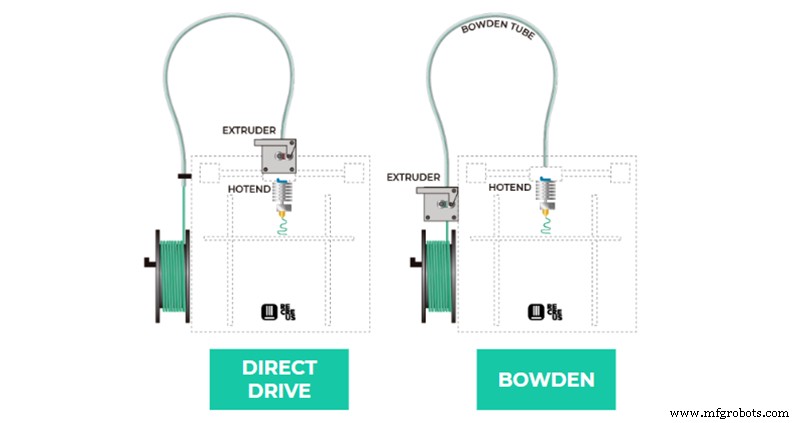
画像 3:直接押出機とボーデンを備えたプリンター方式。出典:Recreus.com
直接押出システムでは、押出機とホットエンドが 1 つの要素を形成します 、プルポイントとノズルの間の距離を最小限に抑えます。
Bowden 押出システムの押出機 3D プリンターのフレームに固定され、ボーデン チューブと呼ばれるチューブを通してフィラメントをホットエンドに押し込みます。
2 つのシステムのどちらが優れているかについては多くの議論がありましたが、どちらにも大きな利点があります。 、およびいくつかの欠点。 最も適切なものの選択は、いくつかの要因によって異なります 一般的に使用される素材の種類、印刷速度、プリンターのフレームの品質など。
撤回
エクストルーダーがフィラメントをホットエンドに向けて押すと、フィラメントが圧縮され、溶融材料が適切に流れるために必要な圧力がノズル内に生じます .ただし、材料を押し出したくない場合は、フィラメントの押し出しを止めるだけでは十分ではありません。圧縮による残圧によって材料が流れ続けてしまうからです。これが、ホットエンドが新しい位置に移動し、材料を追加する必要がなくなるたびに、ノズル内の圧力を減圧して解放できるように、フィラメントを必要な距離だけ後退させる必要がある理由です。 これは収縮として知られており、3D プリント プロセスでは非常に重要です。
画像 4:Esquema de la retracción。フェンテ:sublimelayers.com
プラスチックは一般的に硬い素材ではないため、エクストルーダーとホットエンドの間の距離が長くなるほど 、ノズルで適切な圧力を達成するために必要なフィラメントの圧縮が大きくなります。これにより、その圧力を解放するために必要な後退距離も長くなります。 .これが、直接システムの後退距離が通常 0.8 mm から 2 mm の間であるのに対し、ボーデン押出システムでは 5 または 6 mm の値に達する可能性がある理由です。
低い後退値を使用できることには重要な利点があります .一方では、リトラクト時間が短くなり、多くのリトラクトを伴うパーツでは、造形時間の大幅な短縮を表すことができます。 .一方、リトラクト距離が短いと、フィラメントの溶融部分がホットエンドのコールド ゾーンに到達するリスクが最小限に抑えられるため、フィラメントが凝固して膨張して詰まりを引き起こすのを防ぐことができます。
ボーデン押出機がより複雑で正確なリトラクション キャリブレーションを必要とするのは、この最後の要因です。 にじみや糸引きの原因となる低すぎるリトラクション値と、目詰まりの原因となる高すぎる値との間には、非常に小さなマージンがあるためです。
柔軟なフィラメント
エクストルーダーとホットエンドの間の距離のもう 1 つの直接的な影響は、柔軟なフィラメントの挙動です。
Bowden システムでは、フィラメントはエクストルーダーからチューブを通ってホットエンドに導かれます 、通常テフロン。チューブの理想的な内径はフィラメントの内径と同じですが、実際には、製造公差による直径のばらつきが小さく、摩擦力が大きくなるため、これは現実的ではありません。これが、すべてのボーデン チューブにある程度のクリアランスがある理由です。 、ほとんどの材料ではこれは問題になりませんが、フレキシブル チューブでは問題になります。
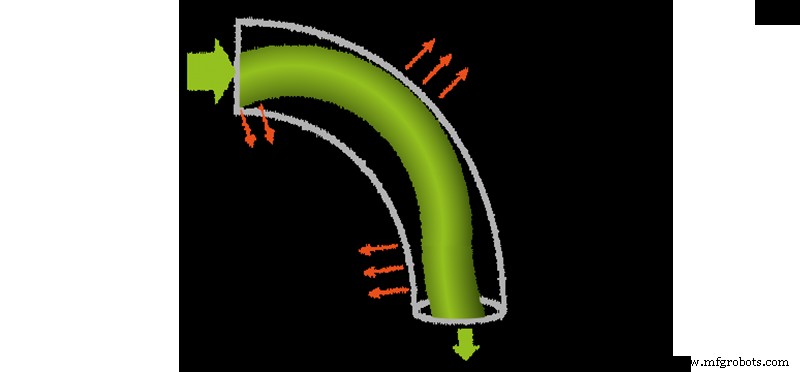
画像 5:ボーデン管内のフィラメントの屈曲。出典:E3D.com
TPU や TPE などの材料は柔軟性が高いため、ボーデン チューブ内で曲がる傾向があり、押出機からの張力がチューブの壁に分散されます。 これにより、ノズルに一定の圧力をかけて正しい押し出しを行うことが非常に困難になります .
さらに、柔軟な材料では、ノズル内で適切な圧力を達成するために必要なフィラメントの圧縮が、PLA などの他の材料の場合よりもはるかに大きく、多くの場合、過度に高い収縮を使用する必要があります。
これらすべてにもかかわらず、ある程度の経験があれば、特に 2.85 mm または 3mm フォーマットで使用する場合、より硬度の高い柔軟な素材をボーデン システムで印刷できます。 撤回の使用を避ける 高品質でタイトな直径のボーデン チューブを使用 カプリコーン XS のように。

画像 6:ボーデン カプリコーン XS チューブ。ソース:Captubes.com
間違いなく、柔軟な材料を扱う理想的なシステムは直接押出です .エクストルーダーとホットエンドの間の経路が短いため、フィラメントの圧縮が最小限に抑えられ、フィラメントがよりきつく締まり、内部で曲がるのを防ぎます。 Titan Aero や特に E3D Hemera などのいわゆるコンパクト押出機は、あらゆる種類の柔軟な素材を簡単な方法で高い印刷品質で使用することを可能にします。
慣性
収縮と柔軟なフィラメントの使用の両方の点で、直接押出システムが勝っているという事実にもかかわらず 、ボーデン システムが際立っている特徴が 1 つあります また、特定のアプリケーションでは慣性が非常に重要になる可能性があります。
基本的な印刷パラメーターの 1 つは速度です .また、多くのプリンターでは最大 80 または 100 mm/s の速度を使用できますが、パーツの品質を犠牲にすることなく印刷することが不可能な速度のしきい値があります .これは、ホットエンドが一定の速度で移動できないためです。しかし、方向を変えるたびに、一定の方向転換速度まで減速してから再び加速する必要があります。
これは、ニュートンの第一法則によるものです . ホットエンドの質量により、移動時に一定の慣性力が発生し、その質量または速度が大きくなります .方向を変えると、慣性力がプリンタの残りの部分に伝わり、振動が発生して精度が大幅に低下します .これを回避するには、方向を変える前に、主にプリンタの構造の剛性とホットエンドの重量に依存する値まで速度を下げる必要があります。 堅牢性が低く軽量な構造は、方向転換速度を遅くし、加速曲線と減速曲線を遅くすることを意味します 、慣性を吸収する能力が低下するため、速度が低下し、印刷時間が長くなります。慣性を減らす唯一の方法は、速度または重量を減らすことです。

画像 7:慣性による振動が印刷品質に及ぼす影響。ソース:2Dprinterwiki.com
ボーデンシステムが有利に働くのはここです。最も重量のあるエクストルーダーを固定し、ホットエンドのみを移動することで慣性を大幅に軽減 .これにより、Bowden システムを搭載した 3D プリンターは、印刷品質を犠牲にすることなく、ダイレクト システムを搭載したプリンターよりも大幅に高速な印刷速度を使用できます。
ボーデン システムと直接システムのどちらかを選択
ダイレクト システムとボーデンのどちらを選択するかは、基本的に印刷速度を優先するか、新しい素材を使用する際の汎用性と使いやすさに依存します .
最短時間で多くの部品を生産したい場合 一般に、PLA や PETG などの材料や硬質材料はほとんど使用されないため、Bowden システムを備えたプリンタが最適なソリューションとなります。
一方、技術的で伸縮性のある素材を使用し、可能な限り最高の品質を得ることが優先される場合 印刷速度は犠牲になりますが、ダイレクト エクストルージョン システムは理想的なオプションです。
3Dプリント