


撤回:構成と最適化
印刷中、押出機はフィラメントをホットエンドに押し込み、そこで溶融してノズルオリフィスから押し出されます。このプロセス中に、ノズル内に圧力が発生し、プラスチックがノズルから押し出されます。
ただし、押出機がフィラメントの引っ張りを停止すると、ノズル内の圧力が維持され、ノズルの内側と外側の圧力が等しくなるまで、少量の溶融プラスチックが流出し続けます。
この現象により、材料が押し出されるべきではない変位移動中に、少量の材料が出続けます .これにより、部品の表面に小さな水滴と細かい糸が現れます。
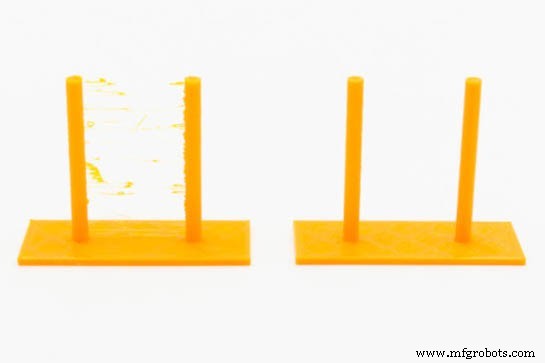
画像 1:不適切な収縮構成 (左) と正しい収縮構成 (右) の影響 出典:Filament2print
これを回避するために、FFF 3D プリンターはリトラクションと呼ばれるメカニズムを採用しています。変位移動を実行する前に、エクストルーダーは少量のフィラメントを引っ込め、ノズル内の圧力を解放します。変位運動が終了し、押出運動が始まると、押出機は、ノズルがプライミングされてノズル内の圧力が回復するまで、別の少量のフィラメントを押し戻します.
印刷品質を最大限に最適化するには、各素材のリトラクト パラメータを設定することが非常に重要です。
収縮パラメータ
基本的な収縮パラメータは次のとおりです:
- 後退距離 :これは、エクストルーダーがリトラクトするフィラメントの長さです。その値は、材料の種類に加えて、押出機とホットエンドの間の長さによって異なります。直接押出機では、その値は 0.4 mm から 1.2 mm の範囲になりますが、ボーデン システムでは、その範囲は 2 mm から 10 mm になります。ボーデン システムの収縮距離の初期値を計算するための経験則は、ボーデン チューブの長さの 1% を使用することです。たとえば、40 cm のチューブを備えたボーデン システムの場合、4 mm の収縮距離が使用されます。多くのメーカーがホットエンドの最大格納距離を示しているため、ホットエンドの仕様を調べることが重要です。この値を超えると、詰まりが発生する可能性が高くなります。
- 後退速度 :これは、エクストルーダー モーターがフィラメントを引き込む速度です。速度が非常に遅いと、部品の表面に液滴が発生するのを防ぐことはできませんが、速度が非常に速いと、フィラメントに食い込みが発生する可能性があります。一般に、この速度の値は 25 mm/s から 45 mm/s の間で、直接システムでは 30 mm/s が最も一般的な値であり、ボーデン システムでは 40 mm/s です。
- デレトラクションの距離 :これは、フィラメントのリトラクト後にエクストルーダーが押し出すフィラメントの量です。通常、フィラメントの後退距離と同じ値が使用されます。特にボーデン システムでは、別の値を使用する必要がある場合があります。リトラクト後にパーツの表面に小さな水滴が見られる場合は、この値を減らす必要があります。小さなギャップが見られる場合は、値を大きくする必要があります。一般に、約 5 ~ 10 % 増減する必要があります。一部のソフトウェアでは、リセット距離という用語が使用されます。この値は、収縮値からの増加または減少です。たとえば、リセット距離が 0 の場合、同じ収縮距離と収縮距離が使用されますが、値が -0.2 の場合、収縮距離から 0.2 mm を差し引いた距離が収縮距離として使用されます。
- 後退速度 :移動中にフィラメントが押し出される速度です。一般的には、後退速度と同じ値か、それより少し低い値がとられます。
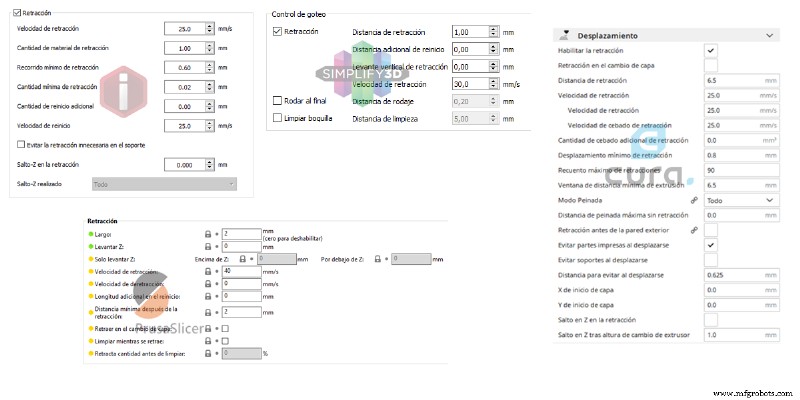
画像 2:さまざまなラミネート ソフトウェアの収縮構成セクション。出典:Filament2print
これらの基本的なパラメータに加えて、作品の品質に影響を与える他のパラメータがあります:
- リトラクト後の最小距離 :これは、リトラクトが実行される前の最小変位距離です。オフセットが非常に小さい場合、不要な撤回を回避します。
- リフト、Z リフト、Z ホップ :0 以外の値が設定されている場合、ホットエンドは後退の実行中に指定された距離だけ上昇し、オフセット後に再び下降します。この機能は、ワークピースの表面のマークを回避するのに役立ち、スレッドの出現を防ぎます。通常、レイヤーの高さの 100% から 200% の間の値で十分です。
- 格納中のクリーニング、慣らし運転、ノズルのクリーニング :引き込み中にホットエンドを少し動かして、ノズルをクリーニングし、継ぎ目を隠します。一部のソフトウェアでは、これはアクティブ化可能なチェックボックスであり、他のソフトウェアでは値を設定できます。
すべてのソフトウェアにこれらのパラメータがすべて含まれているわけではありません。これらのパラメータの一部は、ソフトウェアによって動作が異なる場合があります。 撤回パラメーターの値を変更する前に、ソフトウェア マニュアルを参照して、それぞれがどのように動作するかを理解する必要があります。
収縮パラメータを調整する
複数のパラメータがあるため、単純な方法で適切な組み合わせを取得するのは複雑です。 そのためには、適切な値が得られるまで段階的に複数のテストを実行する必要があります。 材料ごとに収縮パラメータを個別に調整する必要があります。そのためには、材料ごとに適切な印刷温度を事前に決定しておく必要があります。
まず、適切な後退距離と後退速度を取得する必要があるため、残りのパラメータは無効にするか、事前に設定された値のままにしておく必要があります。
リトラクト速度とリトラクト距離の最適値は、変位移動中にねじ山の発生を回避する最小値です。これらの値を決定するには、次の手順を実行する必要があります:
- リトラクト速度を低く設定する必要があります。できれば 25 mm/s です。
- 中間の収縮距離値を設定する必要があります:直接押出機の場合は 0.8 mm、ボーデン押出機の場合はパイプの長さの 0.75%。
- 収縮テストが印刷されます。よく知られているファイル リポジトリで作成されたものをいくつか見つけることができます。
- 結果がチェックされます:
- スレッドが表示されない場合、収縮距離は半分になります。
- スレッドが表示された場合は、後退距離を 50% 増やします。
- 満足のいく結果が得られるまで、このプロセスを必要なだけ繰り返します。
いずれの場合でも、ダイレクト エクストルーダーでは 3 mm 以下の距離を使用し、ボーデン システムではパイプ長の 5% 以下の距離を使用する必要があります。この範囲内で許容できる結果が得られない場合は、収縮率を 5 mm/s ずつ上げて、プロセスを繰り返す必要があります . 40 mm/s を超える収縮速度を使用することは推奨されないため、これに達しても満足のいく結果が得られない場合は、最良の結果が得られる組み合わせを選択する必要があります。
一部のプリンターとフィラメントでは、速度と収縮距離の最適な組み合わせを使用しても、スレッドを完全に除去できない場合があります .このような場合は、「Z リフト」、「格納中のクリーニング」、「慣らし運転」、「ノズル クリーニング」 などの他の機能を有効にすることをお勧めします。 、ヤーンを最小化または排除するのに役立ちます。
不適切なリトラクション設定に関連する問題
収縮パラメータの値が高すぎたり低すぎたりすると、結果は大きく異なります。 リトラクト速度とリトラクト距離の値が低すぎると純粋に美的な結果 (部品の糸と水滴の外観) が生じますが、値が高すぎるとヒート ブレーク内で詰まりが発生することがよくあります。 これは、リトラクトが長すぎると、フィラメントの溶融した先端がヒートブレークのコールド ゾーンに到達し、膨張してブロックするためです。
リトラクトを設定した後、特に長いプリントで紙詰まりが発生した場合は、リトラクト距離を少し短くする必要があります。
3Dプリント