


究極の製造可能性のための CNC 設計 (DFM) チェックリスト

CNC 機械加工は、汎用性が高く、再現性が高く、信頼性が高いため、最も人気のある製造方法の 1 つです。さらに、木材やプラスチックからフォームや金属まで、幅広い材料と互換性があります。設計段階全体で DFM に重点を置く製品チームは、CNC 機械加工部品に関連する生産時間とコストを大幅に削減できます。
このダウンロード可能なガイドでは、CNC 機械加工用の部品を設計する際に常に念頭に置いておくべき 8 つの一般的な DFM の考慮事項をまとめました。製造に提出する前に、このリストと照らし合わせてデザインをチェックすることで、時間とコストを大幅に節約できます。
CNC 機械加工の製造に関する考慮事項のトップ 8 の設計
1.デザインに深いポケットはありますか?
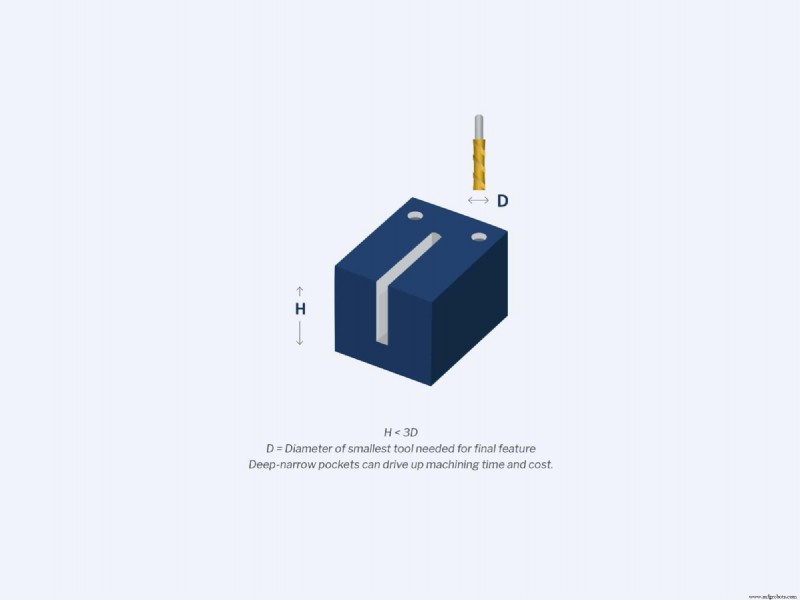
深く狭いポケットやスロットは長い工具で加工する必要があり、長い工具は破損しやすく、ビビリや機械の振動を引き起こす可能性があります。さらに、深いポケットを加工するには数回のパスが必要であり、加工時間と製造コストが押し上げられます。
可能な限り深いポケットのある部品の設計は避けてください。深いポケットが避けられない場合、エンジニアと設計者はその深さを可能な限り減らすか、ポケットの断面積を増やす必要があります。原則として、ポケットの深さは、使用するツールの直径の 3 倍を超えてはなりません。たとえば、0.5 インチのカッターを使用する場合、ポケットの深さは 1.5 インチを超えてはなりません。エンジニアは、使用している材料と利用可能なツールに基づいて、この数値を調整する必要がある場合があります。
2.狭い地域はありますか?
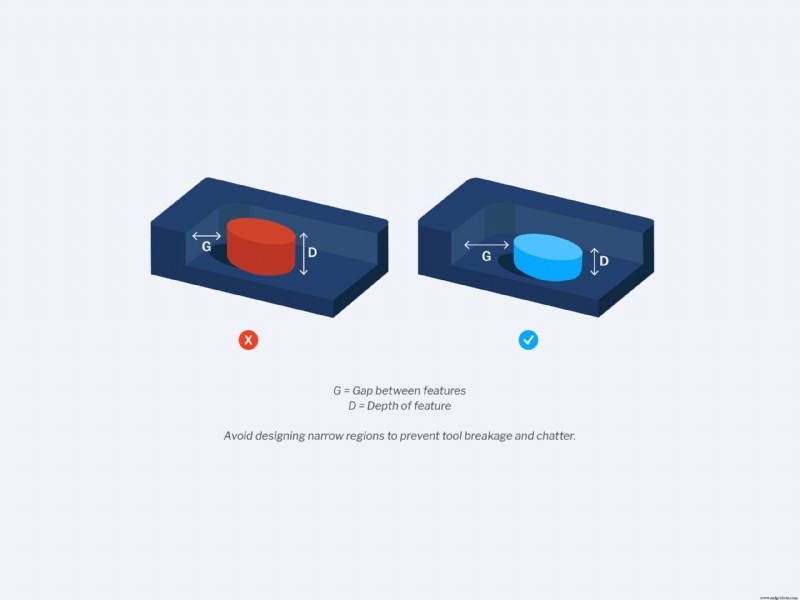
カッターのサイズは、フィーチャのさまざまな面間の最小距離によって制限されるため、狭い領域は製造が困難です。長径および小径のカッターは、破損やびびりが発生しやすくなります。
カッターが簡単に通過するには狭すぎるフィーチャーまたは面の設計は避けてください。ただし、狭い領域が避けられない場合は、深すぎてはなりません。フィーチャの深さは、ツールの直径の 3 倍未満にする必要があることに注意してください。ベスト プラクティスとして、壁セクションの厚さは 0.01 インチ以上にする必要があります。より大きな直径の短いカッターを使用してびびりを減らすこともできます。
3.鋭利な内側の角はありますか?
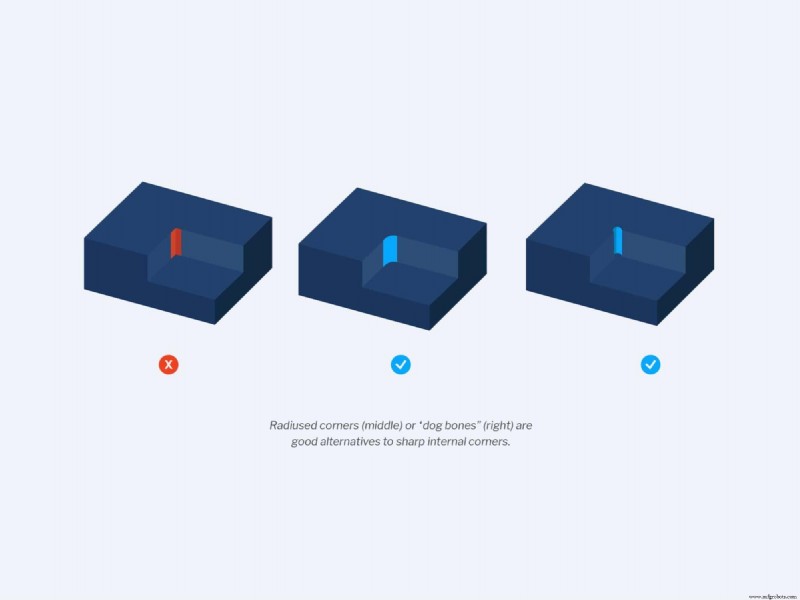
すべての CNC ドリル ビットは円形であるため、鋭い内部コーナーを実現することは困難です。代わりに、ドリル ビットは、内部コーナ R と呼ばれる機械加工されていないスペースのポケットを残します。放電加工などの回避策を使用して鋭い内部コーナーを機械加工することは可能ですが、これらの方法は高価になる傾向があります.
内側の鋭い角はできるだけ避けてください。理想的には、コーナ半径はカッターよりわずかに大きくする必要があります。コーナ R が成形に使用するカッターと同じ直径である場合、びびりや工具の早期摩耗が発生する可能性があります。
コーナー半径を標準値よりわずか 0.005 インチ大きくするだけで、ツールが動き回り、より円形のパスをたどるのに十分なスペースが得られます。
4.アクセスできない機能はありますか?
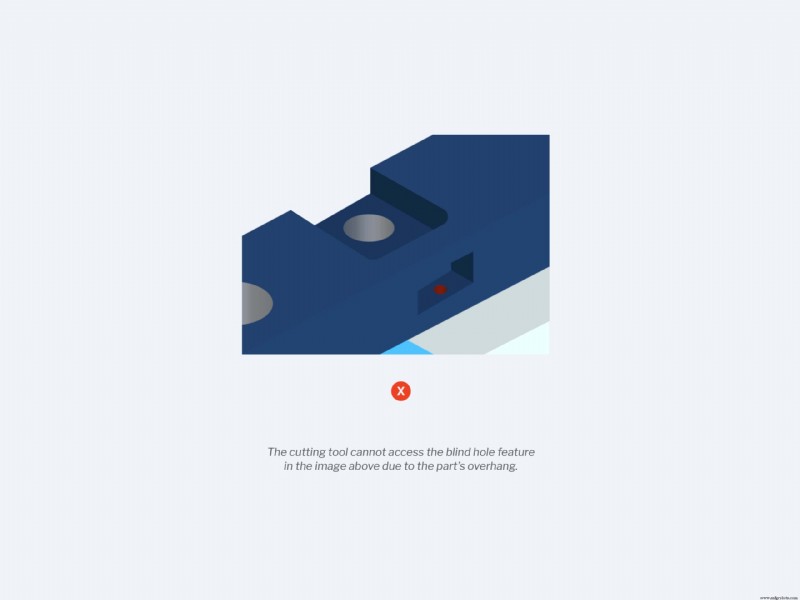
別のポケットの内側で開くざぐり穴や負の抜き勾配を持つポケットなどのアクセスできない機能は、切削工具がそれらに簡単にアクセスできないため、可能であったとしても加工に時間がかかり、コストが高くなります。
別の機能によってブロックされることなく、切削工具がパーツ内のすべての機能に完全にアクセスできるようにする必要があります。
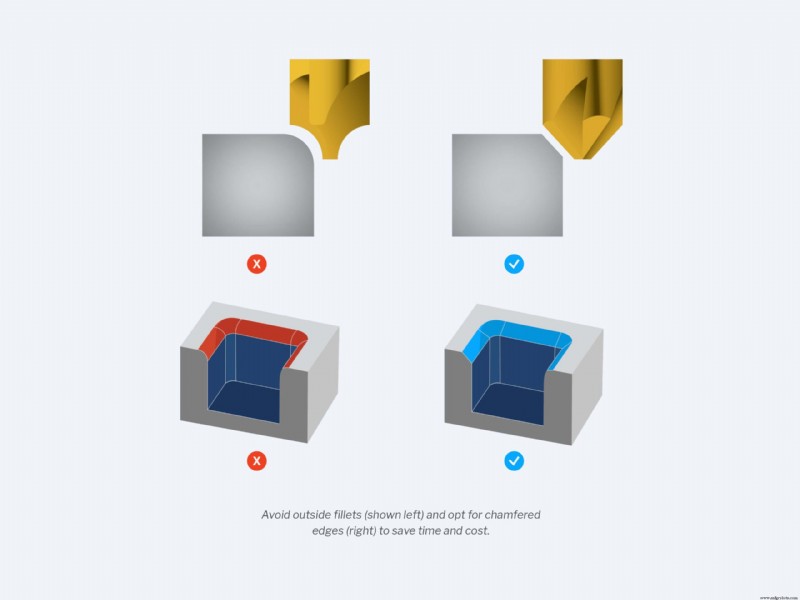
5.外側の切り身はありますか?
外側のフィレット、またはポケット、ボス、スロットの上端のフィレットには、非常に鋭いカッターと正確なセットアップが必要です。これらの要件は両方とも、一部の製品チームにとって法外に高額になる可能性があります。これらのコストが発生しないようにするには、フィーチャの外側のエッジをフィレットではなくベベルまたは面取りします。
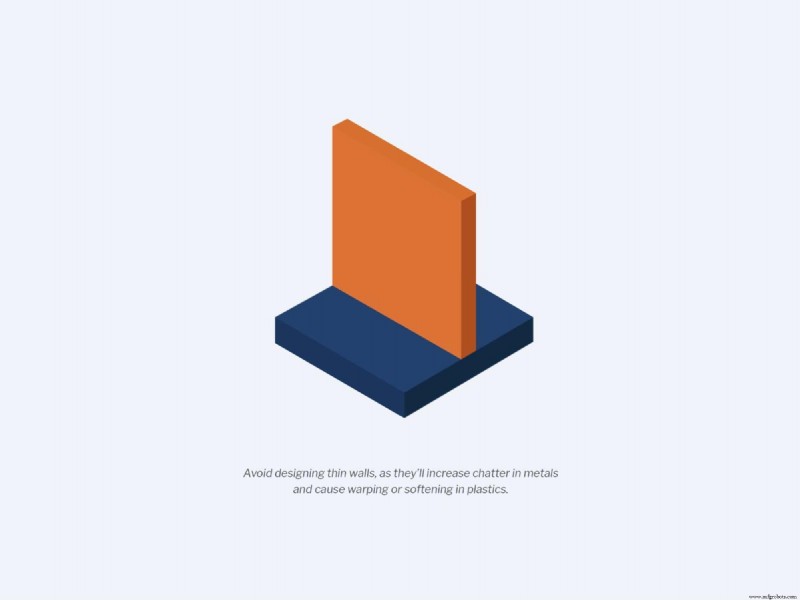
6.パーツの壁が薄すぎませんか?
金属の CNC 加工では、薄い壁によってびびりが大きくなり、機械加工プロセスの精度と部品の表面仕上げが損なわれる可能性があります。プラスチックの場合、壁が薄いと反りや軟化が発生する可能性があります。そのため、薄肉の部品を設計しないように最善を尽くす必要があります。
金属の理想的な最小肉厚は、金属で 0.8 mm、プラスチックで 1.5 mm です。重大なリスクなしに薄いセクションを達成できるかもしれませんが、これはケースバイケースで評価する必要があります.
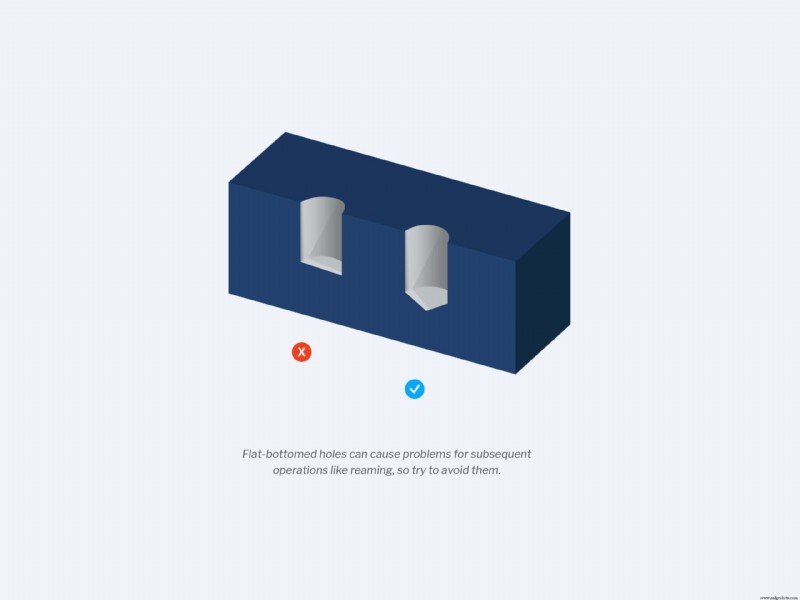
7.平底の穴はありますか?
平底の穴には高度な機械加工操作が必要であり、リーマ加工などのその後の操作で問題が発生することがよくあります。底が平らな止まり穴 (特に小さな穴) を作成することは避け、代わりに標準のツイスト ドリルを使用して底が円錐形の穴を作成します。円錐角は通常 118° または 135° です。
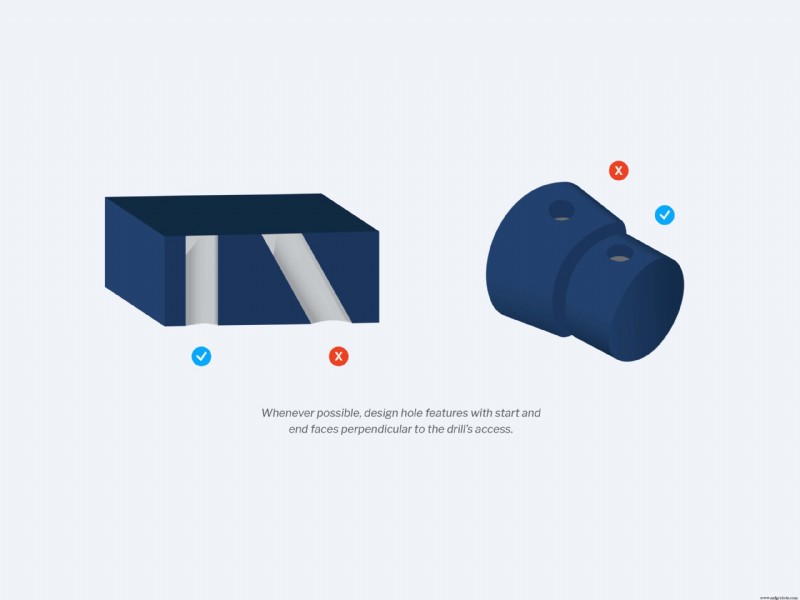
8. CNC マシンのドリルは簡単に出入りできますか?
材料の表面がドリルの軸に対して垂直でない場合、ドリルの先端が材料の表面に接触したときにふらつきます。また、出口穴周辺に不均一な出口バリがあると、バリの除去が困難になります。入口と出口を容易にするために、ドリルの軸に対して垂直でない開始面と終了面を持つ穴フィーチャーを設計することは避けてください。
CNC 機械加工に関する 8 つの設計上の考慮事項すべての要約
<オール>DFM エキスパートと Fast Radius を使ってみる
製造可能性を考慮した設計は、CNC 機械加工プロセスを加速し、運用コストを削減し、エネルギー効率を高め、製品チームがクリーンで機能的な部品を作成するのに役立ちます。この短いチェックリストを頻繁に参照して、設計が正しい方向に進んでいることを確認しますが、Fast Radius のような経験豊富な製造パートナーは、より微妙な洞察を提供できます。
Fast Radius チームは、エンジニア、設計者、および製品チームが DFM に関して的外れにならないように支援します。最新のデジタル設計技術にアクセスできるため、パートナーは設計を次のレベルに引き上げることができ、製造可能性と部品の品質に関する専門家のアドバイスを提供できます。さらに、当社の専門家は、CNC 機械加工や射出成形からウレタン鋳造や 3D 印刷に至るまで、さまざまな製造方法の設計と試作でお客様を支援する準備ができています。信じられないものを作りましょう。今すぐお問い合わせください。
CNC 加工に関する詳細な設計レッスンと情報については、Fast Radius ラーニング センターをご覧ください。
Fast Radius でパーツを作成する準備はできましたか?
見積もりを開始する産業技術