


HP マルチ ジェット フュージョンの設計ガイドライン

マルチ ジェット フュージョンは、アディティブ テクノロジーを使用して、最終用途のナイロン部品の効率的な生産を可能にします。設計チーム向けのチェックリストです。
はじめに
マルチ ジェット フュージョンとは
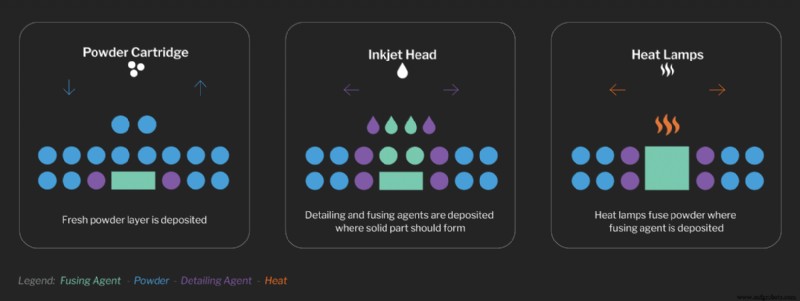
マルチ ジェット フュージョン (MJF) は、3D プリントの工業的な形態であり、機能的なナイロンのプロトタイプから、優れた設計の自由度と機械的特性を備えた大量生産部品の製造に使用できます。 MJF プロセスは、インクジェット ノズルを使用して、ナイロン パウダーを層状にしたベッド全体に融着剤とディテール剤を選択的に分散させます。レーザーを使用して粉末を固体材料に融合する選択的レーザー焼結とは異なり、MJF プリンターは連続的なスイープ動作を使用してエージェントを分散させ、部品が完成するまで層ごとに印刷ベッド全体に熱を加えます。MJF は高品質の部品を製造できます。高速で。
この製造プロセスでは、部品を製造するためのサポート構造も必要ないため、内部チャネルや共同印刷されたアセンブリなどの複雑な形状を作成できます。 MJF パーツは、射出成形品に匹敵する機械的特性を備えていますが、高価な工具は必要ありません。
製造可能性を考慮した設計は、最適な部品の品質と歩留まりを確保し、後処理の必要性を最小限に抑え、コスト削減を推進する上で大いに役立ちます。以下は、チームが MJF 設計のベスト プラクティスに従っていることを確認するのに役立つ簡単なチェックリストです。
1. MJF は私のプロジェクトに適したプロセスですか?
設計変更に入る前に、MJF プロセスがすべての製品要件を満たしていることを確認することが重要です。自問すべきいくつかの質問があります:
製品の要件を満たす素材はありますか?
MJF には多くの強みがありますが、承認された材料のリストは限られています。 PA12 とそれに対応するガラス ビーズは、硬質プラスチックの用途に非常に適しています。柔軟なポリアミドであるTPAは、エラストマー材料が必要な場所で使用できます。利用可能な材料が特定の要件を満たしていない場合は、別のプロセスを検討する必要がある場合があります。
パーツはビルド ボリュームに収まりますか?
主な制限要因の 1 つは、マシンのビルド ボリュームです。Jet Fusion 4200 の場合、380 x 380 x 284 mm です。場合によっては、大きなパーツを小さなサブコンポーネントとして印刷し、接着剤または機械的ジョイントを使用して組み立てることができます。この場合、ダブテール ジョイントなどの設計機能により、位置合わせと接着が容易になる場合があります。
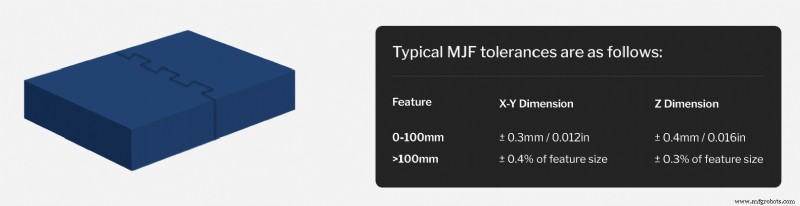
達成する必要がある厳しい許容範囲はありますか?
添加剤と射出成形の公差の間のギャップは狭まっていますが、アセンブリのコンテキスト内で MJF の公差が十分であることを確認することが重要です。
2.より少ない材料を使用できる領域はありますか?
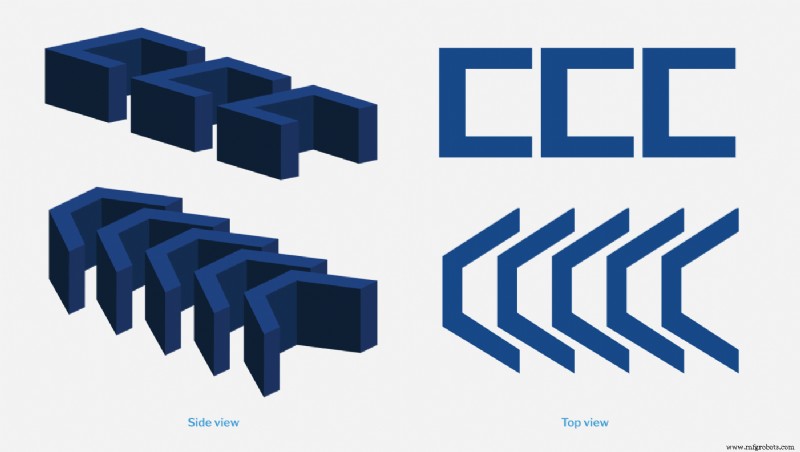
ほとんどの場合、MJF の欠陥は、ビルド中に発生する温度勾配によって引き起こされます。素材が不均一に冷えると、反りやヒケが発生する可能性があります。長くて薄い部品、断面が急激に変化する部品、または薄い曲面を持つ部品は、特に収縮による反りが発生しやすくなります。
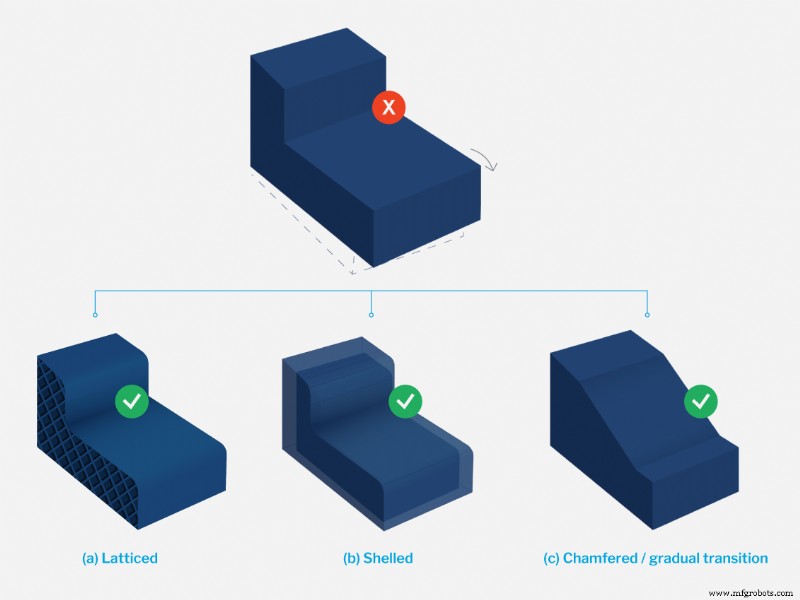
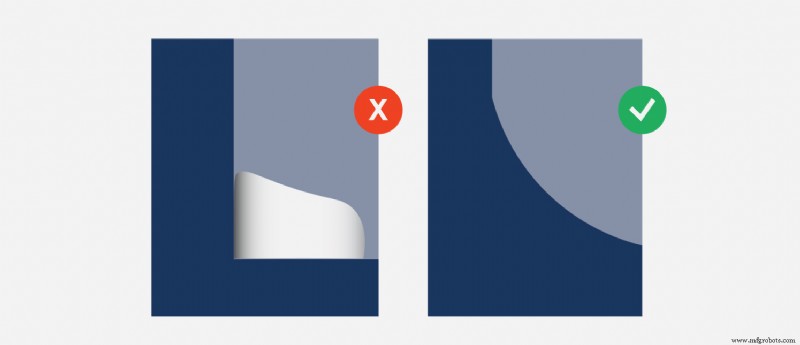
ポケット、シェリング、ラティス、およびトポロジーの最適化を使用して、可能な限り部品設計から材料を除去することが、これらの欠陥を軽減および防止するための鍵となります。反りを抑えるもう 1 つの方法は、断面の大きな変化を避けることです。パーツ設計全体で必要に応じて面取りとフィレットが組み込まれていることを確認し、異なるフィーチャ間の遷移をより緩やかにします。
3.私の特徴は最小しきい値サイズを超えていますか?
一般に、MJF プリント部品の肉厚は最低 1.5mm にする必要があります。スリット、エンボス加工、彫刻、または穴やシャフトの直径などの一部の機能は 0.5mm まで小さくすることができますが、小さなデザイン機能も 1.5mm 以上にする必要があります。エンボスまたはデボス加工されたテキストの場合、フォントは 6pt (約 2mm) 以上で、深さは 0.3mm 以上である必要があります。
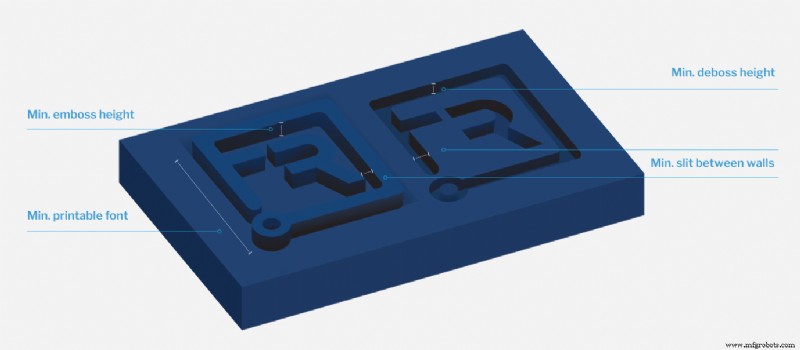
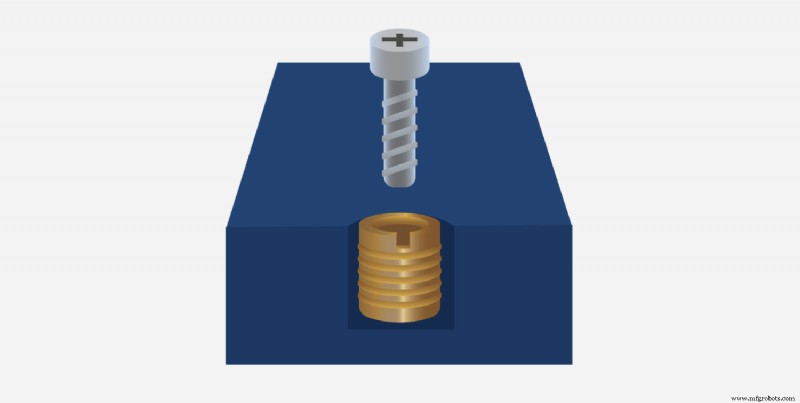
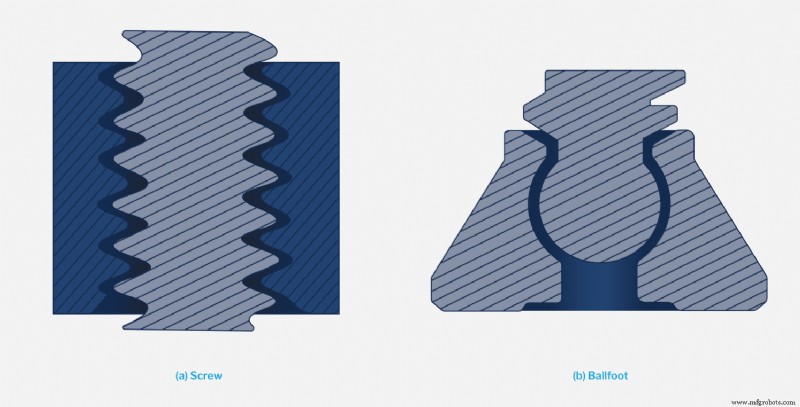
パーツにネジ山がある場合、M6 以上である必要があります。より小さく、より正確で、より耐久性のあるねじが必要な場合は、ねじ付きインサートの使用を検討してください。機能の解像度を超えて、小さくて細い機能が後処理でどのように壊れるかを考慮する必要があります。
4.組み立て公差を考慮しましたか?
MJF プロセスによって幾何学的な柔軟性が向上したとしても、アプリケーションによっては、複数のコンポーネントから部品を組み立てる必要がある場合があります。一般に、合わせ面には、コンポーネントが適切に収まるように 0.4 ~ 0.6 mm のクリアランスが必要です。
プロジェクトにアセンブリの共同印刷が含まれる場合、一緒に印刷されるコンポーネントには少なくとも 0.5 mm のクリアランスが必要ですが、特に厚い断面がある場合や接触面積が大きい場合は、それ以上のクリアランスが必要になる場合があります。
5.部品設計は後処理用に最適化されていますか?
部品に後処理が必要な場合は、二次操作をより効果的にするために、設計を再確認する必要があるいくつかの点があります。
<オール>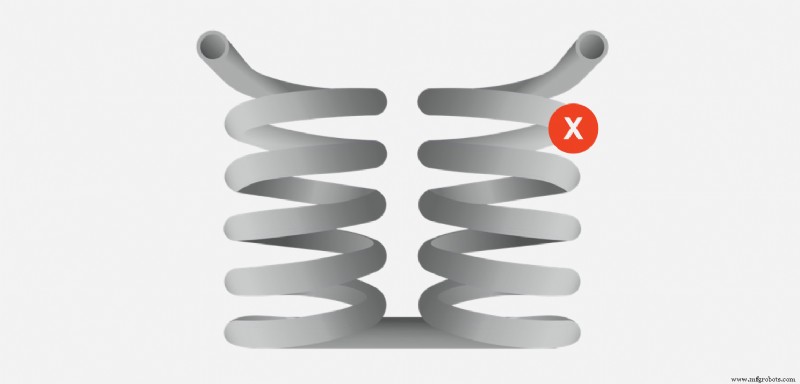

6.部品コストを下げるあらゆる機会をつかんだか?
部品の品質を向上させるだけでなく、インテリジェントな DFM の変更により、コスト削減を推進できます。たとえば、部品を軽量化すると、欠陥のリスクが軽減され、部品あたりの材料費が削減されます。 MJF とコストを考慮して設計する際のその他の主な考慮事項は、ビルド内のネスト可能性を最適化することです。下書きを追加したり、印刷されたアセンブリの位置を変更したりすることで、ビルドごとに収まるパーツの数が増え、より多くのパーツに固定費が分散されるため、パーツの全体的なコストが低下する可能性があります。
製造可能性のために設計を最適化することに加えて、考慮すべき追加の要因には、部品の外観、表面仕上げ、保管と輸送の容易さなどがあります。 MJFパーツは本来グレーですが、簡単に黒く染めることができます。塗装、下塗り、またはその他のプロセスが部品の機能に不可欠でない場合は、費用を削減するために省略できます。ほとんどの MJF プリント パーツは、125 ~ 250 マイクロインチの RA 仕上げになります。より滑らかな表面が必要な場合は、パーツにサンディング、タンブリング、蒸気平滑化などのさまざまな表面処理を施すことができます。テクスチャリングは、後処理を追加せずにパーツの美観を向上させる効果的な設計手法です。
DFM エキスパートの入門
DFM の原則を順守することは、さまざまな理由から、製造プロセスの成功の鍵となります。運用コストを可能な限り低く抑え、設計上の問題を早期に検出して対処し、部品の全体的な品質を向上させるのに役立ちます。このチェックリストは、生産開始前に MJF パーツを最適化および改良するための貴重なリソースです。
Fast Radius と提携することの追加の利点は、チームが最新のデジタル設計技術と専門家のアドバイスにアクセスできることです。私たちのチームは、設計とプロトタイピングからフルフィルメントまで各プロジェクトを支援するために待機しており、高品質の部品を適切な価格で時間どおりに受け取ることができます.
詳細を確認して開始するには、今すぐお問い合わせください。
MJF とアディティブ マニュファクチャリング機能の詳細については、Fast Radius ラーニング センターにアクセスしてください。
HP Multi Jet Fusion 設計ガイドラインをダウンロードします。
Fast Radius でパーツを作成する準備はできましたか?
見積もりを開始する産業技術