


10 ユニット 5:タッピング
目的
この単元を完了すると、次のことができるようになります:
• タッピングの手順を説明してください。
• タッピングの RPM を決定します。
• 充填と研磨について説明してください。
• 高度なワークホールディングについて説明してください。
タップ
タッピングとは、キャップスクリューまたはボルトを穴にねじ込むことができるように、穴の内側にねじ山を切るプロセスです。また、ナットのねじ山を作るためにも使用されます。
タップ加工は、旋盤での給電または手で行うことができます。方法に関係なく、適切なサイズのタップ ドリルで穴を開け、最後に面取りを行う必要があります。
タッピング手順
グッド プラクティス
タップ ガイドの使用
タップガイドは、使いやすくストレートなタップを作る上で不可欠な要素です。旋盤またはミルを使用する場合、タップはすでにまっすぐで中心にあります。タップを手動で位置合わせする場合は、90° のタップ ガイドが人間の目よりもはるかに正確であるため、注意してください。
オイルの使用
ドリルやタッピングの際には、オイルを使用することが重要です。ビットがきしむのを防ぎ、切削をよりスムーズにし、切りくずを取り除き、ドリルとストックが過熱するのを防ぎます。
ペッキング
ペッキングは、ビットを使用してドリルまたはタップするときに、ビットが過熱して破損しないようにするのに役立ちます。ペックドリリングでは、部品の途中までドリルで穴を開け、それを引っ込めて切りくずを取り除き、同時に部品を冷却します。ハンドルを 1 回転させてから半回転戻すのが一般的な方法です。ビットまたはタップが後退したときはいつでも、できるだけ多くの切りくずを取り除き、ドリルまたはタップと工作物の間の表面に油を追加します。ハンドタッピング手順 1. 表からドリルサイズを選択します。タップ サイズを選択するときは、この表を最初に確認してください
ハンドタッピング手順
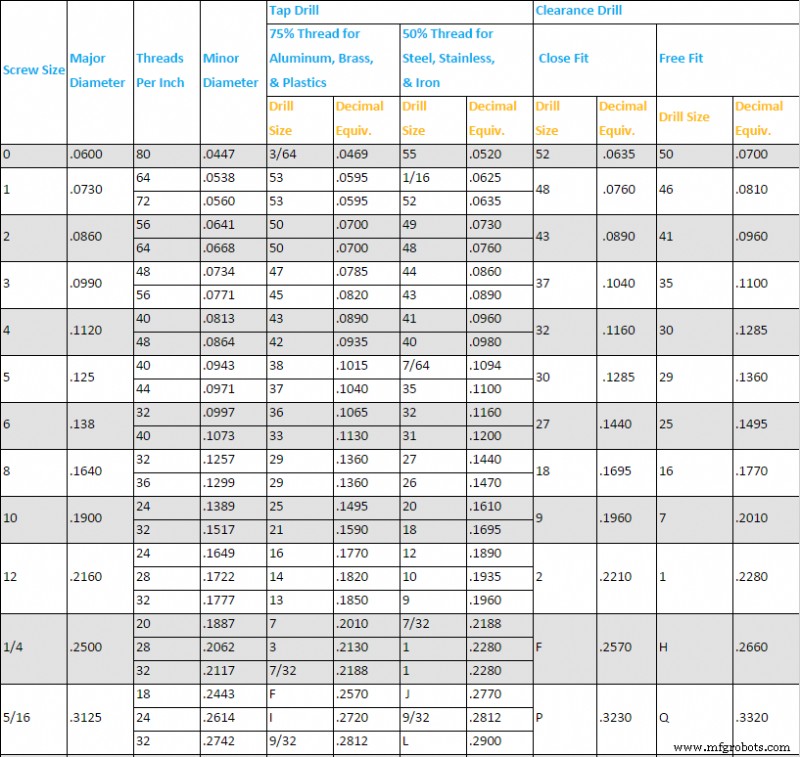
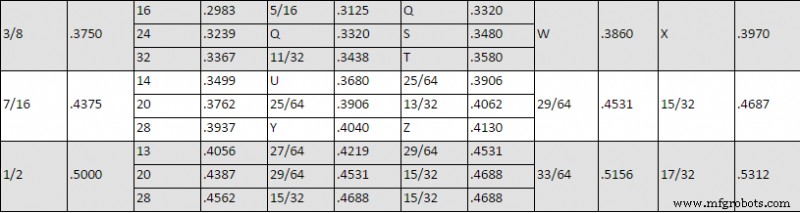
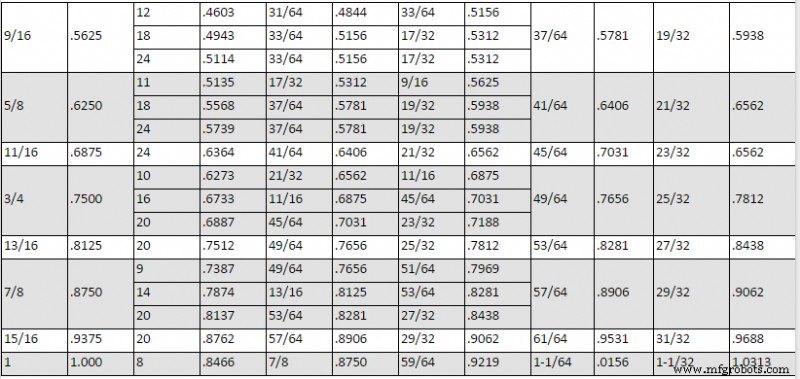
<強い>1.表からドリルサイズを選択してください。
タップ サイズを選択するときは、この表を最初に確認してください。
タップ &クリアランス ドリルのサイズ
<強い>2.必要に応じて、タップする前に穴に面取りを追加します。 面取りと皿穴は、ねじに必要な場合がある追加機能です。最良の結果を得るには、スピンドルの速度を 150 ~ 250 rpm にする必要があります。
<強い>3.タップガイドを入手してください。 穴をタップする準備が整いました。これを行うには、手動ミルの近くにあるタップとガイド ブロックを使用します。ガイド ブロックには、さまざまなサイズのタップ用にいくつかの穴があります。使用しているタップのサイズに最も近いものを選択し、ドリルで開けた穴の上に置きます。
<強い>4.ブロックをタップします。 タップレンチを使用してタップをペックします。レンチを完全に回転させてから半回転させながら、穏やかな力を加えます。希望の深さまでペックタップします。
<強い>5.タップを完了してください。 タップがそれ以上進まない場合、または希望の深さに達した場合は、タップの圧力を解放します。底を打った可能性があります。穴からタップを外します。
それ以上圧力をかけると、タップが破損する可能性があります。タップが小さいほど、破損する可能性が高くなります。
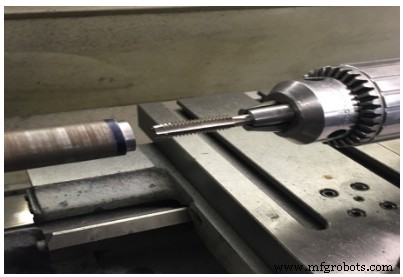
図 1. タップ
旋盤のタッピング手順
手順:
1. ワークピースをチャックに取り付けます。
2. フェースドリルとセンタードリル
3. 使用するタップに適したタップ ドリルを選択します。
4. 例:¼ – 20 unc は # 7 ドリルを使用。
5. 旋盤を適切な速度に設定し、必要な深さまでタップで穴を開けます。切削油を多めに使用してください。
6.注:旋盤動力を使用してタッピングすると、ワークピースが回転します。非常に遅いスピンドル速度を使用してください。 (40 ~ 60 rpm) と十分な切削液。
7. 穴の縁を面取りします。
旋盤でやすりがけ
ワークピースは、少量のストックを除去したり、焼けを除去したり、鋭い角を丸めたりするためにのみ、旋盤で充填する必要があります。表面をヤスリがけする場合、ワークピースは常に約 .002 ~ .003 インチのサイズに加工する必要があります。旋盤でヤスリがけをしないように左手でヤスリ ハンドルを持ち、腕や手が回転チャックに触れないようにしてください。
手順:
1. 主軸速度を旋削の約 2 倍に設定します。
2. ワークピースをチャックに取り付け、注油し、ワークピースの死点を調整します。
3. キャリッジをできるだけ右側に動かし、ツール ポストを取り外します (必要な場合)
4. 親ねじと送り棒を外します。
5. 使用する適切なファイルを選択します。
6. 旋盤を開始します。
7. 左手でヤスリ ハンドルを握り、右手の指でヤスリ ポイントを支えます。
8. 軽い力を加えて、ヤスリを完全に前方に押します。リターン ステークへの圧力を解放します。
9. ストロークごとにヤスリの幅の約半分をヤスリで動かし、表面が完成するまで毎分 30 ~ 40 ストロークでヤスリを掛け続けます。
図 2. ファイリング
旋盤でやすりをかけるときは、次の安全を守る必要があります。
• 袖をまくる。
• ハンドルが適切に取り付けられていないヤスリを使用しないでください。
• 時計と指輪を外す。
• ファイルに圧力をかけすぎないでください。
• ファイル ブラシでファイルを頻繁にクリーニングします。目詰まりを防ぎ、クリーニングを容易にするために、ヤスリの歯にチョークを少しこすりつけます。
旋盤での研磨
ヤスリがけをした後、研磨布で磨くと仕上がりが良くなる場合があります。
手順:
1. 収集タイプと研磨布の等級を選択します。目的の仕上げには、長さ約 6 ~ 8 インチ、幅 1 インチの布を使用してください。
2. 旋盤を高速 (約 800-1000 rpm) で実行するように設定します。
3. 送り棒と送りねじを外します。
4.注油して死点を調整します。
5. 旋盤を開始します。
6. ワークに研磨布を当てます。
7. 左手で研磨布のもう一方の端をしっかりと持ちながら、右手で布をワークにしっかりと押し付けます。
8. ワークピースに沿って布をゆっくりと前後に動かします。

図 3. 研磨
旋盤で研磨するときは、次の安全性を守る必要があります:
1. 袖をまくる。
2. ゆったりとした服はタックイン
通常の仕上げには、80 ~ 100 番の研磨布を使用してください。より良い仕上げを行うには、細かいグリットの研磨布を使用してください。
高度なワークホールディング
一部のパーツは不規則で、機械加工する前に適切に保持するための特殊なツールが必要になる場合があります。
1. ストックの外径全体を切断する場合、部品をコレットまたはチャックに配置することはできません。
2. 穴の開いたパーツは、旋盤アーバー (テーパー シャフト) に押し付けてから、パーツ自体ではなくアーバーに固定する必要があります。
3. 穴が大きすぎると、旋盤アーバーを使用しても十分にピースを支えられません。代わりに、外側のジョーを使用してパーツの内径をつかみます。
4. 複雑な形状の部品は、スピンドルにさらに取り付けるフェースプレートに取り付ける必要がある場合があります。
旋盤ワークホールディング:
次の表は、旋盤でワークピースを保持するさまざまな方法の長所と短所を簡単に比較したものです:
| メソッド | 精度 | 再現性 | 利便性 | メモ |
| コレット | 高 | 高 | 高 | 高速、高精度、高再現性、よくつかむ、ワークを傷つけにくい、つかみ範囲が広い。高価なチャックとコレット。限られた長さを処理します。ワークピースは丸く、コレットのサイズにほぼ正確に適合する必要があります。 |
| ソフトジョー付き 3 ジョーチャック | 高 | 高 | 高 | より大きなワークピースの場合、CNC の世界ではソフトジョーを備えた 3 ジョーチャックが標準です。 |
| ハードジョー付き 3 ジョーセルフセンタリングチャック | 低 | 低 | 高 | ありふれた、安い、シンプル。ワークピースを取り外して元に戻さなければならない場合、精度が低く、再現性が低くなります。 |
| 4爪チャック | 高 | 高 | ミディアム | ジョーを個別に調整するには時間がかかる場合がありますが、高い精度が得られます。カムやエキセントリックを回転させるためにピースをオフセットして保持できます。不規則な形状と正方形または長方形のストックを保持できます。 |
| 6 爪セルフセンタリング チャック | ミディアム | ミディアム | 高 | 薄肉ワークやワークの仕上げエッジのつかみに最適。明らかにヘックス ストックに適しています。 |
| フェースプレートの回転 | セットアップによって異なります | ミディアム | 低 | 不規則な形状に最適です。フライス加工のセットアップのようなクランプが含まれます。物事のバランスを保つためにカウンターウェイトが必要になる場合があります。 |
| センター間を回る | 高 | 高 | 低 | 優れた精度により、非常に高い再現性でパーツをセンター間に戻すことができます。 |
| 絶え間ない顔の回転 | 高 | 高 | 高 | センター間を移動するための最新の代替手段。セットアップが面倒な旋盤ドッグを使用する代わりに、コンスタント フェース システムは、油圧またはその他の力を使用してスピンドル エンドをグリップおよび駆動します。 |
| アーバーの拡大 | 高 | 高 | 高 | これらは外側ではなく内側から機能しますが、それ以外はコレットによく似ています。 |
方法 使用する特定の技術またはツールについて説明します。
精度 ワークピースがどれだけ正確に保持されるか、または切削を行う前にスピンドルでどれだけ同心円に近づくかを説明します。
再現性 ワークピースを取り出して、正確に戻すことがいかに簡単かを説明しています。
単体テスト
1. ½ -20 タップに使用するドリル サイズは?
2. 面取りの目的は何ですか?
3. タッピングに最適な RPM は?
4. ファイリング用にどのスピンドル速度に設定しますか?
5. 研磨の目的は何ですか?
6. 通常の仕上げに最適なグリット研磨布は何ですか?
7. 3 爪チャックに最適な作業の種類は何ですか?
8. 三ツ爪チャックの特徴は?
9. 3 つ爪チャックと 4 つ爪チャックの違いを説明してください。
10. コレクト チャックの長所と短所は何ですか?
産業技術