


3D プリントのリビング ヒンジの設計方法
3D プリントでリビングヒンジが可能であることをご存知ですか?部品の機能性と完全性を損なわないように、ヒンジ機能を設計する際に留意すべき点がいくつかあります。
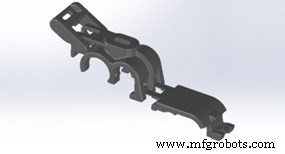 リビングヒンジ機能を備えた SLS パーツ。
リビングヒンジ機能を備えた SLS パーツ。
プロセス
熱可塑性または熱可塑性材料の 3D プリントには、選択的レーザー焼結 (SLS) とステレオリソグラフィー (SL) の 2 つのプロセスがあります。しかし、リビング ヒンジに必要な機能を備えた部品を製造できるのは SLS だけです。
素材
3D プリント パーツにリビング ヒンジの可能性が見られる場合はいつでも、SLS を強くご案内します。 SLS は、主にナイロン 11 素材である PA11 Black の熱可塑性ナイロンを使用しています。 PA11 Black は EB が 14 ~ 51% 増加し、PA12 White は EB が 24% 増加しています。
ただし、PA11 Black または PA12 White で製造されたパーツを、最初に二次プロセスなしでリビングヒンジとして機能させることは期待できません。リビングヒンジがある場合、ヒンジが機能する方向または可動範囲を知る必要があります。これは、パーツを 250 ~ 275°F に加熱してアニールし、意図した可動域でヒンジを曲げるために重要です。これにより、樹脂のリンクを破壊する代わりに材料を伸ばすことで、リビング ヒンジの寿命が延びます。
SL は熱可塑性樹脂のような材料を提供しますが、リビング ヒンジ用途には推奨されません。 Somos 9120 は、破断点伸び (EB) が 15 ~ 25% で、すべての SL 樹脂の中で最も柔軟な素材です。

デザイン
リビング ヒンジのどのデザインも機能しません。たとえば、ウェット ワイプ コンテナーの射出成形ポリプロピレンの蓋などのデザインに慣れている場合は特にそうです。
まず、従来のリビング ヒンジ設計について学んだことを忘れてください。SLS のヒンジは 0.013 インチの厚さにすることができず、部品の破損につながる可能性があります。理想的には、部品が伸びて折り重なるように、水平ビルド方向に 0.020 インチから 0.040 インチの厚さの範囲をお勧めします。
第二に、ヒンジの長さを射出成形設計よりもはるかに長くする必要があります。通常、90 度の曲げの場合、最小の長さは 0.050 インチ、180 度の曲げの場合は最小の長さ 0.150 インチが推奨されます。
お使いのヒンジが何回屈曲サイクルに耐えられる保証はありませんが、何百回も耐えることができるパーツを見てきました。部品が必要に応じて機能することを確認するには、877.479.3680 に電話するか、ADMIN@MFGROBOTS.COM に電子メールを送信して、カスタマー サービス エンジニアに連絡してください。
産業技術