


航空宇宙製造における薄肉アルミニウムの CNC 変形制御
航空宇宙、商業宇宙、および eVTOL 市場では、これまで以上にスリムで高アスペクト比のコンポーネントが求められています。エンジニアは日常的に、6061‑T651 または 7075 合金で作られた薄肉アルミニウム部品 (多くの場合、厚さ 1.0 mm 未満、深さ 100 mm を超える) を扱っています。従来の 3 軸加工では、航空宇宙部品に必要な寸法精度を公差 0.01 mm 以内に維持しながら、発生する可能性がある避けられない波状の変形を管理するのが困難です。

アルミニウム合金の変形の機械的解析
薄肉アルミニウムの変形を引き起こす 3 つの主な力:
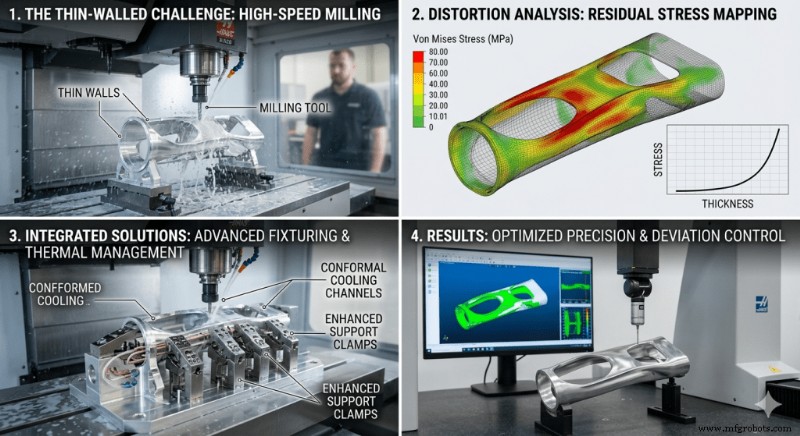
- 残留応力 圧延、焼入れ、延伸中に導入されます。 CNC 加工中に材料を除去すると平衡が崩れ、パーツが新たな安定状態を目指す際に反りやねじれが発生します。
- 切断力 高アスペクト比の壁を加工する場合には問題が発生します。薄肉部分の剛性が低いと、許容限界を超えるたわみが発生する可能性があり、再生びびり(自励振動)により表面の凹凸や肉厚不足が生じます。
- 熱膨張 アルミニウムにとって重要です。せん断ゾーンでの高速ミリングでは熱が発生します。温度上昇が分散されない場合、パーツが冷えると収縮し、寸法精度がさらに損なわれます。
技術的な比較:標準的な方法論と高度な方法論
3 軸から体系的で高精度の 5 軸ワークフローへの移行は不可欠です。以下の表は、従来の慣行と 2026 年の航空宇宙製造基準を対比しています。
技術パラメータ | 標準 3 軸プロセス | 高精度 5 軸プロセス (2026 規格)
ワークのセットアップ |従来のバイス/クランプ |ゼロ点クランプと真空治具
加工戦略 |連続側面フライス加工 |同時対称ミーリング
材料応力管理 |なし (生の在庫) |極低温安定化 / 多段階時効
切削速度 (Vc) | 180m/分 | 350m/min (High‑Dynamic Siemens 840D SL)
送り速度 (Fz) | 0.05mm/刃 | 0.12mm/歯 (AI により最適化された荷重)
ツーリング インターフェイス | ER 標準コレット |油圧減衰 / 熱焼きばめ
寸法偏差 | 0.15~0.30mm | <0.008mm
表面仕上げ (Ra) | 1.6~3.2μm | <0.4µm (直接仕上げまで)
高アスペクト比加工のためのコアテクノロジーパス
0.01mm 未満の精度を達成するには、高度な切削技術、切削工具の革新、AI 主導のプロセス制御という 3 つの戦略が連動するかどうかにかかっています。
1.同時対称ミーリング
従来の機械加工では、一方の壁側からもう一方の壁側に先に材料が除去されるため、単一の表面に応力が集中し、スプリングバックが発生します。対称フライス加工は、両側を並行して (または交互に) 切削し、力のバランスをとり、サイクル全体を通して壁を安定に保ちます。
2.ダンピングテクノロジーとツーリングジオメトリ
びびりの抑制は適切なツールから始まります。可変螺旋、可変ピッチのエンドミルは、アルミニウム 6061 の再生びびりを引き起こす周期的な振動周波数を遮断します。これらのシステムは、ツール ホルダーに組み込まれたショックアブソーバーである剛性油圧ダンパーと組み合わせることで、表面仕上げを損なうことなく、より深い切削を可能にします。
3. AI による予測補償
最新のファナックまたはシーメンスの制御システムには、スピンドルとベースの温度を継続的に監視する AI アルゴリズムが組み込まれています。コントローラーは熱膨張をオンザフライで計算し、工具オフセットを調整して、熱の蓄積に関係なく刃先が目標位置に留まるようにします。

プロセス最適化のための実装チェックリスト
- 素材の前処理: 合金を -196 °C まで極低温冷却して、微細構造を安定させ、残留応力を再分散します。
- 戦略的荒加工: 高速で浅い深さのラフパスを実行して、壁の完全性を維持しながらバルク材料を除去します。最終パス用に 0.3~0.5 mm の余裕を確保してください。
- ストレス解消サイクル: 重要な部品の場合は、荒加工と仕上げの間にアニーリング サイクルを挿入して、安定した応力状態を固定します。
- 仕上げ加工環境: 最終パスは±1°Cの恒温槽内で実施します。デリケートな壁への熱衝撃を避けるために、フラッド クーラントよりも最小量潤滑(MQL)を優先します。
- インライン検査: 高精度タッチプローブを機械に取り付けます。最後のカットの直後に重要な寸法を測定し、クランプを解除する前に工具オフセットを自動修正します。
事後対応的なプロセス管理からプロアクティブなプロセス管理に移行し、切削力のバランスをとり、振動を減衰し、熱影響を補償することで、エンジニアは航空宇宙用途で要求される 0.01 mm の公差を満たす、またはそれを超える薄肉アルミニウム部品を確実に提供できるようになります。
関連ガイド
産業技術