


ジッパー
背景
ファスナーは、初期の骨またはホーンピンと骨の破片から長い道のりを歩んできました。多くのデバイスは後でより効率的に設計されました。そのような留め具には、バックル、靴ひも、安全ピン、およびボタンが含まれていました。ボタンホールのあるボタンは、今日でも重要な実用的な閉鎖方法ですが、困難がありました。ジッパーは、当時の各靴に最大40個の小さなボタンをボタンで留めなければならないという苛立たしい19世紀の慣習に取って代わるものとして最初に考案されました。
1851年、ミシンの発明者であるエリアスハウは、彼が自動連続衣類閉鎖と呼ぶものを開発しました。 それは、リブの上を走ったり滑ったりする接続コードによって結合された一連の留め金で構成されていました。この独創的なブレークスルーの可能性にもかかわらず、発明は決して販売されませんでした。
別の発明者であるウィットコムL.ジャドソンは、1893年に特許を取得したスライドファスナーのアイデアを思いつきました。ジャドソンのメカニズムは、フックとアイをスライドクラスプで接続するように配置することでした。ジャドソンは、シカゴで開催された1893年のシカゴ万国博覧会で新しいクラスプロッカーを展示した後、ルイスウォーカーから財政的支援を得て、1894年にユニバーサルファスナーカンパニーを設立しました。
最初のジッパーは、単純なボタンに比べてそれほど改善されておらず、次の10年間で革新がゆっくりと進んでいきました。ジャドソンは完全に分離するジッパーを発明し(今日のジャケットに見られるジッパーのように)、歯自体を縫い付けるよりも、衣服に縫い付けることができる布テープに歯を直接クランプする方が良いことを発見しました。衣服。
オットーフレデリックギデオンサンドバックがジャドソンの会社に加わり、その後自動フックアンドアイ会社と呼ばれたとき、ジッパーはまだ1906年まで開いてくっつく可能性がありました。 1913年のプラコに対する彼の特許は、現代のジッパーの始まりであると考えられています。彼の「フックレスナンバーワン」は、あごをビーズに固定する装置でしたが、すぐに「フックレスナンバー2」に置き換えられました。これは、現代のジッパーに非常によく似ています。入れ子になったカップ型の歯は、これまでで最高のジッパーを形成し、1つのプロセスで金属を打ち抜くことができる機械により、新しいファスナーの販売が可能になりました。
最初のジッパーは、第一次世界大戦で兵士のお金のベルト、飛行服、救命胴衣の留め具として使用するために導入されました。戦争不足のため、サンドバックは古い機械に必要な金属の約40パーセントしか使用しない新しい機械を開発しました。
一般向けのジッパーは、1920年代にB.F.グッドリッチが会社の雨靴での使用を要求するまで製造されませんでした。 ジッパーという言葉を思いついたのは、グッドリッチの社長であるバートラムG.ワークでした。 しかし、彼はそれがブーツ自体を参照することを望み、それらを固定する装置ではなく、より適切にはスライドファスナーと呼ばれると感じました。
ジッパーが受けた次の変化は、第二次世界大戦という戦争によっても引き起こされました。ドイツのジッパー工場は破壊され、金属は不足していた。西ドイツの会社であるOpti-WerkGmbHは、新しいプラスチックの研究を開始し、この研究により多数の特許が取得されました。 J. R. Ruhrmanと彼の仲間は、プラスチック製のはしごチェーンを開発したことでドイツの特許を取得しました。オールデンW.ハンソンは1940年に方法を考案しました 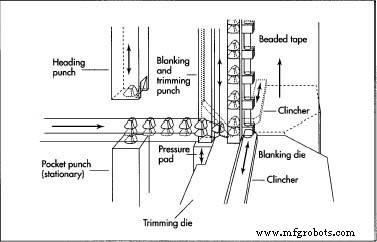 ストリンガーは、ジッパーの片側を構成するテープ(または布)と歯で構成されています。ストリンガーを作成する1つの方法は、平らなワイヤーのストリップをヘディングパンチとポケットパンチの間に通してスクープを形成することです。ブランキングパンチがスクープの周りをカットしてY字型を形成します。次に、Yの脚を布テープの周りに固定します。これにより、プラスチックのコイルをジッパーの布に縫い付けることができました。これに続いて、A。Gerbachと会社William Prym-Wencieによって独自に開発された、実際に布に織り込むことができるノッチ付きプラスチックワイヤーが続きました。
ストリンガーは、ジッパーの片側を構成するテープ(または布)と歯で構成されています。ストリンガーを作成する1つの方法は、平らなワイヤーのストリップをヘディングパンチとポケットパンチの間に通してスクープを形成することです。ブランキングパンチがスクープの周りをカットしてY字型を形成します。次に、Yの脚を布テープの周りに固定します。これにより、プラスチックのコイルをジッパーの布に縫い付けることができました。これに続いて、A。Gerbachと会社William Prym-Wencieによって独自に開発された、実際に布に織り込むことができるノッチ付きプラスチックワイヤーが続きました。
ゆっくりとしたスタートを切った後、ジッパーの売り上げが急増するのにそう長くはかかりませんでした。 1917年には、24,000個のジッパーが販売されました。 1934年には、その数は6000万人に増加しました。今日、ジッパーはブルージーンズに至るまで、数十億ドルで簡単に製造および販売されています。 寝袋に。
原材料
ジッパーの基本的な要素は次のとおりです。ストリンガー(ジッパーの片側を構成するテープと歯のアセンブリ)。スライダー(ジッパーを開閉します);タブ(スライダーを動かすために引っ張られる);停止します(スライダーがチェーンから離れないようにします)。ストリンガーを接続するボトムストップの代わりに、分離ジッパーには2つのデバイス(ボックスとピン)があり、これらを組み合わせるとストップとして機能します。
金属製のジッパーハードウェアは、ステンレス鋼で作ることができます アルミニウム、真ちゅう、亜鉛、または洋白合金。スチール製のジッパーが真ちゅうや亜鉛でコーティングされている場合や、布テープや衣服の色に合わせて塗装されている場合があります。プラスチック製のハードウェアを備えたジッパーはポリエステルまたはナイロンで作られていますが、スライダーとプルタブは通常スチールまたは亜鉛で作られています。布テープは、綿、ポリエステル、または両方のブレンドで作られています。両端が開くジッパーの場合、通常、端は衣服に縫い付けられていないため、ジッパーを一方の端だけで開くと、そのまま非表示になります。これらのジッパーは、ほつれを防ぐために両端に強力な綿テープ(ナイロンで補強されています)を使用して強化されています。
製造
プロセス
今日のジッパーは、金属またはプラスチックの主要コンポーネントで構成されています。この1つの非常に重要な違いを除けば、完成品の製造に必要な手順は基本的に同じです。
ストリンガーの作成 — メタルジッパー
- 1ストリンガーは、ジッパーの片側を構成するテープ(または布)と歯で構成されています。金属ジッパー用のストリンガーを製造するための最も古いプロセスは、1923年にオットーサンドバックによって発明されたプロセスです。丸いワイヤーが圧延機に送られ、Y字型に成形されます。次に、このワイヤーをスライスして、希望するジッパーのタイプに適した幅の歯を形成します。次に、回転するターンテーブルのスロットに歯を入れて、ダイでスクープの形に打ち抜きます。ターンテーブルを90度回転させ、別の歯をスロットに送り込みます。さらに90度回転すると、最初の歯は
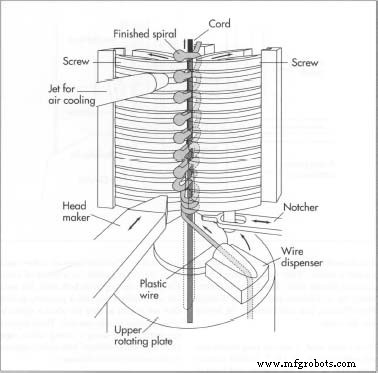 スパイラルプラスチックジッパーのストリンガーを作成するには、丸いプラスチックワイヤーに切り込みを入れてから、2本の加熱されたネジの間に送ります。 。これらのネジは、一方が時計回りに、もう一方が反時計回りに回転し、プラスチックワイヤーを引き出してループを形成します。次に、各ループの前面にあるヘッドメーカーが、ループを丸いノブに成形します。この方法では、チェーンが完成したジッパーで一致するように、2つの別々のマシンで左スパイラルと右スパイラルを同時に作成する必要があります。布テープに固定。完成したジッパーの反対側の歯のためのスペースを確保するために、クランプ後、テープをスクープの厚さの2倍(カップ状の歯)をわずかに超えて持ち上げる必要があります。遅くて退屈なプロセスで、その人気は衰えました。
スパイラルプラスチックジッパーのストリンガーを作成するには、丸いプラスチックワイヤーに切り込みを入れてから、2本の加熱されたネジの間に送ります。 。これらのネジは、一方が時計回りに、もう一方が反時計回りに回転し、プラスチックワイヤーを引き出してループを形成します。次に、各ループの前面にあるヘッドメーカーが、ループを丸いノブに成形します。この方法では、チェーンが完成したジッパーで一致するように、2つの別々のマシンで左スパイラルと右スパイラルを同時に作成する必要があります。布テープに固定。完成したジッパーの反対側の歯のためのスペースを確保するために、クランプ後、テープをスクープの厚さの2倍(カップ状の歯)をわずかに超えて持ち上げる必要があります。遅くて退屈なプロセスで、その人気は衰えました。 別の同様の方法は1940年代に始まりました。これは、スクープを形成するためにヘディングパンチとポケットパンチの間を通過する平らなワイヤーのストリップを必要とします。ブランキングパンチがスクープの周りをカットしてY字型を形成します。次に、Yの脚を布テープの周りに固定します。この方法は、サンドバックの元の方法よりも高速で効果的であることが証明されました。
- 2 1930年代に開発されたさらに別の方法では、溶融金属を使用して歯を形成します。歯の鎖のような形をした型が布テープの周りに固定されています。次に、加圧された溶融亜鉛が金型に注入されます。水が型を冷却し、それが成形された歯を解放します。残留物はすべてトリミングされます。
ストリンガーの作成 — プラスチックジッパー
- 3プラスチックのジッパーは、スパイラル、歯付き、はしご、または布に直接織り込むことができます。スパイラルプラスチックジッパーのストリンガーを作成するには、2つの方法が使用されます。 1つ目は、2本の加熱されたネジの間に供給する前に、丸いプラスチックワイヤーに切り込みを入れることです。これらのネジは、一方が時計回りに、もう一方が反時計回りに回転し、プラスチックワイヤーを引き出してループを形成します。次に、各ループの前面にあるヘッドメーカーが、ループを丸いノブに成形します。次に、プラスチックスパイラルを空気で冷却します。この方法では、チェーンが完成したジッパーで一致するように、2つの別々のマシンで左スパイラルと右スパイラルを同時に作成する必要があります。
スパイラルプラスチックジッパーの2番目の方法では、1台のマシンで左右両方のスパイラルを同時に作成します。ワイヤーは、回転するフォーミングホイールのノッチ間で2回ループされます。プッシャーとヘッドメーカーが同時にプラスチックワイヤーをノッチにしっかりと押し込み、ヘッドを形成します。このプロセスにより、すでにリンクされている2つのチェーンが作成され、2つの布テープに縫い付けられます。
- 4歯付きプラスチックジッパーのストリンガーを作成するには、上記の手順2で説明した金属プロセスと同様の成形プロセスを使用します。回転するホイールの端には、平らな歯のような形をしたいくつかの小さな型があります。 2本のコードが型を通り、完成した歯をつなぎます。半溶融プラスチックは金型に供給され、固化するまで保持されます。折り機は歯をU字型に曲げ、布テープに縫い付けることができます。
- 5はしごプラスチックジッパーのストリンガーは、回転する成形ホイールの端から突き出ている交互のスプールにプラスチックワイヤーを巻き付けることによって作られています。両側のストリッパーがループをスプールから持ち上げ、ヘディングホイールとノッチングホイールが同時にループをU字型に押して歯にヘッドを形成し、それを布テープに縫い付けます。
- 6優れた衣服のジッパーは、布織りで使用されるのと同じ方法を使用して、プラスチックワイヤーを布に直接織り込むことによって作成できます。この方法は米国では一般的ではありませんが、そのようなジッパーは頻繁に輸入されます。
製造プロセスの完了
プロセス
- 7個々のストリンガーが作成されると、最初にスライダーのような一時的なデバイスで結合されます。次にそれらをプレスし、金属ジッパーの場合、ワイヤーブラシが鋭いエッジをこすり落とします。次に、テープはでんぷんをかけられ、絞られ、乾燥されます。次に、金属製のジッパーにワックスをかけてスムーズに操作し、両方のタイプを巨大なスプールに巻き付けて、後で完全なジッパーに成形します。
- 8スライダーとプルタブは、金属からプレス加工またはダイキャストされた後、別々に組み立てられます。次に、連続ジッパーテープがスプールから広げられ、その歯が間隔を置いて取り外され、小さなチェーンを囲むスペースが残ります。片方の端だけが開くジッパーの場合、最初に下部のストップがクランプされ、次にスライダーがねじ込まれます
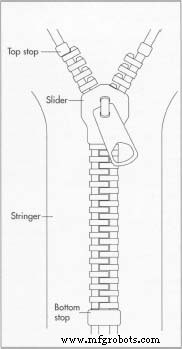 ジッパーの基本要素はストリンガー(ジッパーの片側を構成するテープと歯のアセンブリ)です。 );スライダー(ジッパーを開閉します);タブ(スライダーを動かすために引っ張られる);停止します(スライダーがチェーンから離れないようにします)。チェーンに。次に、トップストップを固定し、歯の長さの間のギャップを中点でカットします。分離するジッパーの場合、各ギャップの中点は補強テープでコーティングされ、トップストップは固定されています。次に、テープをスライスして、チェーンのストリップを再び分離します。次に、スライダーとボックスを一方のチェーンに滑り込ませ、ピンをもう一方のチェーンに滑り込ませます。
ジッパーの基本要素はストリンガー(ジッパーの片側を構成するテープと歯のアセンブリ)です。 );スライダー(ジッパーを開閉します);タブ(スライダーを動かすために引っ張られる);停止します(スライダーがチェーンから離れないようにします)。チェーンに。次に、トップストップを固定し、歯の長さの間のギャップを中点でカットします。分離するジッパーの場合、各ギャップの中点は補強テープでコーティングされ、トップストップは固定されています。次に、テープをスライスして、チェーンのストリップを再び分離します。次に、スライダーとボックスを一方のチェーンに滑り込ませ、ピンをもう一方のチェーンに滑り込ませます。 - 9完成したジッパーは積み重ねられ、箱に入れられ、衣料品メーカー、荷物メーカー、またはジッパーに依存するその他のメーカーにトラックで運ばれます。一部は、消費者が直接購入するためにデパートやファブリックショップに出荷されます。
品質管理
ジッパーは、その数と実質的に心配のない使用にもかかわらず、小さなカップ状の歯の滑らかでほぼ完全な結合に依存する複雑なデバイスです。それらは通常、衣服の留め具として設計されているため、頻繁に洗濯や摩耗が発生する衣服の場合と同様の一連のテストも受ける必要があります。
毎回スムーズに機能するジッパーはジッパーメーカーの目標であり、そのような信頼性は必然的に公差に依存します。ジッパーのすべての寸法(幅、長さ、テープの端の長さ、歯の寸法、チェーンの長さ、スライドの寸法、ストップの長さなど)は、値が許容範囲内にあることを確認する精査の対象となります。サンプラーは統計分析を使用して、ジッパーのバッチの範囲をチェックします。一般に、ジッパーの寸法は目的の長さの90%以内である必要がありますが、ほとんどの場合、99%に近くなります。
ジッパーは、平坦性と真直度についてテストされています。平坦度は、特定の高さに設定されたゲージをその上に通すことによって測定されます。ゲージがジッパーに数回触れる場合は、ジッパーに欠陥があります。真直度を測定するために、ジッパーは直定規を横切って置かれ、曲がっていないか精査されます。
ジッパーの強度が重要です。これは、歯が簡単に外れてはならず、ジッパーが壊れやすいものであってはならないことを意味します。強度を試験するために、引張試験機がフックによって歯に取り付けられています。次に、機械が引っ張られ、ゲージが歯が布から離れる力を測定します。これらの同じ引張試験機を使用して、ジッパー全体の強度を試験します。各布テープに機械を貼り付けて引っ張ります。ジッパーを2つの別々の部分に完全に引き離すのに必要な力が測定されます。許容できる強度の値は、製造されているジッパーのタイプに応じて決定されます。頑丈なジッパーには、軽量のジッパーよりも高い値が必要になります。ジッパーも圧縮されて、いつ壊れるかを確認します。
ジッパーのジッパーを測定しやすくするために、引張試験機はジッパーを上下にジッパーで締めるのに必要な力を測定します。衣服の場合、この値はかなり低くする必要があります。これにより、平均的な人が簡単にジッパーを締めることができ、衣服の素材が破れないようになります。 マットレスなどの他の目的のため カバー、力はより高くすることができます。
完成したサンプルジッパーは、テキスタイルの品質管理を満たす必要があります。少量のお湯、大量の漂白剤、研磨剤で洗って多くの洗濯をシミュレートすることにより、洗濯の耐久性をテストします。ジッパーはまた、小さな鋼球で攪拌され、ジッパーコーティングの摩耗をテストします。
ジッパーテープの布は、衣服のお手入れ方法のために耐変色性でなければなりません。たとえば、衣類をドライクリーニングのみする場合、そのジッパーはドライクリーニング中は耐変色性でなければなりません。
収縮もテストされます。布テープには2つのマークが付いています。ジッパーを加熱または洗浄した後、2つのマーク間の長さの変化を測定します。ヘビーウェイトジッパーは収縮しないはずです。軽量のジッパーは、1〜4パーセントの収縮率を持つ必要があります。
製造プロセス