


インベストメント鋳造と他の金属鋳造法との比較

すべての金属鋳造プロセスには、独自の特性があります。鋳造用の新しい部品を設計する場合、最も適切なプロセスは、次のようないくつかの要因によって決定する必要があります。
- ツーリングコスト
- 人件費
- デザインの特徴
- 望ましい外観
製造業者と供給業者の目標は、すべての品質要件を満たすか上回る一方で、特定の数量で部品あたりのコストが最小になる最適なバランスを見つけることです。
ここでは、インベストメント鋳造を比較します シェルモールド鋳造、グリーンサンド鋳造、パーマネントモールド鋳造の3つの金属鋳造プロセスに対応します。
インベストメント鋳造とシェルモールド鋳造
インベストメント鋳造は、厳しい公差を維持し、複雑な内部空洞と優れた表面仕上げを備えた部品を製造する能力で知られています。熱接着された砂のパターンとコアを含むシェルモールド鋳造も、同じカテゴリーで比較的高品質を提供します。ただし、インベストメント鋳造はシェルモールド鋳造よりもはるかに厳しい公差を満たすことができ、さらに滑らかな表面仕上げを提供できます。
インベストメント鋳造の工具費は一般にシェルモールド鋳造よりも低くなりますが、このプロセスには高度なスキルが必要で、時には面倒な労力が必要になります。生産量が増えると、インベストメント鋳造製品の部品あたりのコストがシェルモールド鋳造のコストを上回ることがよくあります。
どちらのプロセスも、鉄および非鉄金属を含むほぼすべての合金に対応できます。
インベストメント鋳造とグリーンサンド鋳造
緑砂鋳造も砂ベースの鋳造方法ですが、今回は熱を加えません。代わりに、砂の中の粘土のような物質がパターンの周りで粒子を結合してカビを作ります。公差と表面仕上げの点で、グリーンサンド鋳造はシェルモールドとインベストメント鋳造の両方に遅れをとっています。
ただし、コストに関しては、緑砂が勝者となることがよくあります。グリーンサンドの工具費はインベストメント鋳造よりも低く、グリーンサンドプロセスはそれほど労働集約的ではないため、部品あたりの工数が少なくなります。それでも、グリーンサンド鋳造は破壊的な金型プロセスであるため、数量が増えるとポンドあたりのコストは急速に上昇します。
インベストメント鋳造やシェルモールド鋳造と同様に、グリーンサンド鋳造もさまざまな合金に対応できます。
インベストメント鋳造と永久金型鋳造
永久型鋳造は、このリストの唯一の非破壊鋳造方法です。インベストメント鋳造、シェルモールドまたはグリーンサンド鋳造とは異なり、永久型鋳造の金型は何度も再利用されます。砂や耐火物を使用して金型の壁を構築する代わりに、恒久的な金型は通常、鋼または鋳鉄で作られています。
パーマネントモールド鋳造の公差と表面仕上げは、シェルモールドとグリーンサンド鋳造の間のどこかにあります。これらの方法はいずれも、インベストメント鋳造によって生み出される寸法精度と表面仕上げに近づいていません。
大量生産の場合、恒久的な金型鋳造が最も経済的に実行可能なオプションであることがよくありますが、少量または中規模の生産の場合、工具費はしばしば法外なものになります。初期の金型費は高いものの、恒久的な金型鋳造の人件費は他の鋳造方法よりも低くなっています。
永久金型自体は金属でできているため、融点によって制限が生じます。恒久的な金型で鋳造された金属は、金型を構成する金属よりも大幅に低い融点を持っている必要があります。したがって、恒久的なモールド鋳造は、アルミニウムまたは他の非鉄合金を使用して使用されることがよくあります。
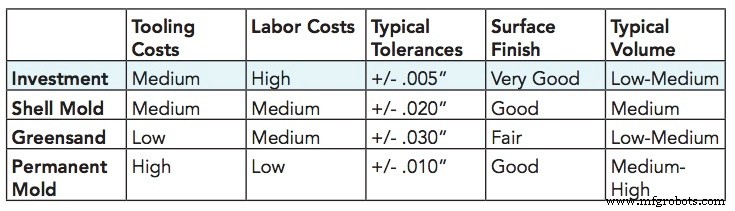
表1:他の金属鋳造法と比較したインベストメント鋳造
この投稿は、電子書籍インベストメント鋳造プロセスガイドからの抜粋です。 Eagle Precision Cast Parts、Incによって作成されました。 電子書籍を無料でダウンロードするには、以下をクリックしてください:
製造プロセス