


ろう付けとは何ですか?また、金属をろう付けする方法は?
ろう付けとは?
ろう付けは、隣接する金属よりも低い融点を持つ溶加材を溶かして接合部に流し込むことによって、2 つ以上の金属を接合する金属接合プロセスです。ろう付けは、ワークピースを溶かさないという点で溶接とは異なります。
ろう付けは、はんだ付けの場合よりも高温で、より緊密に取り付けられた部品を使用するという点で、はんだ付けとは異なります。
ろう付けプロセス中、溶加材は毛細管現象によって、ぴったりとはめ込まれた部品間の隙間に流れ込みます。溶加材は、適切な雰囲気 (通常はフラックス) で保護された状態で、溶融 (液相線) 温度よりわずかに高くなります。
次に、母材の上を流れ(湿潤と呼ばれるプロセス)、冷却されてワークピースを接合します。ろう付けの主な利点は、同じまたは異なる金属をかなりの強度で接合できることです。
重要ポイント
ろう付けは、2 つの独立した金属片を結合して、1 つの強力な耐荷重ジョイントを形成するプロセスです。
- ろう付けははんだ付けに似ていますが、高温で行います。
- プロジェクトで使用する金属に適したろう材を使用してください。
- ろう付け棒は、トーチの炎に直接接触するのではなく、接合する金属片の熱によって溶かす必要があります。
- 高強度の炎を生み出す松明を使用してください。
ろう付けロッドの材料
- 銅、真鍮、青銅: リン銅ろう付けおよび溶接棒
- 鋼、ステンレス鋼、ニッケル合金、銅合金、鋳鉄、タングステン カーバイド: 洋白ロウ付けおよび溶接棒
- 鋳鉄、亜鉛メッキ、ニッケル、スチール、可鍛鋳鉄: 青銅のろう付けおよび溶接棒
- アルミニウム: Bernzomatic AL3 アルミニウムろう付けおよび溶接棒
金属をろう付けする方法
ろう付けは、伝統的に金属 (セラミックスにも適用される) に適用される接合プロセスであり、溶融フィラー金属 (ろう付け合金) が接合部に流れ込みます。
手順:
- ワイヤー ブラシまたはエメリー クロスを使用して、金属の表面をこすり落とします。次に、石鹸水または脱脂剤を使用して表面をきれいにします。
- 必要に応じて金属を配置します。ほとんどの場合、オーバーラップ ジョイントは、ギャップ ジョイントよりも強度が高く、ロウ付けが容易です。必要に応じて、クランプを使用してピースを所定の位置に固定します。
- 2 つの金属片が接合する接合部が光るまで加熱します。
- 金属表面を加熱し続けながら、ろう付け棒を接合部に適用します。面積が大きい場合は、ジョイントの一部を所定の温度まで加熱してから、隣接する次のエリアに移動します。
- ろう付け後、ワイヤーブラシを使用してろう付け面をきれいにし、酸化や残留物を取り除きます。
溶加材の融点は 450°C を超えていますが、接合する部品の融点よりも常に低いため、母材金属を一緒に溶かすために高温を使用する溶接とは異なります。
溶加材は、融点よりわずかに高く加熱されている間、多くの場合フラックスである適切な雰囲気によって保護されています。溶融溶加材が冷却されてワークピースを接合し、類似または異種金属間の強力な接合を実現します。
ろう付けプロセスを実施できる雰囲気には、トーチ、炉、誘導コイルなどのさまざまな加熱源を使用して、空気、燃焼燃料ガス、アンモニア、窒素、水素、希ガス、無機蒸気、および真空が含まれます。 /P>
健全なろう付け接合を実現するには、フィラーと母材が冶金学的に適合している必要があり、接合部の設計には、溶融したろう付けフィラーが毛細管現象によって引き込まれたり分配されたりするギャップが組み込まれている必要があります。必要なジョイント ギャップは、ろう付け雰囲気、母材およびろう付け合金の組成など、多くの要因に依存します。
異種金属の接合に理想的なろう付けは、その柔軟性と接合部の高い完全性により、幅広い産業で使用される商業的に受け入れられているプロセスです。これにより、重要なアプリケーションと重要でないアプリケーションで信頼性が高くなり、最も広く使用されている結合方法の 1 つです。
さまざまなろう付け方法とは?
さまざまな熱源を利用するろう付けは、加熱方法によって分類されることがよくあります。ろう付け温度を達成するために、局所的に加熱する方法 (接合部のみ) もあれば、アセンブリ全体を加熱する方法 (拡散加熱) もあります。
より広く使用されている方法の一部を以下に強調表示します:
局所的な加熱技術
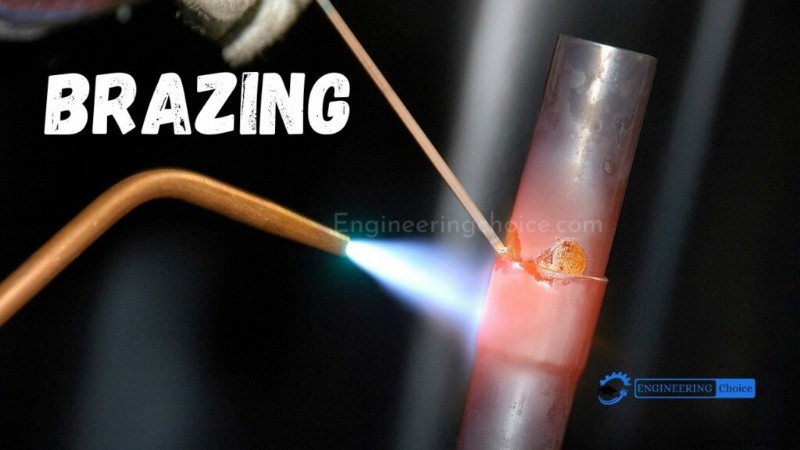
1.トーチろう付け
この方法では、溶加材を溶かして流動させるために必要な熱は、燃料ガスの炎によって供給されます。燃料ガスは、アセチレン、水素、またはプロパンであり、酸素または空気と結合して炎を形成します。このプロセスは容易に自動化でき、設備投資も少なくて済みます。トーチろう付けにはフラックスを使用する必要があるため、多くの場合、ろう付け後の洗浄が必要です。
2.誘導ろう付け
ろう付けのための高周波誘導加熱は、クリーンで迅速で、温度と熱の位置を厳密に制御できます。熱は、隣接するコイルによってワークピースに誘導される急速な交流電流によって生成されます。
3.抵抗ろう付け
これは、ワークを含む回路に流れる電流(誘導ろう付けのように)に対する抵抗から熱が発生するプロセスです。このプロセスは、電気伝導率の高い金属の比較的単純な接合に最も適しています。
拡散加熱技術
1.炉ろう付け
炉ろう付けには、保護雰囲気ろう付け (高純度ガスまたは真空によりフラックスの必要性がなくなる) と、加熱および冷却サイクルのすべての段階を正確に制御する能力という 2 つの主要な利点があります。加熱はエレメントまたはガス燃焼によるものです。
2.ディップろう付け
これには、アセンブリ全体を溶融ろう付け合金または溶融フラックスの槽に浸漬することが含まれます。どちらの場合も、浴温度は母材金属の凝固点より低く、フィラー金属の融点より高くなります。
ろう付けと溶接
ろう付けは、AWS によって液固相接合プロセスとしても分類されます。液体は溶加材が溶けていることを意味し、固体は母材または材料が溶けていないことを意味します。
溶接とは異なり、ろう付けはワークピースを溶かす必要はありません。ろう付けとアーク溶接の主な違いは熱源です。ろう付けは、840°F (450°C) を超える温度で発生する熱源として、トーチ、炉、誘導、浸漬、または抵抗によって適用されますが、アーク溶接は、華氏約 10,000 度の温度に達する熱源として電気を使用します。
ろう付けとはんだ付け
ろう付けとはんだ付けの唯一の違いは、各プロセスが行われる温度です。はんだ付けは 840°F (450°C) 未満の温度で行われ、ろう付けは 840°F (450°C) を超える温度で行われます。
ろう付けとはんだ付けの利点
他の接合方法と比較したろう付けおよびはんだ付けの利点には、次のようなものがあります。
- 低温
- 永続的または一時的に参加可能
- 異なる素材を結合できます
- 参加のスピード
- 部品を損傷する可能性が低い
- 加熱と冷却の速度が遅い
- さまざまな厚さのパーツを結合できます
- 簡単な再調整
ろう付けとはんだ付けは、多くの大きな利点があるプロセスですが、接合プロセスを選択する際に見過ごされがちです。限られた種類のフラックスと溶加材を使用して多くの異なる材料を接合できるため、大量の材料在庫の必要性が減り、中小企業、ホーム ショップ、または農場の大幅なコスト削減につながります。
製造プロセス