


溶接の部品とは? - 図で説明
溶接を詳細に検討する場合、溶接のさまざまな部分の名前を知ることが重要です。溶接のさまざまな部分を理解するには、上の画像と定義を使用してください。
すみ肉溶接
隅肉溶接とは、2 つの金属片が垂直または斜め (60 o ) になっている場合の接合を指します。 120 o まで )。これらの溶接は、一般に、互いに垂直な 2 枚の金属である T ジョイント、または重なり合ってエッジで溶接される 2 枚の金属であるラップ ジョイントと呼ばれます。
溶接は三角形で、溶接工の技術に応じて、凹面、平面、または凸面を持つことができます。溶接工は、フランジをパイプに接合するとき、断面を溶接するとき、およびボルトの強度が十分でなく摩耗しやすいときにすみ肉溶接を使用します。
開先溶接
開先溶接は、金属片を重ねて配置する重ね溶接やプラグ溶接とは対照的に、2 つの金属片を重ねずに並べて接合部に沿って溶接する突合せ溶接とも呼ばれます。一方の金属片が他方に挿入されます。
突合せ継手では、接合されるワークピースの表面が同じ平面上にあり、溶接金属が表面の平面内にとどまることが重要です。
溶接部の説明
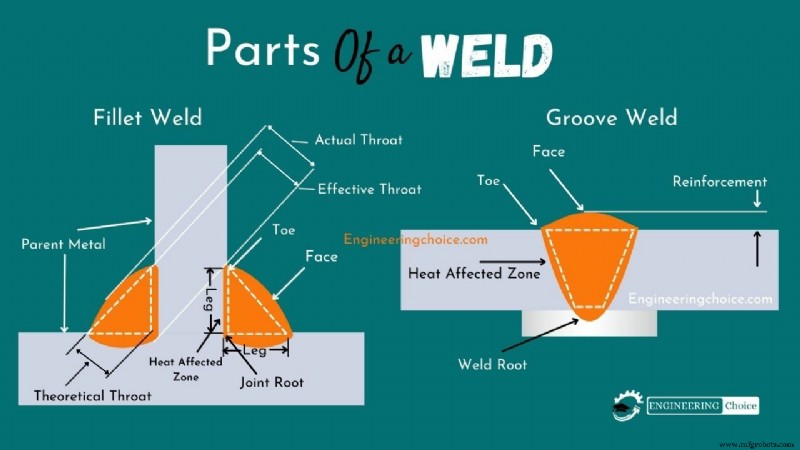
溶接つま先: これは、溶接する金属片 (溶接面と金属) を接合する単純な溶接です。
溶接面: これは、ガス溶接またはアーク溶接プロセスを使用して溶接している金属片の側面に作成する溶接です。
溶接ルート: 上の溶接の図でわかるように、溶接のルートは、溶接の底部または下側が母材の表面と交差する場所です。
溶接脚: すみ肉溶接の「脚」の長さは、すみ肉溶接の「つま先」からジョイント ルートまでです。すべてのすみ肉溶接には 2 つの脚があります。
フュージョン ゾーン: 溶融ゾーンは厳密には、溶融した材料の一部です。溶接の熱によって変質したが、完全には溶融していない材料 (熱影響部) は、溶融部とは見なされません。これは、溶加材を浸透させて融合させたい場所です。
溶接補強: 上の図からわかるように、溶接のサイズに必要な金属の量を超える余分な溶接金属です。
すみ肉溶接スロート: 溶接のど部について話すときは、次の 2 つの点を考慮する必要があります:1) 理論上の溶接のど部 2) 実際の溶接のど部。
- 実際ののど:溶接ルートとすみ肉溶接面の間の最短距離
- 理論上のスロート:すみ肉溶接の断面では、最大の直角三角形の斜辺に垂直なジョイント ルートの始点からの距離を内接することができます。この次元は、根の開口部がゼロに等しいという仮定に基づいています。
溶接のサイズは?
- 等脚長フィレット溶接。 等脚すみ肉溶接のサイズは、内接する最大の直角二等辺三角形の脚の長さです。理論上のスロート =0.7 × 溶接部のサイズ
- 脚の長さが等しくないフィレット溶接。 不等脚すみ肉溶接のサイズは、すみ肉溶接断面内に内接することができる最大の直角三角形の短い方の脚の長さです。
マルチパス溶接:溶接部の熱影響ゾーン。
溶接の部分には、マルチパス溶接と呼ばれるものが含まれます。言い換えれば、ジャンクションまたは溶接を形成するために、複数の溶接ビードを置く必要がある状況が見つかります…
複数の「パス」を使用して突合せ溶接を作成した場合 (または複数のレイヤーを作成した場合) の熱影響部。
最初の溶接層 (1 回目のパス) の影響範囲は?それは一次ヒートゾーンと呼ばれます。また、二次ヒート ゾーンは一次ヒート ゾーンを超え (または一次ヒート ゾーンと重なって)、2 番目のレイヤーまたはパスの影響を受けます。
溶接部の二次ゾーンによって発生する熱により、一次加熱ゾーンが母材金属と融合し、アニーリングと呼ばれるプロセスによって強化されます。
2 番目と 1 番目のヒート ゾーンによるベース メタルのアニーリング効果に加えて、1 番目のパス (溶接) で堆積したフィラー メタルは、2 番目のパスまたは層からの熱によって実際に改善されます。
製造プロセス