


アスファルト圧縮を成功させるための基本
アスファルトの締固めは、柔軟な舗装プロセスの重要な部分です。ホットミックスアスファルト(HMA)またはウォームミックスアスファルト(WMA)の製造、敷設、および圧縮には時間制限があります。そのため、この建設プロセスで遅延が実際に許可されることはありません。適度な遅延でさえ、長寿命の舗装の究極の目的を達成する能力を妨げる可能性があります。
アスファルト圧縮プロセスの各フェーズを実行する方法を知ることは重要です—ベストプラクティスに従うことが重要です。各ステップについて知っておくべき最も重要なことは次のとおりです。
アスファルトコンパクションの3つのフェーズ
歴史的に言えば、舗装業界は、舗装材料からの空隙の除去に関与する複数の活動があることを認識してきました。これは、アスファルト圧縮の3つのフェーズで実行されます。
- ペーバースクリード は、敷設プロセス中に舗装材料の耐荷力を向上させるために使用される最初のツールです。
- ローラーの圧縮 次の段階です。用途、材料仕様、舗装の種類、その他の変数に応じて、1つまたは複数の圧縮機を使用して、舗装の密度をさらに高めます。
- 最終段階はトラフィックの圧縮です 路上車両を介して。業界は、大量の大型トラックの通行により、舗装の空隙がさらに減少することを認めています。これは、敷設およびローラー圧縮の建設段階で舗装が適切に圧縮されている場合でも当てはまります。
各フェーズの手順を詳しく見ていきましょう。
ペーバースクリードコンパクションプロセス
多くの変数が、アスファルト舗装混合物から空隙を除去する舗装スクリードの能力に影響を与えます。スクリードのタイプ、その重量、舗装速度、およびその他の変数に応じて、レイダウン後の材料密度は、最低70%の相対密度から最高90%の相対密度まで、場合によってはさらに高くなる可能性があります。敷設中の振動の影響を利用するスクリードは、一般に全体的な密度がやや低くなりますが、生産性がより重要なアプリケーションでは、舗装速度を速くすることができます。振動スクリードにより、毎分100フィート(30メートル)の舗装速度が可能になります。
シングルまたはデュアルタンパーバーを備えたタンピングスクリードは、通常、より高い密度を生成しますが、より遅い舗装速度でこれを達成します。タンピングスクリードの前進速度は、タンパーの頻度と、接触面に関連するタンパーバーの幅によって制限されます。タンパーバースクリードを使用した舗装速度が、毎分33フィート(10メートル)を超えることはめったにありません。これは一般的に、北米で一般的に行われているタイプのアスファルト舗装には遅すぎると考えられています。
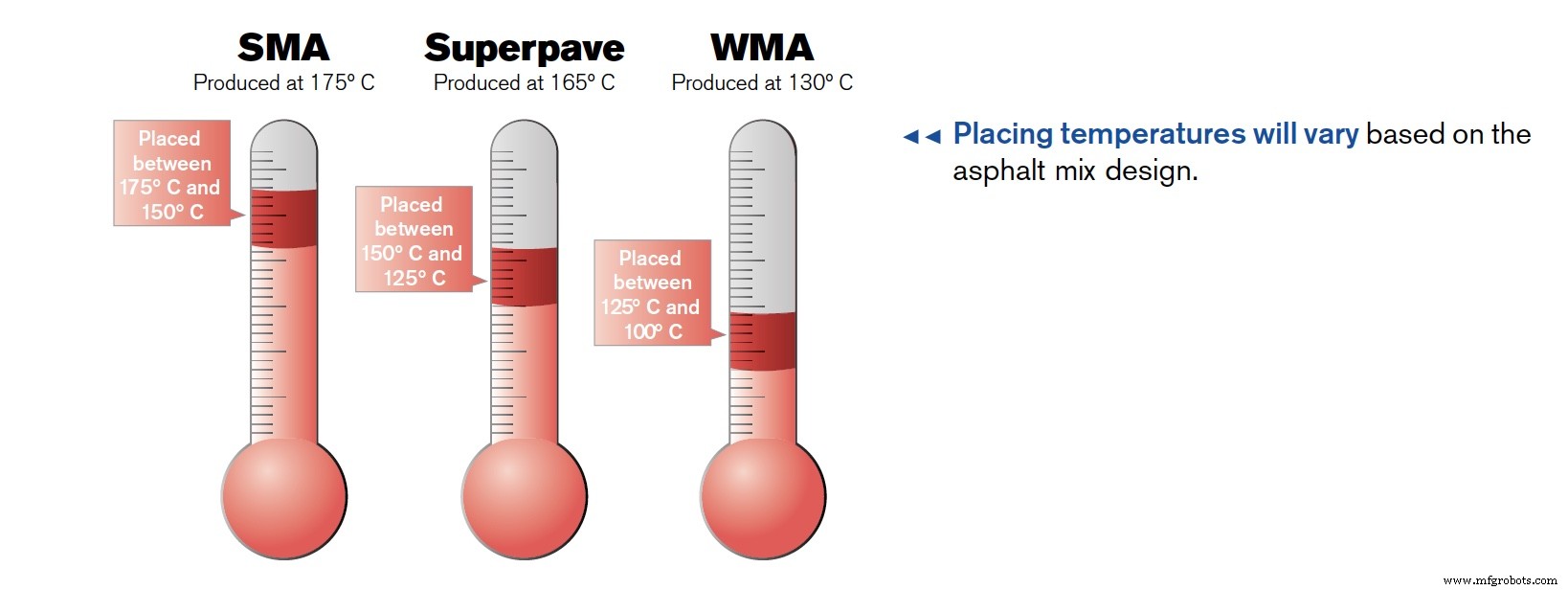
舗装フィニッシャーが舗装を敷設する温度は、圧縮を成功させるために重要ですが、材料によって異なります。ストーンマスチックアスファルト(SMA)混合物は、比較的硬いバインダーと、しばしばブロック状で粗い勾配の骨材を使用して製造されます。 SMAは、華氏350度(摂氏176度)を超える温度で定期的に製造され、混合物が華氏300度(摂氏149度)を下回る前に置かれます。
ポリマー改質バインダーを含むスーパーペーブミックスは、同様の高温で製造および処理されます。きちんとしたアスファルトバインダーとのマーシャル混合物は、過熱によるバインダーの損傷を防ぐために、やや低い温度で作られています。これらの混合物は通常、華氏250度から300度(摂氏121度から149度)の温度に置かれます。ウォームミックスアスファルト(WMA)と呼ばれる新しいテクノロジーミックスでは、混合温度を華氏100度(摂氏38度)まで下げることができ、生産中のエネルギーを大幅に節約できます。
これらすべてのミックスの処理時間はほぼ同じです。舗装プロセス中の温度の均一性は、均一な舗装の空隙含有量と支持力を達成するために最も重要です。
ローラー圧縮プロセス
ローラー圧縮のプロセスは、高品質の柔軟な舗装の建設に不可欠です。振動スクリードで敷石を追跡する場合、コンパクターは材料密度を平均20%増加させる必要があります。これは、アスファルト舗装の混合温度が作業性の限界を下回る前に完了する必要があります。混合特性およびその他の変数に応じて、この低温限界は、混合設計およびアスファルトセメントバインダーの特性に応じて、華氏175度(摂氏80度)まで暖かく、華氏120度(摂氏50度)まで冷たくなります。
 ブレークダウンローリングは、アスファルト圧縮プロセスの最も重要な部分であり、ほとんどの空隙が舗装から除去されます。構造。破壊圧延用の圧縮装置の適切なタイプとサイズを選択し、舗装表面全体を均一に覆うことが重要です。
ブレークダウンローリングは、アスファルト圧縮プロセスの最も重要な部分であり、ほとんどの空隙が舗装から除去されます。構造。破壊圧延用の圧縮装置の適切なタイプとサイズを選択し、舗装表面全体を均一に覆うことが重要です。
破壊圧縮機の選択は、多くの場合、その圧延幅に基づいて行われ、舗装されたパネルの均一な被覆を最適化します。たとえば、レイダウン幅が12フィート(3.66メートル)の場合、ドラム幅が79インチ(2メートル)のブレークダウンコンパクターは、ドラムエッジの十分なオーバーハングとオーバーラップを備えた2つのパスでパネル幅を並べてカバーできます。センター。
パネルを適切に覆うには3つのパスを並べて配置する必要があるため、ドラム幅の狭いブレークダウンコンパクターを選択すると生産性が低下します。ドラム幅の広いブレークダウンコンパクターを選択しても、生産性は向上しません。実際、ローリングパターンに過度のオーバーラップが発生すると、パネル密度が不均一になる可能性があります。
破壊コンパクターに続くコンパクターも、舗装トレインによって設定された生産性のバランスを維持しながら、コンパクタートレインが密度と滑らかさの両方の目的を達成するように選択する必要があります。
トラフィック圧縮プロセス
柔軟な舗装建設業界内の機関や研究グループは、舗装への交通の重量効果により、舗装がさらに空気のボイドを減らすことを証明しています。 AASHOロードテストは、負荷がかかった状態での舗装構造の性能を決定するために、1950年代後半に全州道路交通協会によって実施された一連の実験でした。これらのテストに続いて発行された特別報告書は、最大の舗装損傷が高速道路のトラック交通によって引き起こされたことを示しました。タンデム車軸トラックの法定荷重は、トレーラー車軸で48,000ポンド(21,770 kg)、トラクター車軸で12,000ポンド(5440 kg)でした。 70-80 psi(4.8-5.5 bar)に膨らませたバイアスプライタイヤを装着したセミの1つは、50,000台を超える乗用車やピックアップトラックよりも多くの舗装の苦痛を引き起こすことがわかりました。
柔軟な舗装構造を適切に設計および構築する機能により、早期の舗装の破損や過度の舗装表面の損傷を引き起こすことなく、交通の圧縮を行うことができます。材料の選択プロセス、舗装の設計、および現場での建設作業中に細部に注意を払うことで、日常のメンテナンスのみを必要とする長寿命の柔軟な舗装が実現します。アスファルトの圧縮が成功すると、財政的責任への道が開かれ、自動車を運転する人々が幸せになり、さらに建設区域での交通の遅れを回避するのに役立ちます。

産業機器