


トランスミッション メーカーは、真円度のない旋削に目を向けますか?

Weisser's Hyperspeed Oval Turning (HOT) アウト-of-round」加工ユニットは、アルミニウムとスチール製の内燃エンジン、硬化カムシャフト、多角形プロファイルまたは形状、および自動車の燃料ポンプなどの用途の往復ピストンのハードおよびソフト加工を可能にします。
自動車のトランスミッションは進化を続けています。また、内部シャフト コンポーネントにスプライン接続と焼きばめ接続を引き続き使用しています。しかし、ドイツ南部にある工作機械製造業者 Weisser の R&D 部門のヘッド エンジニアである Reiner Jörg 氏は、ポリゴン カップリングまたはポリゴン シャフト - ハブ接続は、トランスミッション コンポーネントの従来の接続方法に代わる優れた方法であると述べています。
「ポリゴン結合は新しいものではありません」と彼は言います。 「スプラインとキー付きシャフト アタッチメントに関連する一般的な障害の問題を排除するように設計されたジェネラル ポリゴン システムは、効果的な負荷分散により事実上点がなくなるため、より強く、より正確で、実質的に長い耐用年数を持つ要求の厳しい機械的接続を作成する優れた方法であることが証明されています。接触し、応力疲労と歪みを最小限に抑えます。ポリゴンは、他のどのシャフト アタッチメントよりも大きなトルク容量を備えています。力の伝達と定格荷重が最適化され、多くの場合、短いシャフト接続を使用して貴重なスペースを節約できます。ギアボックスなどの小さなスペースで加速質量が少ないことが、前述の燃料効率に貢献しています。」
それにもかかわらず、自動車メーカーはトランスミッションにポリゴンカップリングをまだ採用していないと彼は言います。その理由の1つは、部品の加工が難しいことです。しかし、Weisser の真円でない旋削技術は、メーカーが 1 台の機械で 1 回のセットアップで完成した多角形を旋削できるようにすることで、それを変える可能性があります。このような機能により、従来の自動車のシャフトとハブの接続を生成するために通常使用されるプロファイル フライス加工および研削プロセスに代わる、真円度のない旋削加工をより効率的に行うことができます。
1993 年の導入以来、真円度のない旋削は、アルミニウムと鋼で作られた燃焼エンジン、硬化カムシャフト、多角形のプロファイルまたは形状、および自動車の燃料ポンプの往復ピストンのハードおよびソフト加工に使用されてきました。現在、Weisser は相手先商標製造会社 (OEM) といくつかのプロジェクトに取り組んでおり、このプロセスの採用がどのように広まり、従来のシャフトとハブの接続をポリゴン カップリングに置き換えることが可能になるかを実証しています。

ポリゴン シャフトは、一般的な障害の問題を排除するように設計されていますスプラインとキー付きシャフト アタッチメントに関連付けられています。ポリゴンは、他のどのシャフト アタッチメントよりも大きなトルク容量を備えています。力の伝達と定格荷重が最適化されており、多くの場合、スペースを節約するために短いシャフト接続を使用できます。
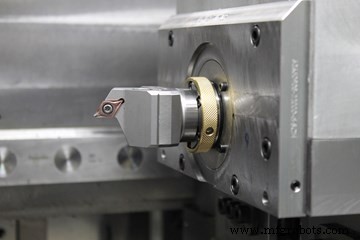
たとえば、同社のハイパースピード オーバル ターニング (HOT) 円形外加工システムは、同社の垂直旋盤 Vertor と統合された別のユニットです。楕円形または丸みを帯びていない形状は、工作物のスピンドル軸と工具の直径を生成する送り軸との相互作用によって生成されます。
工具の刃先は、X 軸と同じ方向に、ワーク主軸の軸に対して垂直に移動します。刃先は、この概念的な平面に可変的に配置され、放射状および正面の輪郭または半球状の真円度を生成できます。 Weisser は、ボールねじではなくリニア ドライブを使用して、楕円形の回転ユニットを加速します。
ダイナミック ドライブの力は、一部は質量の加速に必要であり、一部は加工中に工具の刃先に作用する力として必要です。切削工具は、半径方向の振動運動で最大 130 G まで加速できます。このレベルの加速度は非常に極端で、最新の Siemens および Bosch Rexroth CNC でさえ、ほとんどのアプリケーションで 30 ~ 90 G の加速度しか使用されません。
「特定の真円度の場合、ワークピースの最大許容 rpm は、振動ドライブによって生成される工具ビットの最大加速度に関連しています。公称加速度 30 G は、最高の精度と最高級の表面仕上げの生成を容易にします」と Jörg 氏は言います。
工具の刃先の動きがX 軸の方向であり、ワーク主軸軸に対して垂直です。刃先は、この概念的な平面内でさまざまに配置できるため、放射状および正面の輪郭または半球状の真円度を生成できます。
公称加速度が高いにもかかわらず、特別な衝撃吸収特性により、機械のベース構造にかかる力を制限することで精度が確保されると言われています。 「当社のシステムは加速力を運動エネルギーに変換することで補償するため、機械の振動が排除され、高い表面品質が達成されます」と Jörg 氏は説明します。 「統合された切削力補償により、正味の切削力 (受動力) をほぼ完全に中和することができます。」
Weisser の顧客の 1 人は、1 回のセットアップと 4 回の旋削パス (面の機械加工と面取り操作を含む) で 1 分未満でポリゴン カムを製造しています。 1,500 rpm で、真円でないターニング ユニットは、1 回転あたり 0.1 mm の送り速度と 0.8 ~ 2 mm の切削深さを生成します。パーツは±10ミクロンの精度で仕上げられています。
多くの国際的な競合他社よりも一歩進んだ別の顧客は、Weisser の HOT 技術を使用して、ポリゴン カップリングを新しく開発されたギアボックスに統合しています。 「顧客はスプライン シャフトを 7 速ギアのポリゴン シャフトに交換しました。ポリゴンは他のどのシャフト アタッチメントよりも大きなトルク容量を備えているため、シャフトの長さが 20 mm から 12 mm に短縮されました」と Jörg 氏は言います。 「したがって、より短いシャフト接続を使用でき、貴重なスペースを節約できます。」省スペース化により、元の設計では疲労の問題が発生していた最初のギアの伝達比が最適化されました。
Weisser は、ポリゴン シャフトとハブの接続に HOT 技術を採用しており、これまでに非真円ターニング ユニットが組み込まれた約 100 台の機械を販売しています。同社は現在、さらに柔軟な加工を可能にする自動ツールチェンジャーを備えた Vertor C 垂直旋盤を提供しています。 Jörg 氏によると、達成可能な精度は現在、CNC の能力によって制限されています。 「マシンを 1,800 rpm で実行し、当社の真円度のないターニング ユニットを使用して 1 度の分解能でパーツを加工したい場合、コントローラーは 1 秒あたり 9,180 信号を処理する必要があります。ナノ秒の領域の解像度について話しています。それが制限要因です。しかし、これらのシステム境界をさらに制限して、ミクロンの公差レベルで機械加工することに取り組んでいます。」
産業機器