


NIRレーザー用の高精度ガラスの作成
エルビウム(Er)ドープリン酸塩ガラスは多くの有益な特性を示し、レーザー距離計、長距離通信、皮膚科学、レーザー誘起破壊分光法などの幅広い用途向けのEr:ガラスレーザーの需要が近年高まっています。 (LIBS)。エルビウムファイバーアンプは、香港とロサンゼルスの間の太平洋横断ケーブルでの迅速なグローバル通信を可能にします。Er:ガラスレーザー距離計は、防衛用途や偵察でますます使用されています。アンドロゲン性脱毛症による。
これらの成長するアプリケーションスペースには、厳しい寸法公差と高出力レーザーコーティングを備えた高精度レーザーガラスが必要です。厳しい公差により、システムインテグレーターは、時間のかかる調整を行わなくてもコンポーネントをシステムに簡単に配置できるという確信が得られますが、これらの仕様はレーザーガラスメーカーにとって課題となっています。レーザーガラスメーカーが成長するNIRレーザー光学分野に必要な要求の厳しいコンポーネントを作成するには、プロセス制御と計測学への焦点が必要です。
なぜエルビウムドープガラスなのか?
過去数十年の間に、出力パワーの改善、パルス持続時間の短縮、システムサイズの縮小、および新しい動作波長の点で、リン酸塩ベースのレーザー技術が大幅に進歩しました。[1] Er:ガラスレーザーは通常、1540 nm、1550 nm、または1570 nmの目の安全な波長で発光します。これは、距離計や、人がビームにさらされる可能性のあるその他の状況で非常に役立ちます。これらの波長は、大気中の高い透過率の恩恵を受けています。 1540nmはまた、メラニンによる吸収が最小限であるため、Er:glassレーザーは、肌の色が濃い患者の審美的なレーザーアプリケーションに最適です。[2]
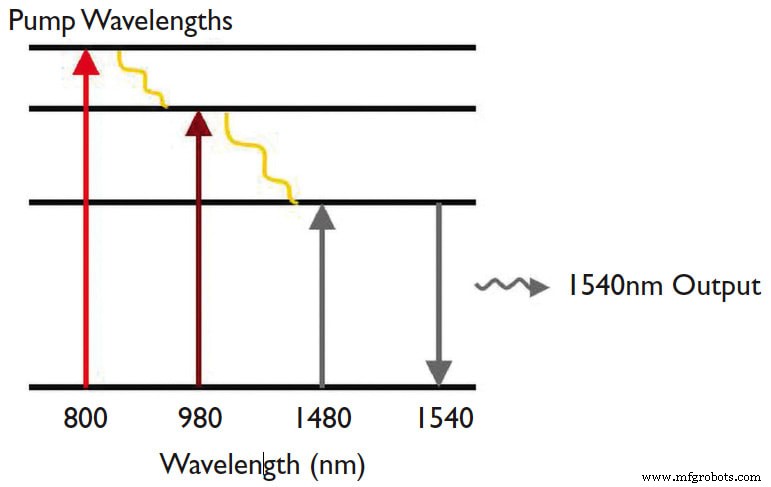
リン酸ガラスは高い透過率に達し、エルビウムやイッテルビウムなどの希土類原子をドープできるため、800nmまたは980nmのポンプ波長にさらされたときに反転分布とレーザーに達することができます(図1)。 Er:ガラスは1480nmの光子によって励起される可能性もありますが、同じ波長とエネルギー帯域で発生する励起と誘導放出によって効率が低下する可能性があるため、これは望ましくありません。[3]リン酸塩ガラスは、化学的安定性と高いレーザー誘起損傷しきい値(LIDT)の恩恵も受けており、Er:ガラスやその他のドープリン酸塩ガラスはNIRレーザーゲインメディアの理想的な候補となっています。[1]
リン酸塩ガラスは、より剛性の高いマトリックス構造を特徴とするケイ酸塩ガラスよりも希土類イオンの溶解度が高くなっています。[1]ただし、ケイ酸塩ガラスよりも帯域幅が狭く、わずかに吸湿性があるため、空気からより多くの水分を吸収します。したがって、それらは、コーティングまたは他の光学系によって湿気から十分に保護される帯域幅およびシステムのアプリケーションに限定されます。
厳しい公差とプロセス制御
前述のアプリケーションの多く、特に防衛アプリケーションのレーザー距離計では、寸法公差が非常に厳しい小さなEr:ガラスコンポーネントが必要になることがよくあります。レーザーガラスのこれらの細かく研磨されたスラブは、アライメントをほとんどまたはまったく必要とせずにアセンブリにドロップできます。それらはSIMカードのサイズにまで縮小する可能性があり、非常に小さいために斜角を備えていないことがよくあります(図2)。これにより、エッジチッピングが発生しやすくなります。これらの小さなコンポーネントで厳密な並列処理と表面品質の仕様を達成することは、非常に困難な場合があります。クリアアパーチャ、またはすべての仕様を満たさなければならない光学面の一部は、多くの場合ほぼ100%であり、光学面のエッジの周りにエラーの余地がほとんどないか、まったくありません。

では、なぜこの問題をすべて経験するのでしょうか。以前のソリューションでは、Nd:YAGバーに取り付けられた複数の結晶コンポーネントのより大きなサブアセンブリが必要になることがよくありました。これらの追加コンポーネントには、ブリュースタープレート、パッシブQスイッチング用の可飽和吸収体、または周波数変換水晶が含まれます。ネオジムの発光波長はエルビウムよりもはるかに危険であり、長距離を安全に伝送するには長波長にシフトする必要があるため、周波数変換結晶は距離計やその他の屋外アプリケーションで重要です。
レンジファインダーアプリケーションには、多くの場合、衝撃と振動の要件があり、すべての仕様を満たしながら複数のコンポーネントを結合することは困難です。これらの古い設計から単一の磨かれたEr:glassに移行することで、さまざまなコーティングで同じタスクを実行し、システムのサイズとコストを削減しました。 YAGクリスタルはブリュースター角で使用されることがよくありますが、コーティングを使用しても同じ効果が得られます。とにかくEr:ガラススラブをコーティングする必要があるため、このタイプのコーティングを追加して、可能な限り多くの機能を詰め込み、他の場所でコストを節約することが有益です。
リン酸塩ガラスはわずかに吸湿性があるため、コーティングされていないEr:ガラスを数日間屋外に放置すると、劣化する可能性があります。湿気がガラスに移動するのを防ぐために、コーティングの前に表面品質を制御する必要があります。最終的なガラススラブの研磨面にコーティングが施されると、この劣化からガラススラブを保護するのに役立ちます。
小型で高精度のEr:ガラススラブの一般的な仕様は、エッジの垂直度が5分角未満、端部の垂直度が10秒未満、表面品質が10-5スクラッチディグよりも優れていることです。これらの厳しい仕様には、クリーンな環境、高度に制御されたプロセス、および最小限のタッチ時間が必要です。
レーザーガラスは通常、端に2つの研磨面があり、残りの面は研磨されていますが、これらのEr:ガラススラブの一部の側面も研磨されており、位置合わせを簡単にするために公差が高くなっています。どちらの面を最初に研磨してコーティングするか、ダイシングの前後にどちらの面を研磨するか、および片面または両面研磨をいつ使用するかは、すべてコストと歩留まりを決定します。情報に通じていないプロセスと経験豊富なメーカーによって最適化されたプロセスの歩留まりの差は、簡単に3倍にもなる可能性があります。
タッチ時間を短縮し、歩留まりを向上させるには、すべての製造とコーティングを1か所で行うのが最適です。部分的に完成した部品が異なる場所に出荷されるたびに、汚染や損傷の可能性が大幅に高まり、キュー時間が長くなります。
複数の高LIDTコーティング
距離計やその他の高精度NIRアプリケーション用の小さなEr:ガラススラブを製造する際の1つの課題は、コンポーネントのさまざまな面に複数のコーティングが堆積されることが多いことです。これは、コーティング前に未処理のコーティングされていない表面を固定して保護する必要があるため、困難です。また、コーティング中に保護する必要があるスラブの裏側でのオーバースプレーやブローバイを回避することもメーカーにとっての課題です。両端には、高いレーザー誘起損傷しきい値(LIDT)を備えた反射防止(AR)コーティングが施されています。エッジには、ポンプビームを取り込むための高いLIDTARコーティングも施されています。ポンプ出力は常にエミッションよりも高くなります。一部の4面スラブには、高反射率のキャビティミラー、波長弁別、およびポンプ光除去が組み込まれた追加のコーティングが施されています。
計測学:測定できない場合は作成できません
主要な仕様を適切に測定および検証するために必要な適切な計測がなければ、製造精度とプロセス制御は役に立ちません。 ZYGO Verifireなどのレーザー干渉計は、平坦度の測定によく使用されますが、小さなEr:ガラススラブを測定する場合、平行度の仕様が厳しいため、背面が前面の測定に干渉し始めます。オペレーターは、ワセリンまたは他の物質を裏面に塗布することでこれを回避できますが、この表面を再洗浄する必要があり、コンポーネントが損傷する可能性が高くなります。しかし、最近の平坦度測定の進歩により、裏面からの影響がなくなり、平坦度測定をより迅速に、損傷の可能性を減らして行うことができます。スラブの端に欠けがあると、オペレーターが平坦度を正確に測定できなくなる可能性があり、製造中のプロセス制御がさらに重要になります。垂直性とウェッジは通常、ダブルパスオートコリメータを使用して検証されます。
Er:glassレーザーのアプリケーションスペースの拡大により、光学部品メーカーは、ますます高精度のレーザーガラスとコーティングを作成するようになります。 1540nmおよび1570nmのアイセーフレーザーアプリケーションは、使用をより安全にし、審美的なレーザー手順を通じて信頼性を高め、長距離通信を改善するのに役立ちます。利用可能な最善のアドバイスは、NIRレーザーシステムを開発する際に、適切なレーザーガラスやその他のコンポーネントの微妙な選択をナビゲートするためのガイダンスとして、特定のアプリケーションのニーズについてコンポーネントサプライヤーと話し合うことです。
この記事は、Edmund Optics(ニュージャージー州バーリントン)のリードテクニカルマーケティングエンジニアであるCory Booneと、Edmund Optics Florida(フロリダ州オールズマー)のオペレーションマネージャーであるMikeMiddletonによって執筆されました。詳細については、ブーン氏にお問い合わせください。このメールアドレスはスパムボットから保護されています。表示するにはJavaScriptを有効にする必要があります。または、こちらにアクセスしてください 。
参考資料
- Boetti、N.、Pugliese、D.、Ceci-Ginistrelli、E.、Lousteau、J.、Janner、D。、&Milanese、D.(2017)。 コンパクトなレーザーおよび増幅器用の高濃度にドープされたリン酸塩グラスファイバー:レビュー 。応用科学、7(12)、1295-1314。土井:10.3390 / app7121295
- Lupton、J. R.、Williams、C. M.、およびAlster、T. S.(2002)。 1540nmエルビウムガラスレーザーを使用した非破壊的レーザー皮膚リサーフェシング 。皮膚外科、28(9)、833-835。土井:10.1097 / 00042728-200209000-00010
- Cox、C.、Metz、C.、およびTaylor、R.(n.d.) ファイバーアンプ 。光ファイバ協会、Inc。2020年12月23日取得。
センサー