


フライス盤の公式と定義[例を挙げて説明]PDF
この記事では、フライス盤で使用されるさまざまなフライス盤の製法について学習します。 例を使って。 PDFファイルをダウンロード この記事の下部にあります。
フライス盤操作の公式
フライス盤 は、ロータリーカッターを使用して、カッターをワークピース全体に移動させて材料を除去する機械加工プロセスです。これは1つの軸または複数の軸で実行でき、カッターヘッドの速度と圧力は異なる方向にあります。
フライス盤で簡単に使用できるように、いくつかのフライス盤の式を見ていきます。以下は、フライス盤でフライス盤操作を実行する際に非常に役立つ重要なフライス盤の公式です。これを1つずつ見ていきましょう。
フライス盤
フライス盤の製法を決定するために使用される重要な用語は次のとおりです。
- 切断速度
- 効果的な切断速度
- スピンドル速度
- フィード
- 最大チップ厚さ
- 金属除去率
- 特定の切断力
- カットの深さ
- カッターの歯の数
- 加工時間
#1切削速度
フライスの切削速度は、回転による円周方向の直線運動です。メートル/分で表されます。切削速度は次の式から求めることができます:
ここで、
- v =カッターの速度(メートル/分)です。
- d =カッターの直径(mm)。
- n=r.p.mでのカッターの速度
#2有効切削速度
有効径(DC ap )での表面速度を示します。 ) 。これは、実際の切込み深さで正しい切削データを決定するために必要です(a p ) 。
ラウンドカッター、ボールノーズエンドミル、およびコーナー半径が大きく、カッターの進入角度が90度未満のカッターで作業する場合に使用されます。
#3スピンドル速度
これは、スピンドルのフライス工具によって行われる1分あたりの回転数です。この値は、操作の推奨切削速度値によって決まります。
#4フィード
フライス盤の送りは、ワークがカッターの下を進む速度として定義されます。フィードは、次の3つの異なる方法でフライス盤に送られます。
1。歯あたりの送り(S z )
これは、2つの連続する歯による結合の間の時間で作業が進む距離であり、1歯あたりの送りとして知られています。通常、カッターの1歯あたりのミリメートルで表されます。
2。 1回転あたりの送り(S rev )
これは、カッターが1回転する間にワークが進む距離であり、1回転あたりの送りと呼ばれます。カッターの1回転あたりのミリメートルで表されます。
3。 1分あたりのフィード(S m )
これは、ワークが1分間に移動する距離であり、1分あたりの送りとして知られています。通常、1分あたりのミリメートルで表されます。
歯あたりの送り、カッターの回転あたりの送り、および1分あたりの送りは、次の式で関連付けられます。
ここで、
- Z=カッターの歯の数。
- n=r.p.mでのカッターの速度
#5最大チップ厚さ
これは、(f z >を参照するときのカッターの噛み合わせの結果です。 ) 。切りくずの厚さは、歯の送りごとに最も生産性の高いテーブル送りを使用するかどうかを決定するときに必要な値です。
平均チップ厚: また、正味出力の計算に使用される特定の切削抵抗を決定する際にも役立ちます。
#6金属除去率
これは、1分あたりの立方ミリメートル(インチ 3 )で除去される金属の量です。 /分)。切削深さ、幅、送りの値を使用して設計されています。
#7比切削力
材料定数は強度計算に使用される係数であり、N / mm 2 で表されます。 。
#8カットの深さ
これは、カッターの下での作業の1回のパスで除去される材料の厚さとして定義されます。切り込みの深さは、ワークピースの元の表面と最終的な表面の間で測定され、mmで表される垂直方向の長さです。
#9カッター歯の数
フライスの歯数は、効果的な加工操作のために適切に設計する必要があります。運転中にカッターが受ける速度と送りがわかれば、カッターの歯の数は送り式から導き出すことができます。カッターの歯の数は、次の式から計算されます。
金属加工では、外周の歯数が少ない粗歯カッターが効率的です。粗歯カッターの利点は次のとおりです。
- より大きなチップスペースが提供される場合があります。
- カッターの歯の断面積を大きくして、強度を上げることができます。
- カッターでより多くのすくい角を提供できます。
- カッターを駆動するために必要な電力が少なくて済みます。
- 歯とワークの間に発生する滑り摩擦が少なくなります。これにより、熱の発生が減少します。
- リグラインドの回数を増やすことができるため、カッターの寿命を延ばすことができます。
#10加工時間
加工長さ(l m ) テーブルフィード(v f ) 。表面をフライス加工する操作に必要な時間は、次の式から計算できます。
ここで、
- T=カットを数分で完了するのに必要な時間です。
- L =カットを完了するためのテーブル移動の長さ(mm)です。
- S s =これは1トンあたりの送り(mm)です。
- Z=カッターの歯数です。
- n=カッターr.p.mです。
この図は、テーブル移動の長さ「L」が、ワークの長さ「C」とアプローチの長さ「A」の2つの部分で構成されていることを示しています。アプローチ「A」は、完全な切込み深さに達する前にカッターを移動する必要がある距離です。
#1プレーンフライスのアプローチ長さ:
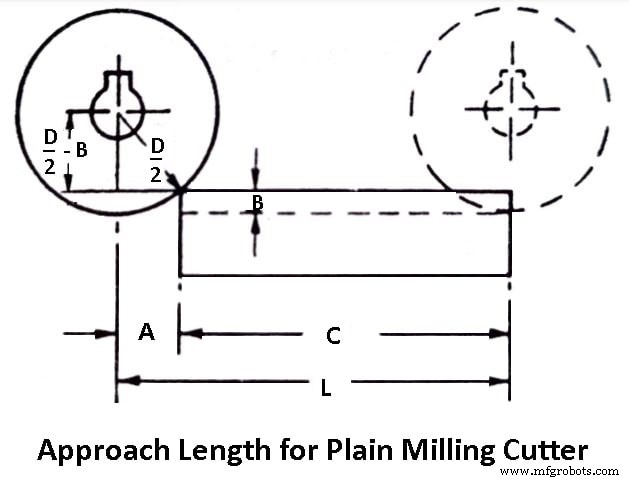
プレーンフライスのアプローチ「A」は、次の式で決定できます。
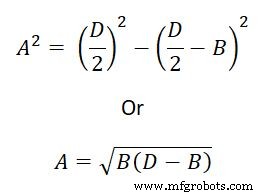
ここで、
- A =mm単位のアプローチ。
- B =切り込みの深さ(mm)。
- C =カッターの直径(mm)。
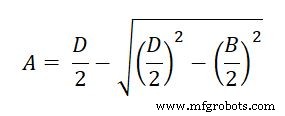
#2正面フライスのアプローチ長さ:
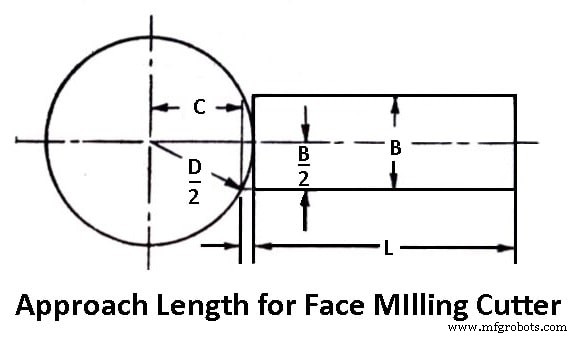
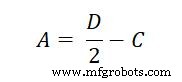
上の図を参照すると、正面フライスのアプローチ長さは次の式から計算できます。
ここで、
- A =アプローチの長さ(mm)です。
- D=カッターの直径です。
- B=作品の幅です。
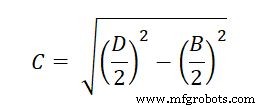
式「A」に「C」の値を代入する
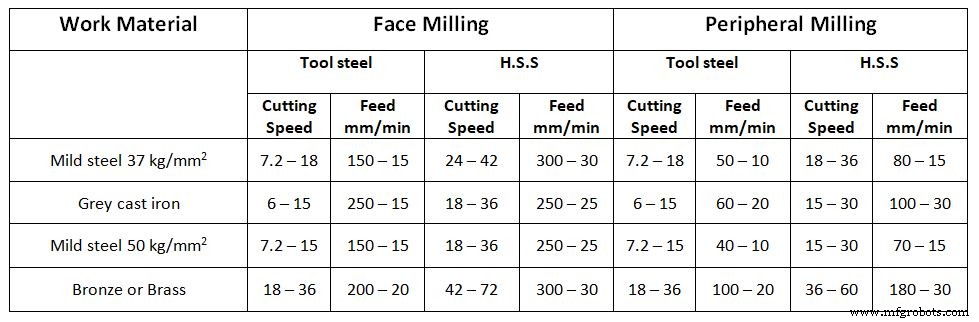
さまざまな材料の平均切削速度と送り
1つの例を考えてみましょう
#1例
次の日付のスラブフライス盤操作の切断パラメータを評価します。
- フライスの直径=100mm
- カッター速度=500r.p.m
- カッターの幅=100mm
- 切り込みの深さ=5mm
- テーブル送り=100mm/分
- ワークピースの長さ=50cm
- ワークの幅=80mm
- カッターの歯数=8
回答: カッターの直径=100mm、カッターの速度=500r.pm。

MRR =b.d.F
b=ジョブの幅=80mm、d=切り込みの深さ=5 mm、F=テーブル送り=100 mm/min。
l =500 mm、ここではy =4 mm

結論
これは、あらゆるフライス盤プロセスとフライス盤で役立つフライス盤の公式と定義の完全なリストです。正確な切削速度、1歯あたりの送り、または金属除去率と加工時間を計算する方法を理解することは、あらゆるフライス盤加工で良好な結果を得るのに非常に重要です。
それでおしまい。 「フライス盤」についてまだ質問がある場合 」私があなたに返答するコメントであなたは尋ねることができます。この記事が気に入ったら、友達と共有してください。
ニュースレターを購読する。無料です!
産業技術